
Fターム[4E001BB08]の内容
アーク溶接一般 (8,479) | アーク溶接法 (1,433) | ガスシールドアーク溶接 (984) | MIG溶接 (358)
Fターム[4E001BB08]に分類される特許
281 - 300 / 358
発泡金属部材の溶接方法
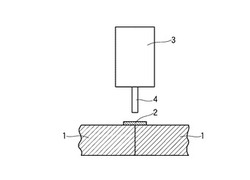
【課題】発泡金属部材同士を溶接接合するに際し、溶融プールを安定に形成し維持することができて、発泡金属部材同士の溶接接合を容易に行うことができるようにした、発泡金属部材の溶接方法を提供すること。
【解決手段】一対の発泡金属部材1,1の端面同士を突き合わせて突き合せ線を形成し、前記突き合せ線上に前記発泡金属部材1,1と少なくとも主成分が同一成分からなる金属製板状溶加材2を載置し、MIGアークにより前記金属製板状溶加材と前記突き合せ端面同士とを溶融させ溶け込みを得て、前記一対の発泡金属部材1,1を溶接接合する。
(もっと読む)
溶接トーチアッセンブリおよびその使用方法

【課題】トーチ本体を交換することなく、適宜、MIG溶接用またはTIG溶接用のトーチとして用いることができる溶接トーチアッセンブリを提供する。
【解決手段】シールドガスを噴出するための外筒ノズル1内に溶接トーチ1が収容された溶接トーチアッセンブリA1であって、上記溶接トーチ2は、ワイヤ送給路21aを内部に備えるトーチボディ21と、このトーチボディ21の先端に取り付けられ、かつ、上記ワイヤ送給路21aにつながるワイヤ給送穴24aが縦貫するチップボディ24と、このチップボディ24の先端に着脱可能に取り付けられた給電チップ26とを備えており、 上記給電チップ26として、先端にタングステン電極27を有するTIG溶接用給電チップ26Bが取り付けられている。
(もっと読む)
継手靭性に優れた高張力溶接継手およびその製造方法
【課題】高価な合金元素を添加せずに、HAZ部において高い破壊安全性を有する高張力溶接継手とその製造方法を提供する。
【解決手段】質量%で、C:0.03〜0.15%、Si:0.01〜1.0%、Mn:0.1〜2.0%、P:0.015%以下、S:0.01%以下及びAl:0.005〜0.1%を含有し、残部Feおよび不純物からなる鋼を母材としてアーク溶接した溶接継手であって、板厚方向平均層密度が0.22pass/mm以上であるとともに、溶接部を断面からみた時の各層の溶け込み深さdの平均値daveと各層の幅wの平均値waveが(1)式を満足することを特徴とする、780MPa以上の引張強さを有する高張力溶接継手。
dave<wave・・・・・・・・・・・・・・・・(1)式
ここで、板厚方向平均層密度とは、靭性の評価対象としている溶融線に関して、溶接接合されている板厚方向の領域の長さ(mm)に対する溶接層数の比の平均値をいう。
(もっと読む)
被接合部材の溶接接合方法並びに溶接接合体及び鉄道車両用構体
【課題】溶接速度を落とすことなくアンダーフィルによる影響をなくした被接合部材の接合方法を提供すること。
【解決手段】被接合部材11,12の接合端面を突き合わせ、その接合端面同士が重なった接合線14に沿ってレーザビームを照射し、それによって被接合部材11,12同士を溶接した溶接接合体10を得るためのものであって、被接合部材11,12の端部に形成された突出部13の接合端面を突き合わせ、その突出部13によって被接合部材11,12の表面よりも高い位置にある接合線14に沿ってレーザビームを照射し、被接合部材11,12同士の溶接後、その溶接部にできたアンダーフィルによる凹部15の深さ以上に突出部を切削し、接合部16表面を平らにするようにした被接合部材の溶接接合方法。
(もっと読む)
水中補修溶接方法
【課題】水中でレーザ光によって溶接補修を行なう場合に、残留した水分が噴出す際に溶接金属を吹き飛ばして溶接不良が発生する不具合を、抑制・防止する。
【解決手段】補修対象部を含む金属製構造物2の表面を養生板3によって覆うようにその養生板3を水中で構造物2に溶接する。溶接は、溶接部に不活性ガス10を供給しながら、養生板3の周囲を水中でレーザ溶接により溶接し、補修対象部を養生板3によって密封するものである。レーザ溶接におけるレーザ光7と同軸に溶接部に不活性ガス10を供給しながら溶接する。養生板3には溶接中に養生板3と構造物2との間に残留した水から発生する水蒸気を逃がすための開口があらかじめ設けられており、養生板3の周囲を構造物2に溶接した後に開口を封止する。
(もっと読む)
鉄系材料とアルミニウム系材料との接合方法および接合継手
【課題】アルミニウム系材料と鉄系材料とを接合する際に、適用条件などの制約が少なくて汎用性に優れるとともに、形状的制約も少なく、また作業性に優れるとともに連続接合が可能であり、健全なビードを形成しつつ、接合部における脆弱な金属間化合物の生成を防止することによって高い接合強度が得られる接合方法およびそれにより得られる接合継手を提供する。
【解決手段】フッ化アルミニウムおよびフッ化カリウムを含み、さらにフッ化マグネシウム、フッ化カルシウム、フッ化ストロンチウムおよびフッ化バリウムよりなる群から選択される1種以上のフッ化物を含有するフラックスをアルミニウムまたはアルミニウム合金で被覆して形成したフラックス入りワイヤを溶加材として用い、アルミニウム系材料と鉄系材料とを交流MIG溶接により直接接合する。
(もっと読む)
溶接方法
【課題】従来よりも酸素ガス等の混合ガスの少ないアルゴンガスを用いて安定的にMIG溶接を行う。
【解決手段】母材の表面に対してアーク放電を行うことにより所定領域に溶接クリーニングを行う。次いでその所定領域に対してアルゴンをシールドガスとしてMIG溶接を行う。シールドガスには、アルゴン以外の成分は積極的には添加されない。
(もっと読む)
レーザ照射アーク溶接ヘッド
【課題】治具と干渉することが減少され、狭隘な溶接箇所を溶接することができ、操作性を著しく向上させることができるレーザ照射アーク溶接ヘッドを提供する。
【解決手段】レーザ光を被溶接物の溶接箇所に照射するレーザトーチ12と、溶接箇所に消耗電極ガスシールドアーク溶接を行う溶接トーチ5と、レーザトーチ12内に設けられて光ファイバ11によって伝送されたレーザ光を平行光に変換する1枚又は複数枚のコリメートレンズ13と平行光に変換されたレーザ光を被溶接物へ集光する1枚又は複数枚の集光レンズ15とからなる集光レンズ光学系とを備え、集光レンズ光学系のうちレーザトーチ先端に設けられた1枚のレンズが固定され、その他のレンズのうち被溶接物上に照射されるレーザ光のスポット径によって予め選択された1枚又は複数枚のレンズを光軸に沿って移動させるレンズスライド機構とを備えたレーザ照射アーク溶接ヘッド。
(もっと読む)
高合金鋼の2電極アーク溶接方法
【課題】 不活性ガス100%の雰囲気下で、互いに絶縁された2つの溶接ワイヤを送給し、近接する2つのアークを発生させて溶接する高合金鋼の2電極アーク溶接方法において、溶接部の割れを防止することができる溶接条件範囲を拡大する。
【解決手段】 本発明は、クロム当量及びニッケル当量の異なる2つの溶接ワイヤP2、P3を使用し、2つの溶接ワイヤの合算した送給速度を所望の溶込みが形成される適正値に設定し、前記合算送給速度を前記適正値に固定したままで、溶接部にオーステナイト組織及び少量のフェライト組織からなる組織を形成するように両溶接ワイヤのそれぞれの送給速度を設定する高合金鋼の2電極アーク溶接方法である。
(もっと読む)
鉄道車両の構体材溶接接合方法とそれに用いる継手構造
【課題】構造を複雑化することなく、軽量化も特に損なわないで、十分な強度が長期に確保できるようにする。
【解決手段】アルミニウム系の押出し形材よりなりダブルスキン構造を有した構体材対1、2の側縁1a、2a間において、内面板1c、2cどうしの突き合せ部と、外面板1b、2bどうしの突き合わせ部とを、溶接して接合し構体を形成するのに、外面板1b、2bどうしおよび内面板1c、2cどうしの突合せ部が形成する溶接のグルーブ17まわりにおける溶接後の強度弱点域30に対応する部分を通常値よりも増厚しておき、突合せ部を溶接し接合する。
(もっと読む)
トルク伝達部材の接合構造及びトルク伝達部材の接合方法及びこれらを用いた動力伝達装置
【課題】ディファレンシャル装置ではピニオンシャフトの脱落を防止するために、ピニオンシャフトとデフケースに凹部を加工する上に、係止部材が必要であり、それだけコスト高になっている。部材と部材を固定するためのに、従来接合困難であったトルク伝達部材を接合する。
【解決手段】 鉄系材料からなる第1のトルク伝達部材3とアルミニューム合金で鋳造された第2のトルク伝達部材5を、それぞれに緊密な親和性を持つアルミ系の溶接材料である他の部材7を介して溶接により接合する。
(もっと読む)
レーザー回転アークハイブリッド溶接装置およびその方法
本発明は、レーザー回転アークハイブリッド溶接装置およびこれを用いた溶接方法に関する。本発明のレーザー回転アークハイブリッド溶接装置は、溶接部位に対してアークを放電するアーク放電部(2)と、溶接部位に対してレーザーを照射するレーザー発生部(4)と、前記アーク放電部(2)を回転させる回転装置(24)とを含んでなる。このレーザー回転アークハイブリッド溶接装置を用いた溶接方法では、複数の母材を溶接位置に整列させ、溶接部位に対してレーザーアークハイブリッド溶接装置を位置させた後、アーク放電部を所定の回転半径で回転させながらアーク放電を行い、これに連続してレーザー発生部によってレーザーを照射する。 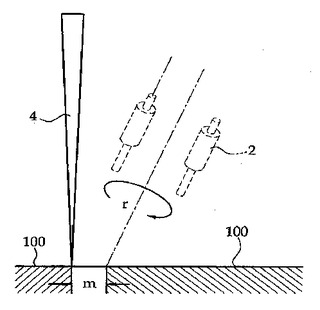 (もっと読む)
(もっと読む)
ステンレス鋼の溶接継手
【課題】継手疲労強度に優れる薄肉材のステンレス鋼の溶接継手を提供する。
【解決手段】溶接継手、好ましくはフェライト系またはマルテンサイト系ステンレス鋼の板厚が8mm以下におけるビードが、断面形状においてビード端部が下方に向かって凸状をなし、ビード止端部より0.3mm以上離れた位置に最小曲率半径を有する滑らかな曲線で構成され、前記ビード止端部は止端半径0.5mm以上で、溶接金属中の未変態オーステナイト率が室温において5〜85%とする。
(もっと読む)
溶接装置及び溶接方法
【課題】溶接速度が速く品質の高い狭開先溶接を可能にする溶接装置及び方法を提供する。
【解決手段】溶接装置は、第1溶接チップと、第1溶接チップに対して所定位置に配置される第2溶接チップと、第1溶接チップを用いて生成される第1アークにアークを凝縮・集中させる性質を有する炭酸ガス等の第1ガスを供給する第1ガス供給部と、第2溶接チップを用いて生成される第2アークにアークを広げる性質を有するアルゴンガス等の第2ガスを供給する第2ガス供給部とを備える。
(もっと読む)
2電極アーク溶接のアークスタート制御方法
【課題】 消耗電極1a及び非消耗電極1bを溶接トーチ先端の1つのシールドガスノズル5内に設け、消耗電極アーク及び非消耗電極アークを発生させて溶接する2電極アーク溶接において、高周波放電高電圧を印加しないでスパッタのないアークスタートを実現する。
【解決手段】 本発明は、消耗電極を母材へ前進送給し、母材と接触すると後退送給し、消耗電極が母材から離れると小電流値の初期アークを発生させ、この初期アークを維持しながら後退送給を所定期間Td継続してアーク長を高くし、期間が経過すると消耗電極を定常送給速度で再前進送給して大電流値の定常アークに移行させ、この定常アークによって非消耗電極と母材との空間にプラズマ雰囲気を充満させて非消耗電極アークを発生させる2電極アーク溶接のアークスタート制御方法である。
(もっと読む)
異材接合方法
【課題】アルミニウム又はアルミニウム合金からなるアルミニウム系被溶接材と、鉄系被溶接材とを、容易に且つ高強度で接合することができる異材接合方法を提供する。
【解決手段】アルミニウム系被溶接材1と、鉄系被溶接材2とを溶接する異材接合方法において、鉄系被溶接材2はその表面にアルミニウム系被覆層3を有し、アルミニウム系被溶接材1は少なくとも鉄系被溶接材2と接合する部位に塗布されたフラックス層4を有し、アルミニウム系被溶接材1をトーチ側に配置して前記2つの被溶接材を重ね合わせた状態で、溶融溶接法により、前記2つの被溶接材を接合することを特徴とする異材接合方法。
(もっと読む)
異材接合方法
【課題】アルミニウム又はアルミニウム合金からなるアルミニウム系被溶接材と、鉄系被溶接材とを、容易に且つ高強度で接合することができる異材接合方法を提供する。
【解決手段】アルミニウム系被溶接材1と、鉄系被溶接材2とを溶接する異材接合方法において、鉄系被溶接材2はその表面に亜鉛系被覆層3を有し、アルミニウム系被溶接材1は少なくとも鉄系被溶接材2と接合する部位に塗布されたフラックス層4を有し、アルミニウム系被溶接材1をトーチ側に配置して前記2つの被溶接材を重ね合わせた状態で、溶融溶接法により、前記2つの被溶接材を接合することを特徴とする異材接合方法。
(もっと読む)
デッキプレートの補強方法、および補強構造
【課題】大電流パルスMAG溶接方法を用いて、Uリブ等の閉断面構造の補強材とデッキプレートとの溶接を完全溶け込み溶接とする技術を提案し、溶接部分における疲労強度の向上を図ること。
【解決手段】閉断面構造のリブをデッキプレートに溶接することによって前記デッキプレートを補強するデッキプレートの補強方法において、前記リブの止端部と前記デッキプレートとは裏波完全溶け込み溶接方法によって溶接する。リブの止端部は大電流パルスMAGによるガウジングレス完全溶込み溶接方法で溶接する。
(もっと読む)
溶接継手及びその製造方法
【課題】所謂「9%Ni鋼」に溶接施工の高能率化のための大入熱溶接を適用した場合にも破壊安全性の確保ができる溶接継手を提供する。
【解決手段】母材が、C:0.01〜0.2%、Si:0.01〜1.0%、Mn:0.1〜2.0%、Ni:6.0〜10.0%及びAl:0.005〜0.1%を含有し、残部はFeと不純物からなる溶接継手であって、オーステナイト系の溶加材を用いてガスメタルアーク溶接又はエレクトロガスアーク溶接によって接合され、溶接金属の組織がオーステナイトで、且つ、HVWMを溶接金属のビッカース硬さ、HVHAZを溶接熱影響部のビッカース硬さとして、「HVWM≦250」及び「0≦HVHAZ−HVWM≦200」を満足する溶接継手。母材はFeの一部に代えて、(1)Cu≦1%、Cr≦1%、Mo≦1%、B≦0.005%、(2)V≦1%、Nb≦1%、Ti≦1%、Zr≦1%、(3)Ca≦0.005%から選択される1種以上の元素を含有してもよい。
(もっと読む)
クランプ装置、接合装置および接合方法
【課題】2つの部材の円環状継手を仮止めすることなく接合することが可能になるクランプ装置を提供する。
【解決手段】クランプ装置1は、円形の凹所16を有するベース15と、凹所16内に嵌め入れられる円形の蓋18とを、蓋18の周縁部とベース15における凹所16の外周縁部とよりなる円環状継手19において全周にわたって接合する際に、蓋18をクランプする装置である。クランプ装置1は、クランプ本体2と、クランプ本体2における凹所16および蓋18の中心線の周りに回転自在となるようにクランプ本体2に取り付けられた押さえ具3とを備えている。
(もっと読む)
281 - 300 / 358
[ Back to top ]