
Fターム[4E001CB01]の内容
Fターム[4E001CB01]に分類される特許
81 - 100 / 119
溶接方法及び溶接装置
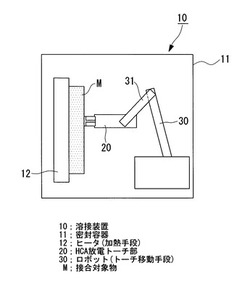
【課題】TiAl系金属間化合物等の接合対象物について、真空または不活性の雰囲気を制御した状態で接合する接合方法及び接合装置を提供すること。
【解決手段】TiAl系金属間化合物等の常温における延性が低い金属を接合対象物Mとして一体に接合する溶接方法において、接合対象物Mを密封容器11内に収納して所望の接合温度まで加熱し、密封容器11内を真空引きした状態で、中空電極を陰極とし、接合対象物を陽極として直流電圧を印加するとともに、中空電極を通して不活性ガスを供給し、この不活性ガス中にホローカソードアークを発生させて接合対象物Mの溶接を行う。
(もっと読む)
接合構造体

【課題】ミグ溶接時に、冷却後の接合界面に脆弱なAl−Fe二元合金層が生成することを抑制し、接合強度を向上させた鋼/アルミニウムの接合構造体を提供する。
【解決手段】
下地鋼板5の表面に溶融アルミニウムめっき層4が形成された溶融アルミニウムめっき鋼板1に、アルミニウム又はアルミニウム合金材2をミグ溶接にて重ね隅肉溶接した接合構造体である。溶融アルミニウムめっき層4がSi:3乃至12質量%、Fe:0.5乃至5質量%、残部がAl及び不可避的不純物の組成を有する。また、鋼板と溶接金属部との接合界面に占めるAl−Fe二元合金層7の割合が面積比95%以下であり、下地鋼板5と溶融アルミニウムめっき層4との界面に生じているAl−Fe−Si三元合金層6と前記接合界面のFe−Al二元合金層7との間に合金層消失域9が存在している。
(もっと読む)
発泡金属部材の溶接方法
【課題】発泡金属部材同士を溶接接合するに際し、溶融プールを安定に形成し維持することができて、発泡金属部材同士の溶接接合を容易に行うことができるようにした、発泡金属部材の溶接方法を提供すること。
【解決手段】一対の発泡金属部材1,1の端面同士を突き合わせて突き合せ線を形成し、前記突き合せ線上に前記発泡金属部材1,1と少なくとも主成分が同一成分からなる金属製板状溶加材2を載置し、MIGアークにより前記金属製板状溶加材と前記突き合せ端面同士とを溶融させ溶け込みを得て、前記一対の発泡金属部材1,1を溶接接合する。
(もっと読む)
TIG溶接方法及びその装置
【課題】 厚さの異なるアルミ板などのワークをTIG溶接する際に、薄板側の溶湯の先行溶け落ちによるホールなどが生じないTIG溶接装置を提供する。
【解決手段】 TIGトーチ3とワークの間に形成される不活性雰囲気10中に2本のフィラワイヤ4,5を供給しながら厚さの異なるワークを溶接するTIG溶接装置において、2本のフィラワイヤ4,5を支持するガイド部6,7に、これらのフィラワイヤ4,5の供給位置を別個独立に制御するサーボモータ8,9を設け、薄板側のワークの溶解温度が急激に上昇するのを抑える。2本のフィラワイヤ4,5の供給位置は、ロボットによる溶接経路の教示点毎に設定され、これらの教示点に基づいてサーボモータ8,9により2本のフィラワイヤ4,5の供給位置が再生されてTIG溶接がなされる。
(もっと読む)
被接合部材の溶接接合方法並びに溶接接合体及び鉄道車両用構体
【課題】溶接速度を落とすことなくアンダーフィルによる影響をなくした被接合部材の接合方法を提供すること。
【解決手段】被接合部材11,12の接合端面を突き合わせ、その接合端面同士が重なった接合線14に沿ってレーザビームを照射し、それによって被接合部材11,12同士を溶接した溶接接合体10を得るためのものであって、被接合部材11,12の端部に形成された突出部13の接合端面を突き合わせ、その突出部13によって被接合部材11,12の表面よりも高い位置にある接合線14に沿ってレーザビームを照射し、被接合部材11,12同士の溶接後、その溶接部にできたアンダーフィルによる凹部15の深さ以上に突出部を切削し、接合部16表面を平らにするようにした被接合部材の溶接接合方法。
(もっと読む)
鉄系材料とアルミニウム系材料との接合方法および接合継手
【課題】アルミニウム系材料と鉄系材料とを接合する際に、適用条件などの制約が少なくて汎用性に優れるとともに、形状的制約も少なく、また作業性に優れるとともに連続接合が可能であり、健全なビードを形成しつつ、接合部における脆弱な金属間化合物の生成を防止することによって高い接合強度が得られる接合方法およびそれにより得られる接合継手を提供する。
【解決手段】フッ化アルミニウムおよびフッ化カリウムを含み、さらにフッ化マグネシウム、フッ化カルシウム、フッ化ストロンチウムおよびフッ化バリウムよりなる群から選択される1種以上のフッ化物を含有するフラックスをアルミニウムまたはアルミニウム合金で被覆して形成したフラックス入りワイヤを溶加材として用い、アルミニウム系材料と鉄系材料とを交流MIG溶接により直接接合する。
(もっと読む)
プラズマアークトーチの切断品質を改善する方法および装置
金属材料の切断又はマーキングに広く使用されているプラズマアークトーチシステムにおいて、二次ガスの流動を制御することが、二次ガスとプラズマアークを形成するプラズマガスとのエントレインメントを低減する。二次ガスとプラズマアークを形成するプラズマガスとのエントレインメントを低減することは、プラズマアークトーチを用いてなされる切断の品質を向上させる。二次ガスの密度を制御して、二次ガスとプラズマガスとの間の密度差を低減することにより、この目標が達成される。  (もっと読む)
(もっと読む)
トルク伝達部材の接合構造及びトルク伝達部材の接合方法及びこれらを用いた動力伝達装置
【課題】ディファレンシャル装置ではピニオンシャフトの脱落を防止するために、ピニオンシャフトとデフケースに凹部を加工する上に、係止部材が必要であり、それだけコスト高になっている。部材と部材を固定するためのに、従来接合困難であったトルク伝達部材を接合する。
【解決手段】 鉄系材料からなる第1のトルク伝達部材3とアルミニューム合金で鋳造された第2のトルク伝達部材5を、それぞれに緊密な親和性を持つアルミ系の溶接材料である他の部材7を介して溶接により接合する。
(もっと読む)
鉄道車両の構体材溶接接合方法とそれに用いる継手構造
【課題】構造を複雑化することなく、軽量化も特に損なわないで、十分な強度が長期に確保できるようにする。
【解決手段】アルミニウム系の押出し形材よりなりダブルスキン構造を有した構体材対1、2の側縁1a、2a間において、内面板1c、2cどうしの突き合せ部と、外面板1b、2bどうしの突き合わせ部とを、溶接して接合し構体を形成するのに、外面板1b、2bどうしおよび内面板1c、2cどうしの突合せ部が形成する溶接のグルーブ17まわりにおける溶接後の強度弱点域30に対応する部分を通常値よりも増厚しておき、突合せ部を溶接し接合する。
(もっと読む)
異材接合方法
【課題】アルミニウム又はアルミニウム合金からなるアルミニウム系被溶接材と、鉄系被溶接材とを、容易に且つ高強度で接合することができる異材接合方法を提供する。
【解決手段】アルミニウム系被溶接材1と、鉄系被溶接材2とを溶接する異材接合方法において、鉄系被溶接材2はその表面にアルミニウム系被覆層3を有し、アルミニウム系被溶接材1は少なくとも鉄系被溶接材2と接合する部位に塗布されたフラックス層4を有し、アルミニウム系被溶接材1をトーチ側に配置して前記2つの被溶接材を重ね合わせた状態で、溶融溶接法により、前記2つの被溶接材を接合することを特徴とする異材接合方法。
(もっと読む)
異材接合方法
【課題】アルミニウム又はアルミニウム合金からなるアルミニウム系被溶接材と、鉄系被溶接材とを、容易に且つ高強度で接合することができる異材接合方法を提供する。
【解決手段】アルミニウム系被溶接材1と、鉄系被溶接材2とを溶接する異材接合方法において、鉄系被溶接材2はその表面に亜鉛系被覆層3を有し、アルミニウム系被溶接材1は少なくとも鉄系被溶接材2と接合する部位に塗布されたフラックス層4を有し、アルミニウム系被溶接材1をトーチ側に配置して前記2つの被溶接材を重ね合わせた状態で、溶融溶接法により、前記2つの被溶接材を接合することを特徴とする異材接合方法。
(もっと読む)
ホイールの製造方法
【課題】 溶接予定箇所のメッキを容易に且つ綺麗に除去可能となし、リムに対してメッキを施したホイールを安価に且つ効率的に製造可能なホイールの製造方法を提供する。
【解決手段】 リム2とディスクとからなる2ピースタイプのホイールの製造方法であって、ホイール構成部材としてのリム2に対してクロムメッキ処理を施した後、リム内周面におけるディスクとの溶接予定箇所RWを研磨ベルト20により研磨して、該溶接予定箇所RWのメッキを除去し、その後ディスクをリム2に内嵌固定してから、該溶接予定箇所RWに沿ってディスクとリムとを溶接接合する。
(もっと読む)
3ピースホイールのメッキ除去装置
【課題】 インナリムとアウタリムとの重合部における溶接予定箇所のメッキを容易に且つ綺麗に除去可能な3ピースホイールのメッキ除去装置を提供する。
【解決手段】 インナリム2Bとアウタリム2Aとディスクとからなる3ピースホイールにおけるリム2A、2B同士の重合部2aから円筒状の胴体部2bに連なる湾曲部外周面の溶接予定箇所Rのメッキを除去するメッキ除去装置であって、リム2Aを回転自在に支持する支持手段11と、支持手段11に支持されたリムを外周側から保持する少なくとも3本の保持ローラ34と、保持ローラ34にて保持したリム2Aを回転駆動する回転駆動手段67と、リム2Aの湾曲部外周面の溶接予定箇所Rを研磨布紙13で研磨して、該溶接予定箇所Rのメッキを除去する研磨手段とを備えた。
(もっと読む)
爆発溶接で形成される中間片を備えた材料複合体
【課題】 特に強度、耐熱疲労性および耐食性に関して、十分な機能を持つ材料複合体を提供する。
【解決手段】 本発明は、鋼鉄又はチタンをベースにした材料からなる部分と、銅又はアルミニウムをベースにした材料からなる部分とを備えた材料複合体を製造するプロセスに関し、材料複合体の両部分が、中間片を介して継ぎ合わされる。その中間片も、同様に爆発溶接によって互いに接合された、鋼鉄又はチタンをベースにした材料からなる領域と、銅又はアルミニウムをベースにした材料からなる領域とを有する。材料複合体のそれら両部分は、融接プロセス又は拡散溶接プロセスによって、いずれの場合においても、同じタイプの中間片領域に接合される。
(もっと読む)
継手
【課題】 本発明の課題は、アルミニウムからなる部材に機械的ストレスをかけることなくステンレス鋼からなる継手を形成し、その接合部の信頼性と強度を保つことができる、アルミニウムの材質からなる部材にステンレス鋼の継手を形成する手段を提供することである。
【解決手段】 ステンレス鋼の表面に亜鉛層を形成し、亜鉛層の表面とアルミニウムの間にそれら金属の合金層を形成することによりアルミニウム製の中間部品を接合し、さらにその中間部材を電子ビーム溶接でアルミニウムの母体に接合させる。
(もっと読む)
交流ティグ溶接方法
【課題】 交流電流Iwを通電して交流アークを発生させて溶接する交流ティグ溶接方法において、溶接トーチに磁気攪拌用の励磁コイルを装着することなく、かつ、溶融池に大きな攪拌・揺動を生じさせることなく、溶接部のブローホール発生を大幅に抑制することが本発明の課題である。
【解決手段】 本発明は、交流電流Iwを通電して交流アークを発生させて溶接する交流ティグ溶接方法において、前記交流電流Iwの交流周波数を溶融池に高周波振動によるキャビテーションを生じさせる範囲に設定し、溶融池内部からの気泡の放出を促進してブローホールの発生を減少させる交流ティグ溶接方法である。前記交流周波数の範囲は、5kHz以上35kHz以下である。
(もっと読む)
液体ブリッジを介した金属移行を用いるTIG溶接又はろう付け溶接
【課題】TIG溶接プロセスにおいて品質に優れ、高い溶接速度で施工が可能な方法を提示する。
【解決手段】非消耗電極4が設けられたTIGトーチと消耗溶加ワイヤ1とを使用し、消耗ワイヤ1の一端を非消耗電極4と溶接されるべき少なくとも1つのワークピース8との間に発生させる電気アーク5によって順次溶融して、溶融金属3をワイヤ1からワークピース8へと移行させ、かくして、溶接継手6を得るアーク溶接方法に関する。その溶加ワイヤ1は、電極4の軸に対して50°未満の角度αで供給される。溶接継手6を形成する溶融金属のパドル2と溶加ワイヤ1の溶けた端との間に恒常的な接触が存在しているように、金属が液体ブリッジ3を介して溶接継手6へと移行される。
(もっと読む)
アルミニウム材との異材溶接接合用鋼板および異材接合体
【課題】 アルミニウム材と接合する際に、接合の信頼性を阻害することがなく、高い接合強度を有する接合部を得ることのできる、Si、Mnなどを含む高強度鋼板と、その鋼板とアルミニウム材との異材接合体を提供することにある。
【解決手段】 質量% で、C :0.02〜0.3%、Si:0.2 〜5.0%、Mn:0.2 〜2.0%、Al:0.002 〜0.1%、を含み、更に、Ti:0.005 〜0.10% 、Nb:0.005 〜0.10% 、Cr:0.05〜1.0%、Mo:0.01〜1.0%の内の1 種または2 種以上を含有し、残部がFeおよび不可避的不純物からなる鋼板において、鋼板表面上の既存の酸化物層を一旦除去した上で新たに生成させた、鋼板の鋼生地表面上に存在する外部酸化物層であって、Mn、Siを合計量で1at%以上含む酸化物の占める割合が、鋼生地と外部酸化物層との界面の略水平方向の長さ1 μm に対して占める、この酸化物の合計長さの平均割合として50〜80% であることとし、適切な溶接条件下において、異材接合体の高い接合強度を得る。
(もっと読む)
鉄系合金部材とアルミニウム系合金部材との異種金属溶接接合体
【課題】 従来の鋼と5000系アルミニウム合金など鉄系合金部材とアルミニウム系合金部材の接合技術の背景に鑑み、これらの不利や問題点を全面的に解消し、同質部材同士の溶接と実質的に変わらない優れた接合強度と高い生産性などの利点を享受し得る異種金属接合体を提供する。
【解決手段】 本発明に係る異種金属溶接接合体は、鉄系合金部材1とアルミニウム系合金部材2とが鉄系合金部材1側からの入熱により溶接された接合体であって、鉄系合金部材1において溶解凝固した鉄系合金溶解凝固部Bと、アルミ合金部材2に溶け込んで凝固した鉄系合金溶け込み凝固部Aと、アルミニウム系合金部材2において溶解凝固したアルミニウム系合金溶解凝固部Gとが連続的に一体に構成されてなる溶接凝固部を有するとともに、鉄系合金溶け込み凝固部Aがその表面に複数の突起Hを有することを特徴とする。
(もっと読む)
異種金属製品の接合方法
【課題】 既存の接合工程および設備を変更することなくそのまま利用して接合組み付けすることが可能な異種金属製品の接合方法を提供すること。
【解決手段】 接合用素材12を鋳造型にセットして当該接合用素材12の一部を鋳造金属材11で鋳ぐるむことにより鋳造金属材11と接合用素材12とを一体化して接合部材Aを作製し、該接合部材Aを、前記接合用素材12とほぼ同じ融点を有する金属材料からなる接合部材Bに対して接合用素材12を介して接合するようにした。
(もっと読む)
81 - 100 / 119
[ Back to top ]