
Fターム[4E063GA05]の内容
Fターム[4E063GA05]の下位に属するFターム
ワークに対する追従 (4)
ワークの回転、反転に関するもの (10)
Fターム[4E063GA05]に分類される特許
1 - 20 / 45
整列されずに積載された長方形の被加工材の折曲げ加工機への供給方法
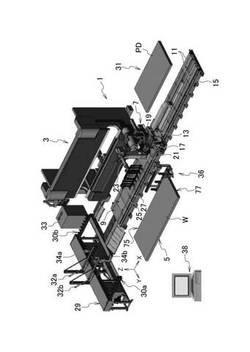
【課題】ワークが整列不要でワーク1枚を確実に曲げ加工機へ供給する方法の提供。
【解決手段】ロボット7と姿勢計測手段36と板厚計測手段を有するローディング装置5と掴換え装置29とを備えた曲げ加工システムにおいて、1.積載姿勢計測手段により、ローディング装置の最上部のワークのY軸基準辺を表す直線の式とX軸基準辺を表す直線の式を求め、Y軸基準辺のX軸に対する傾きαと新しい原点O’を求める。2.傾きαと原点O’に基づいてロボットハンドの把持姿勢を修正する共に、ロボットハンドの吸着手段を上下動させて2枚目以降のワークを落下させる。3.板厚計測手段により板厚を計測する。4.複数枚が保持されている場合掴み換え装置に一時保持させ、最上層から1枚ずつローディング装置へ返送積載する。5.返送されたワークに対して行程1から行程3を実施する。6.行程3において複数枚保持されていなければそのワークを折曲げ加工機へ供給する。
(もっと読む)
プレス金型

【課題】
負角部を有するプレス製品を離型する際に、プレス製品を変形させる虞をなくし、容易に離型することを可能とする。
【解決手段】
直角曲げ加工を行う直角曲げ刃と負角曲げ加工を行うスライドカムとを有する上型と、前記直角曲げ刃に対応する固定ダイとともに、前記スライドカムに対応する負角成形部分を独立させた可動ダイ及び前記スライドカムを案内するドライバーカムを有する下型と、直角曲げフランジ端面に当接してワークを下型から抜き出すパネルリフターとで構成し、ワークをプレス成形した後、直角曲げフランジ部分を前記パネルリフターにより離型方向へ移動させてワークを持ち上げるとともに、前記可動ダイを前記パネルリフターに同期させて離型方向へ移動させてワークを負角成形の加工方向とは逆方向に取り出すようにした。
(もっと読む)
金属管の曲げ加工装置
【課題】広範な要求圧縮力(減肉率)に高精度に対応でき且つ作業性も良好な曲げ加工装置を得る。
【解決手段】金属管を加熱する加熱手段と、金属管を推進させる推進手段と、金属管を把持して支軸を中心として回動可能なアームを含み、アームによって加熱手段による金属管の加熱部の前方を把持すると共にこの把持点を金属管の推進に伴い支軸を中心として旋回させ、金属管に曲げモーメントを加える案内手段と、金属管の後部を把持して金属管に推進力を伝達するクランプを有し且つ加熱手段に向け進行する台車と、金属管の推進方向と反対方向の引戻力を、支軸を支点としてアームを介し金属管に加える圧縮手段とを備え、圧縮手段が、大出力の第一圧縮駆動手段と小出力の第二圧縮駆動手段を含み、第一及び第二圧縮駆動手段の一方又は双方により引戻力を金属管に付与する。
(もっと読む)
曲げ部材の製造装置
【課題】安全かつ効率的に稼働しながら、曲げ部材を量産することができる曲げ部材の製造装置を提供する。
【解決手段】長手方向へ送られる鋼管16の外周面から離間して配置される誘導加熱コイル12aと、誘導加熱コイル12aを冷却するコイル冷却機構とを備える金属材加熱機構12と、金属材加熱機構12により加熱された高温部の外面に冷却水13bを吹き付けることによって、鋼管16の軸方向へ向けて移動する高温部16dを形成する金属材冷却機構13と、第1の支持機構14−1および第2の支持機構14−2からなり、高温部16dを境としてその両側に位置する二つの部分を支持するとともに、第2の支持機構14−2により支持される部分の位置を二次元または三次元で変更することにより、高温部16dに曲げモーメントを与える金属材支持機構14と、一の鋼管の曲げ加工時に、全停止、送り完了後停止、および、警報出力のうちのいずれか一の動作を選択し、選択した動作を実行する信号を出力する制御機構15を備える製造装置10である。
(もっと読む)
成形装置及び製造方法
【課題】湾曲した部分の両端部で平板部との為す角度が異なる様な配線、配管用のクリップを迅速且つ正確に加工することが出来る成形装置及び方法の提供。
【解決手段】被覆した材料が載置される支持部材71、74と、垂直方向に移動してワークWを変形する垂直方向押圧部材51と、垂直方向下方に移動した垂直方向押圧部材51に向って移動する加工用部材61と、垂直方向押圧部材51を垂直方向に往復動する垂直方向押圧部材用の移動部材52、53と、加工用部材61を垂直方向下方に移動した垂直方向押圧部材51に向う方向と離隔する方向に往復動する加工用部材61用の移動部材62、63を有している。
(もっと読む)
熱処理鋼材又は曲げ部材の製造装置及び製造方法
【課題】閉じた横断面形状を有するとともに軸方向へ搬送される鋼材を、長手方向及び/又は周方向への加熱温度の変動を抑制しながら加熱して、熱処理鋼材を製造する。
【解決手段】長手方向の第1の端部17aを先頭として長手方向へ送られる鋼管17の外面17cから離間して第1の位置Aに配置され、鋼管17をAc3点以上に加熱する誘導加熱コイル12aと、第1の位置Aよりも鋼管17の送り方向の下流の第2の位置Bで鋼管17の外面17cに冷却水13bを吹き付けることによって、誘導加熱コイル12aによる鋼管17の加熱位置P1と冷却水13bの鋼管17への吹き付け位置P2との間に赤熱部17dを形成しながら、鋼管17を焼入れる冷却機構13と、赤熱部17dの温度測定機構14と、温度測定機構14の測定結果に基づいて、誘導加熱コイル12aへの電力の投入量をフィードバック制御する投入電力制御機構15とを備える製造装置10である。
(もっと読む)
金属管の熱間加工装置
【課題】 金属管の熱間加工装置において、高周波加熱コイルによる金属管の均等な加熱を可能にする。
【解決手段】 金属管送出装置11の曲げ支点部材12から送り出された金属管Wは高周波加熱コイル13を通過して誘導加熱され、曲げ装置15によって曲げモーメントを加えられて曲げ加工される。高周波加熱コイル13よりも金属管Wの送出方向上流側の曲げ支点部材12の内部に該金属管Wを予備加熱する電熱ヒータ16よりなる予備加熱手段を設けたので、金属管Wを高周波加熱コイル13で加熱する前に電熱ヒータ16で所定温度に予備加熱しておくことが可能となり、高周波加熱コイル13での加熱が終了して曲げ加工を行う時点で、金属管Wの各部の温度差を最小限に抑えて曲げ加工の加工精度を高めることができる。
(もっと読む)
長尺材曲げ加工用のロボットハンドおよび長尺材曲げ加工システム
【課題】吸着手段とグリッパとを備えたローディングが可能な長尺材用ロボットハンドの提供と、このロボットハンドを使用した長尺板材曲げ加工システムの提供。
【解決手段】1.ロボットハンド15に吸着手段31とワークの長手方向両端部を把持するグリッパ51とを設け、前記吸着手段をワークの前後方向に移動位置決め可能に設けたことを特徴とする長尺板材曲げ加工用ロボットハンド。2.板材折曲げ加工機へワークを供給するロボットと、掴み換え装置とを備えた長尺板材曲げ加工システムにおいて、前記ロボットハンドがロボットハンド15に吸着手段31とワークの長手方向両端部を把持するグリッパ51とを設け、吸着手段をワークの前後方向に移動位置決め可能に設けてなるこ長尺板材曲げ加工システム。
(もっと読む)
曲がりパイプ製造装置
【課題】角パイプ素材の自動供給技術を提供することを課題とする。
【解決手段】図(b)に示すように、中子芯金31が傾いているとする。中子芯金31の傾きに対応して(a)に示すように、ブロック部材34が傾いている。対策として、(c)に示すように、シリンダ37を作動させ、ピストンロッド37aを前進させる。弾性体39及びディスク38を介してピストンロッド37aで平坦面34aが押され、この平坦面34aが水平になる。(d)に示すように、中子芯金31は水平になる。
【効果】中子芯金を所定の姿勢に合致するように姿勢補正する芯金姿勢補正機構が、備えられている。材料台車上の角パイプ素材と中子芯金の姿勢が合っているため、角パイプ素材を材料台車からパイプベンダーへ移動するだけで、角パイプ素材を中子芯金に被せることができる。角パイプ素材の自動供給が可能となる。
(もっと読む)
金属管の熱間加工装置
【課題】 金属管の熱間加工装置において、高周波加熱コイルによる金属管の均等な加熱を可能にする。
【解決手段】 曲げ支点部材12を通過した金属管Wに曲がり(反り)が存在すると、金属管Wの外周と高周波加熱コイル13の内周との隙間が不均一になって金属管Wが部分的に高温になったり低温になったりするが、高周波加熱コイル13を固定した可動架台17をフローティング支持手段18を介して固定架台16にフローティング支持し、可動架台17に金属管Wの外周面に当接する複数のガイド部材20を設けたので、金属管Wの曲がり(反り)に応じて可動架台17と共に高周波加熱コイル13をセンタリングし、金属管Wの外周と高周波加熱コイル13の内周との隙間を均一化して金属管Wを均一に加熱することができる。
(もっと読む)
自動装填システムを備える管曲げ加工装置および管曲げ加工装置の曲げ加工ヘッドに管を自動的に装填する方法
【課題】管曲げ加工装置の曲げ加工ヘッドに、非円形断面の管をも自動的に装填するのを許容する管曲げ加工装置を提供する。
【解決手段】装置10は、横断する鉛直面内の少なくとも2自由度で移動可能な曲げ加工ヘッド14と、横断する鉛直面内で曲げ加工ヘッドを移動させると共に、曲げ加工ヘッドのダイ24で、曲げられる管Tを受けるのに適応した空いた空間を画定する開位置と、ダイに管を締め付ける閉位置との間で、曲げ加工ヘッドの工具26を移動させるように配置されている第1の駆動部と、横断する鉛直面に直交する回転軸X2の周りに回転可能な管運搬構造36と、管運搬構造を回転軸の周りに回転させるように配置されている第2の駆動部36と、ダイと工具との間の空いた空間に所望の方向で管が受けられる位置に曲げ加工ヘッドと管運搬構造とを移動させるように、第1および第2の駆動部を制御するように配置されている電子制御装置とを備えている。
(もっと読む)
曲げ加工用金型、これを用いた自動車用サスペンションアームの製造装置およびその製造方法
【課題】装置構成が簡単で安価であり、装置の設置面積を小さくできると共に、製造の自動化が可能な曲げ加工用金型、これを用いた自動車用サスペンションアームの製造装置およびその製造方法を提供する。
【解決手段】自動車用サスペンションアームの製造装置に用いられ、丸棒状素材20を曲げ加工して曲げ加工材21を作製するための曲げ加工用金型1であって、丸棒状素材20を載置する載置部3を備える曲げ下金型2と、曲げ下金型2に載置された丸棒状素材20を垂直方向に押圧する押圧部5を備える曲げ上金型4とからなり、載置部3および押圧部5は、曲げ加工材21の曲げ形状に沿った形状に形成され曲げ加工材21と接触する下金型接触部6および上金型接触部7を備え、下金型接触部6は、その中央部に曲げ加工材21と非接触で移動手段が曲げ加工材21を把持できる大きさに形成された溝部8を備える。
(もっと読む)
曲げ部材の自動ハンドリング方法およびその装置
【課題】ワークのツカミ換えを最小回数に抑えることでワーク1枚当たりの加工タクトを大幅に短縮することにより、作業能率を高めて加工コストを低減できる曲げ部材の自動ハンドリング装置を提供する。
【解決手段】ワーク1の大きさと形状に応じて予めプログラムされたXY軸座標上の原点をハンドリング開始点として操作台テーブル11に設定する。自動ハンドリング装置30のワークグリップ機構31は搬入テーブル12上のワークの長辺1cを把持し、クランプ状態でハンドリング開始点まで移動させる。ハンドリング開始点から今度はクランプ状態でY軸方向をパネルベンダー本体10(の金型)に向けて前進させる。ワーク1の長辺1bを曲げ加工後にハンドリング開始点まで後退させる。自動ハンドリング装置30のグリップ保持板38を反時計廻り方向に90°旋回させ、短辺1eを曲げ加工する。そのようにして長短4つの辺を曲げ加工する。
(もっと読む)
フォーミングマシン
【課題】ワークの形状及び材料の変更に容易に対応可能なフォーミングマシンを提供する。
【解決手段】本発明のフォーミングマシン10は、ベース基板11の前面に設けた心金12の周りに保持用スライド駆動機構40と複数の加工用スライド駆動機構13とを放射状に配置して備えている。その保持用スライド駆動機構40は、保持ツール45と折曲加工ツール41とを心金12に向けた同方向でスライド駆動し、保持ツール45と心金12との間で、ブランク材であるワークWを挟持した状態で折曲加工ツール41をワークWに押し付けて折り曲げる。そして、本発明では、その保持用スライド駆動機構40に、保持ツール45用のサーボモータ40Nと折曲加工ツール41用のサーボモータ40Mとを別々に設け、保持ツール45と折曲加工ツール41とが別々にスライド駆動可能になっている。
(もっと読む)
曲げ加工システム及びその方法
【課題】新しい曲げ製品に対し行われる試し曲げ加工等により変化する残加工枚数を修正しながらスケジュール運転を行う。
【解決手段】材料を収納した自動倉庫からブランク材を取り出し、曲げ加工機19により加工を行う曲げ加工システム1である。そして、所定量の加工を自動運転で実行するためのスケジュールデータに基づき、スケジュール運転を制御するスケジュール運転制御手段と、スケジュールデータに基づくスケジュール運転の実行中に、試し曲げ等の特定の曲げ加工処理を実行する試験加工モードに移行する移行制御手段とを備える。そしてスケジュール運転制御手段は試し曲げ等の特定の曲げ加工の結果に応じて変化する後続のスケジュールを管理する。
(もっと読む)
管の製造方法
【課題】小さな成形型を複数使用すると共に、各成形型の構造もシンプルで、軽量かつ安価なものを用い、大きな加圧力を要することなく、素早く管の成形が可能な管の製造方法を提供する。
【解決手段】各工程で使用する成形型P1〜を小さなものを使用し、しかも各成形型P1〜における型面K1〜の稜線がワークの送り方向の始端から終端に掛けて直線的に伸延する形状構成とすると共に、各工程の成形型P1〜を直列に所定間隔L1〜をあけて配置し、各成形型P1〜を原則として同時に作動させ、各成形型間に存在するワークWを、相互に隣接する各成形型の加圧力により変形させるようにしたことを特徴とする。
(もっと読む)
鉄筋供給装置
【課題】鉄筋を、ピックアップ装置の近接箇所に寄せ集めながら、取り出し操作もスムーズに行なえる装置を提供する。
【解決手段】鉄筋の受止部材9を支持フレーム5に設け、ピックアップ装置7の近接箇所に鉄筋を集める第1凹部16と、第1凹部16の少なくとも一方の横側に並設した第2凹部17とを、受止部材9に形成し、ピックアップ装置7による近接箇所に複数の鉄筋を寄せ集める寄せ集め装置8は、駆動昇降する第1、第2鉄筋突上げ板20,22を鉄筋の軸心方向視で受止部材9と重複する位置に設け、鉄筋突上げ駆動に基づいて鉄筋をその径方向の一方側から他方側に向けて転がり移動させる第1案内斜面21を、第1鉄筋突上げ板20に設け、鉄筋突上げ駆動に基づいて鉄筋をその径方向の他方側から前記第1凹部16に転がり移動させる第2案内斜面23を、第2鉄筋突上げ板22に設けてある。
(もっと読む)
薄肉曲がり管部材の成形方法及び薄肉曲がり管部材の製造装置
【課題】薄肉管の曲げ加工等を直線的なライン上に配置された装置で、効率よく加工することができる薄肉曲がり管部材の成形方法及びその薄肉曲がり管部材を製造するための製造装置を提供することを課題とする。
【解決手段】薄肉管のワークの少なくとも一個所を曲げる曲げ工程と、該曲げ工程の後に、該ワークの加工端面側を切断する切断工程とを有する製造ラインLにて薄肉曲がり管部材を製造する製造方法において、前記曲げ工程では、曲げの曲率半径の中心軸が前記製造ラインLの流れ方向L1と平行に設けられ、前記各工程において、前記ワークの加工端面側の中心線が前記流れ方向と略直交するようにして加工した薄肉曲がり管部材の製造方法。
(もっと読む)
曲げ加工装置
【課題】 材料取り付け部と加工部の両方を回動し、重力に対し最も有利な加工できる。
【解決手段】 支柱の上端に、直線状材料を水平に倒し固定した状態で軸線回りに回動させる材料固定部と、材料固定部から水平に張り出した材料を加工部で案内し、張り出した材料に直交する軸線を持ち、材料固定部の片側または両側に設けられたマンドレルと、マンドレルを軸線回りに回動させるマンドレル回動部と、マンドレルを中心に貫通させ、かつ、その回りに回動可能に嵌挿された円盤状の曲げスリーブと、曲げスリーブに突設された曲げ凸部と、曲げスリーブを軸線回りに回動させる曲げスリーブ回動部と、マンドレルを材料固定部の材料定置空間部の水平軸線の延長上を中心として、鉛直面内で旋回できるようにしたマンドレル公転部と、マンドレルを材料固定部の材料定置空間部の水平軸線に平行に移動させるようにしたマンドレル水平移動部とを備える。
(もっと読む)
鉄筋加工設備
【課題】設備の長大化を防止し、その設備に要する人員を少なく出来るようにする。
【解決手段】鉄筋切断機1と鉄筋曲げ機2を設けて、鉄筋切断機1に未処理鉄筋を供給する鉄筋供給装置5と、鉄筋切断機1から切断後の第1加工鉄筋を取り出して遠ざける第1搬送コンベア7と、第1加工鉄筋を鉄筋曲げ機2に搬送する第2搬送コンベア8と、鉄筋曲げ機2から曲げ加工された第2加工鉄筋を取り出して排出ゾーン10へ排出する第3搬送コンベア11とを設け、鉄筋供給装置5と鉄筋切断機1と第1搬送コンベア7とを鉄筋の長手方向に並べ、鉄筋曲げ機2を鉄筋切断機1の横側に配置し、第1搬送コンベア7から第1加工鉄筋を鉄筋曲げ機2に横搬送するように第2搬送コンベア8を形成し、第2加工鉄筋を鉄筋曲げ機2の横側で第1搬送コンベア7とは反対側に配置した排出ゾーン10へ搬送するように第3搬送コンベア11を形成してある。
(もっと読む)
1 - 20 / 45
[ Back to top ]