
Fターム[4E068AF00]の内容
レーザ加工 (34,456) | 穴あけ (787)
Fターム[4E068AF00]の下位に属するFターム
Fターム[4E068AF00]に分類される特許
101 - 120 / 436
レーザ加工装置およびレーザ加工方法
【課題】 加工対象物OBに形成する加工跡の半径位置がテーブル21回転中心から離れても、加工精度が低下しないようにする。
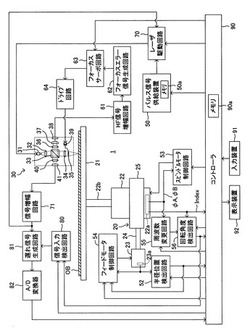
【解決手段】 周波数変更回路55は、テーブル21が所定角度回転するたびにパルス信号を出力するエンコーダ22aの回転検出用パルス信号を入力し、この回転検出用パルス信号における周波数をコントローラ90から指令された倍数kで増加させた周波数のパルス信号を生成する。この倍数kは、半径値に関わらずテーブル21の回転角度を検出する回転方向ピッチΔPtが一定となる値に設定される。回転角度検出回路56は、周波数変更パルス信号のパルス数をカウントし、カウント数が予め設定した所定値Cだけ増加するごとにカウント数(回転角度に相当する値)を出力する。
(もっと読む)
レーザ加工方法

【課題】 高品質のレーザ加工を行う。
【解決手段】 (a)結像位置と試料表面との位置関係が異なる複数の照射条件で、レーザビームを試料に照射して穴を形成する。(b)試料に第1の断面形状の穴が形成される照射条件を決定する。(c)工程(b)で決定された照射条件で、レーザビームを加工対象物に照射する。
(もっと読む)
3次元ディスプレイの位相差板に用いられる凹凸基材の製造方法
【課題】簡易な工程で製造することができると共に、光利用効率の低下を抑制することが可能な位相差板の製造に使用される原盤の製造方法を提供する。
【解決手段】フェムト秒レーザを用いて直線偏光のレーザ光を基材の表面に照射すると共に走査することにより、レーザ光の偏光方向と直交する方向であって、かつ走査方向と交差する方向に延在する複数の凹凸を有するパターンを描画する。その結果、第1の方向に延在した複数の第1の溝と、第1の方向に直交する第2の方向に延在した複数の第2の溝とを含み、複数の第1の溝からなる第1の溝領域と、複数の第2の溝からなる第2の溝領域とがそれぞれストライプ状であると共に交互に配置された原盤が製造される。
(もっと読む)
機構部品における微細加工部の加工方法および加工装置
【課題】ウォータジェットレーザ加工法を生かすべく、機構部品の加工時に機構部品やレーザ光出射側を、適宜可動可能とすることで、加工精度も良好で自由形状の微細加工部を形成可能とする。
【解決手段】機構部品20に対し、ウォータジェットレーザ加工により微細加工部を形成するに当り、微細加工部を形成すべき部位に、レーザヘッド7側及び機構部品20側を作動させつつ加工を施すことで、所望形状の微細加工部を得るようにする。
(もっと読む)
光学素子、反射低減加工装置及び反射低減加工方法
【課題】高い設計自由度で表面での光の反射を軽減する。
【解決手段】レンズ基板100は、所定の光量の光ビームを照射されるとその焦点近傍における温度が局所的に上昇することにより熱化学反応が生じ、空孔が形成される光学ガラスにより構成される。レンズ加工装置1は統括制御部11の制御に基づき、レンズ基板100に対して光ビームを照射することにより、レンズ基板100における表面から内部へ向かうに連れて、全てほぼ同一の体積でなる空孔を徐々に低い密度となるように形成する。このためレンズ基板100は、空気側からレンズ基板100の内部へ向かうに連れて連続的に屈折率が変化する。これによりレンズ加工装置1は、レンズ基板100における深さ範囲屈折率を入射面100Nから内部へ進むに連れて空気の屈折率から材料の屈折率へ徐々に変化させ得ると共に、その変化の度合いを高い自由度で設定することができる。
(もっと読む)
金属板の加工用保持装置
【課題】同一素材で構成されるシート材のスケーリング処理を一回で済ませることができるシート材の加工用保持装置を提供すること。
【解決手段】引張力調整処理において、CPUは、まず、そのXYステージに保持されたシート材の板厚および板長を、板厚検出センサおよび板長検出センサにより取得する(S1)。その後、CPUは、その取得されたシート材の板厚および板長とオペレータにより適宜入力された引張応力とに基づいてシート材の引張力を算出する(S2)。CPUは、シリンダ内の圧力が算出されたエア圧となるようにバルブの開度を調整し(S3)、算出された引張力となるようにシリンダの駆動力(ロッドの伸縮駆動量)が調整される。よって、シート材厚さおよび長さが異なる場合であっても、シート材の引張応力が所定の値になるようにシリンダの引張力が調整される。
(もっと読む)
レーザを用いたガラスの加工方法および加工装置
【課題】ガラスに微小な孔や溝を容易かつ安価に形成できる加工方法を提供する。
【解決手段】工程(i)では、波長λのレーザパルス11をレンズで集光してガラス板12に照射することによって、そのガラス板12のうちレーザパルス11が照射された部分に変質部13を形成する。次に、工程(ii)では、そのガラス板12に対するエッチングレートよりも変質部13に対するエッチングレートが大きいエッチング液を用いて少なくとも変質部13をエッチングすることによりガラス板12に孔を形成する。上記レーザパルス11のパルス幅は、1ns〜200nsの範囲にある。波長λは535nm以下、波長λにおけるガラス板12の吸収係数は50cm-1以下である。レンズの焦点距離L(mm)をレンズに入射する際のレーザパルス11のビーム径D(mm)で除した値は、7以上である。
(もっと読む)
レーザ加工装置、レーザ加工方法および液滴吐出ノズルプレート
【課題】インクジェットプリンタのノズルプレートのノズル孔を所望形状に精度高く加工可能なレーザ加工装置を提供する。
【解決手段】マスク4の複数の開口41を通過したパルスレーザのビームがそれぞれ開口41に対応した形状でフィルム9に照射される。パルスレーザのパルス周期となる期間に、マスク4の隣接する開口41を通過して被加工物に照射されるレーザビームどうしの間隔に対応した所定距離を移動する所定速度で、マスク4の開口41の並び方向に沿ってフィルム9を移動させる。フィルム9を移動させた状態で、移動する被加工物の複数箇所において、それぞれ同一位置に、1パルス分ずつのパルスレーザがマスク4の異なる開口41を介して複数回照射されることで順次ノズル孔10が形成される。
(もっと読む)
レーザ加工機
【課題】真円状の加工穴を形成することができるレーザ加工機を得る。
【解決手段】レーザ発振器11と、第1スキャンミラー12aを有しその第1スキャンミ
ラーを軸の周りに揺動させ、第2スキャンミラー12bを有しその第2スキャンミラーを
、前記第1スキャナミラーが揺動する軸とほぼ直交する軸の周りに揺動させるガルバノス
キャナ13とを備え、前記レーザ発振器11から出射されたレーザ光が前記第1スキャン
ミラー12aから前記第2スキャンミラー12bを経て走査されるレーザ加工機にあって
、前記スキャンミラーには偏光制御膜が施されており、一方はS波の位相をP波に対して
遅らせるミラーであり、他方はP波の位相をS波に対して遅らせるミラーである。
(もっと読む)
ワーク支持装置
【課題】丸パイプおよび角パイプを回転自在かつ軸方向に移動自在に支持し、異なる種類のパイプに対応可能なワーク支持装置を提供する。
【解決手段】ワーク支持装置61は、軸心周りに回転自在な一対の受け部材66を有する。受け部材66は、概略円柱状で、周方向に沿って溝状に凹部71が形成されている。凹部71の断面は円弧状とされている。円弧状の凹部71は、周方向に沿って受け部材66の一方の回転方向先側に向かうにつれて円弧の径が小さくなるように形成されている。凹部の一対の軸心間に配置される部分を、パイプの外接円の径と同じ円弧となるように受け部材66,66を回転させる。そして、パイプを受け部材66の軸心間に配置させ、パイプの最外周部を凹部の内周面に接触させた状態に保持する。
(もっと読む)
レーザ光によるガラス基板加工装置
【課題】レーザ光を用いたガラス基板の加工に際し、加工時間を短縮する。
【解決手段】このガラス基板加工装置は、ガラス基板が載置されるワークテーブル2と、レーザ光を出力するレーザ光出力部15と、入力されたレーザ光を複数の点に集光させるための回折光学素子34及びfθレンズ20と、複数の集光点をそれらの1つの中心軸の回りに回転させるための中空モータ17と、レーザ光出力部15からのレーザ光を回折光学素子34に導く光学系16と、1つの中心軸の回りに回転する複数の集光点のすべてをガラス基板の表面に沿った平面内で任意の方向に走査するためのx方向ガルバノミラー18及びy方向ガルバノミラー19と、を備えている。
(もっと読む)
レーザー加工機
【課題】装置自体の発熱や環境温度変化によりfθレンズの温度が変化する場合でも、制御装置側の処理負担が小さく、加工形状や加工位置精度に優れるレーザー加工機を提供すること。
【解決手段】加工に先立ち、fθレンズ9の温度を測定する。NC制御装置では、fθレンズ9の温度よりワークディスタンスの補正量と、加工焦点距離の補正量を計算する。ワークディスタンスは、fθレンズ9の光学特性の変化による加工位置のずれをキャンセルするように調整し、加工焦点がプリント基板表面に合うようにコリメータレンズ15の間隔を調整する。
(もっと読む)
外科用縫合針の穴の形状及び寸法を特性評価するためのX線顕微鏡法
レーザー穿孔されたボアホールを特性評価するための新規な方法について開示する。本方法は、寸法の特性評価にX線顕微鏡法を用いるものである。X線顕微鏡法の出力を処理することによって、レーザー穿孔システム及びスエージング装置などの自動化された製造システム内の製造装置を制御することができる。 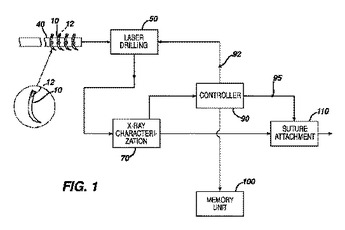 (もっと読む)
(もっと読む)
加工装置
【課題】被加工対象に対する加工から検査までを迅速に行うことができる加工装置を提供すること。
【解決手段】11エリアから1Nエリアの加工が終了すると、加工ヘッドを基準位置に移動すると共に、その基準位置に移動した加工ヘッドと対向する位置に2Nエリアの中心が位置するように基板Pを−X方向にt1移動させ、2Nエリアの加工と、1Nエリアの検査とを並行して行う。そして、再び、加工ヘッドを基準位置に移動すると共に、その基準位置に移動した加工ヘッドと対向する位置に2(N−1)エリアの中心が位置するように基板Pを−Y方向にt2移動させ、2(N−1)エリアの加工と、1(N−1)エリアの検査とを並行して行う。即ち、X方向に隣設する2つのエリアの加工と、検査とが並行して行われるので、基板Pに対する加工から検査までを迅速に行うことができる。
(もっと読む)
制動力大きいスタッドレスタイヤ
【課題】0℃近くの氷雪面などでの制動力は完全なものとするスタッドレスタイヤを提供する。
【解決手段】転がり抵抗が小さく、低音特性が良く、耐摩耗性が良いスタッドレス用の配合ゴムを非常に高温、高圧にして溶融させて極小穴から細い繊維状ゴム質16として抽出させて、その細い繊維状ゴム質16を絡ませることにより、トレッドゴム層内に数多くの空間を作成したトレッド部を利用することにより、氷雪面での水分吸収を良くして制動力を高める。
(もっと読む)
レーザ加工方法及びレーザ加工装置
【課題】プリント配線基板の中央部分は製品取りの領域でありここに基準マークを設置すると製品の取数が減るため、周辺の基準マークのデータのみで高精度の加工位置補正を実現する。
【解決手段】被加工物の穴加工位置の多数を囲む基準マークを印し、穴加工工程において前記基準マークの位置を計測し、規定された基準マーク位置データに対する測定された基準マーク位置データの誤差をそれぞれの基準マークに対して求め、誤差を変数のべき乗と係数の積で表される複数の項で関係付けし、基準マークに対し誤差の2乗の総和が最小となるように係数を求め、前記式と算出された前記係数から構成される補正量算出式と前記加工穴位置データとから加工すべく穴位置に対する補正量を求め、前記穴加工位置データに前記補正量を加算した新穴加工位置データを求め、前記穴加工位置データを新穴加工位置データに置き換えて加工することによる。
(もっと読む)
レーザ加工方法
【課題】加工品質および加工能率に優れるレーザ加工方法を提供すること。
【解決手段】加工しようとする穴の直径よりも小径のレーザビームにより穴を加工する時、例えば、穴の深さを得るために同一箇所にレーザビームを3回照射する場合には、穴の中心Oを中心とする同心円状の軌道L1,L2,L3によりレーザビームを3回照射して所望の深さの穴を加工する。軌道L1、L2,L3は内側の軌道から外側に移動する方向が穴の中心Oを中心として互いに120度ずれており、例えば軌道L1を3回移動させる場合に比べて始点における穴底の損傷を低減することができる。
(もっと読む)
オーバーラップするレーザ開先を有する構成部材及びこのような構成部材の製造方法
本発明は、破断誘発線としてのレーザ開先(2)を有する構成部材(1)に関する。このレーザ開先(2)は、レーザ放射の複数のレーザ孔から成り、構成部材(1)を個別部材に後に個別化するために用いられる。それに伴い保証されるのは、個別化する際に、破断は常にレーザ開先(2)に沿って進行し、破断箇所がレーザ開先(2)からはずれるのが回避され、破断後一様に破断エッジが成形され、エッジがギザギザにはならないことである。また、本発明によれば、前記構成部材(1)の表面で測定して、それぞれ2つの隣接するレーザ孔の間隔はレーザ孔の直径以下である。  (もっと読む)
(もっと読む)
レーザ加工方法、レーザ加工装置及び多層プリント配線板
【課題】照射部位の材料及び加工の進度をリアルタイムで検出し、この検出結果に基づいて加工条件を切り換えることができるレーザ加工方法、レーザ加工装置及び多層プリント配線板を提供する。
【解決手段】レーザ光源1が発したレーザ光Lを収束し被加工物10に照射することによりレーザ加工を行い、このレーザ加工中に、レーザ光L(特に、照射光L1)が照射されている照射部位の材質及び加工の進度を示す進度状況パラメータ(例えば、加工光(照射部位からの反射光とレーザ加工によって照射部位で発生する光とを含む光)L11の強度、もしくは加工光L11の強度及び差分の変化率(または加工光L11の強度及び差))に応じて、レーザ光Lの加工パラメータ(レーザ光Lより得られるエネルギーを変更するためのパラメータであり、例えば、レーザ光Lの強度、パルス幅及びパルス間隔)を切り換えながらレーザ加工を行うものである。
(もっと読む)
短レーザパルスのテイラードバーストによるレーザマイクロマシニング
ターゲット構造のマイクロマシニングのために、一連のレーザパルスバンドル又はバーストを使用する。各バーストは、時間的パルス幅が約1ナノ秒未満である短レーザパルスを含む。レーザマイクロマシニング方法は、レーザパルスのバーストを生成するステップと、ターゲット箇所を加工するためにレーザパルスのバーストのエンベロープを調整するステップとを有する。この方法は、ターゲット箇所における第1の特徴形状の加工特性に基づいて、バースト内の1つ以上の第1のレーザパルスを第1の振幅に選択的に調整すること、及びターゲット箇所における第2の特徴形状の加工特性に基づいて、バースト内の1つ以上の第2のレーザパルスを第2の振幅に選択的に調整することによって、バーストのエンベロープを調整するステップを含む。この方法は、更に、レーザパルスの振幅が調整されたバーストをターゲット箇所に方向付けるステップを有する。 (もっと読む)
101 - 120 / 436
[ Back to top ]