
Fターム[4E081FA14]の内容
突合せ溶接及び特定物品の溶接 (6,374) | 溶接製品(突合せ溶接) (372) | 特定物品 (255) | 建設土木構造物 (71)
Fターム[4E081FA14]に分類される特許
41 - 60 / 71
亀裂伝播予想方法
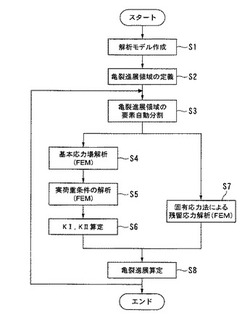
【課題】溶接残留応力を考慮しつつ、予測精度の向上を図ることが可能な亀裂伝播予想方法を提案する。
【解決手段】複数の部材が溶接接合された溶接構造体に発生した疲労亀裂の伝播予測方法であって、溶接構造体に亀裂を設けた解析モデルにおいて、亀裂先端の開口モード及び面内せん断モードの応力拡大係数を求める第一工程S4〜S6と、溶接構造体に亀裂が存在しない解析モデルにおいて、溶接接合部近傍に発生する残留応力を求める第二工程S7と、第一工程S4〜S6と第二工程S7の結果に基づいて亀裂の進展を求める第三工程S8と、を有する。
(もっと読む)
溶接箱型断面柱

【課題】箱型断面部材の内部にダイアフラムを溶接で内蔵させる際に、ガスシールドアーク溶接やサブマージアーク溶接などの溶接入熱の小さい溶接法を用いることができ、鋼材の材質劣化を低減することができる溶接箱型断面柱を提供する。
【解決手段】4枚のスキンプレートからなる溶接箱型断面柱の少なくとも1面において、ダイアフラム3の端面と、上下に分割された2以上のスキンプレート2の外面とにより、柱外面を構成し、柱部材の外側からのアーク溶接12によりダイアフラム3をスキンプレート2に溶接し、溶接入熱の小さい、内側からのアーク溶接11と外側からのアーク溶接12により、ダイアフラム3の全辺をスキンプレートに溶接できるようにする。
(もっと読む)
補剛板及び補剛板の製造方法
【課題】鋼板への補剛材の溶接品質の向上を図り且つ疲労強度の向上を図る。
【解決手段】鋼板10と共に閉断面構造をなす補剛材20を前記鋼板10の表面に複数溶接してなる補剛板であって、前記補剛材20は、前記鋼板10に当接する縁部が前記閉断面構造の外側から所定出力のレーザLを所定方向から照射されて所定溶接速度でレーザ溶接されることにより、前記鋼板10に接合されている。
(もっと読む)
耐脆性き裂伝播特性に優れたスティフナおよび溶接構造体
【課題】鋼板を突合せ溶接してなる垂直部材を水平部材にT型溶接してなる溶接構造体において、過剰設計とすることなく、垂直部材の溶接部に発生した脆性き裂の進展を確実に停止しうるスティフナを提供する。
【解決手段】前記垂直部材1の突合せ溶接部4の、T型溶接をしていない方の端部に発生した脆性き裂が、該突合せ溶接部4を伝播し、スティフナ3を通過して水平部材2に到達したときの、その位置における有効応力拡大係数Keffの値が、水平部材2の材料固有の脆性き裂伝播停止応力拡大係数Kcaの値以下になるように、下記式を用いて、スティフナ3の板厚t(mm)と、スティフナ3の水平部材2からの距離a(mm)とを調整する。
式 Keff(N/mm1.5)=980.665[(9.10×10−4×t−1.15)a+563]
(もっと読む)
鉄筋の突合せ溶接方法及び溶接継手の超音波探傷検査方法
【課題】鉄筋と裏当て材の位置関係に影響されることなく、超音波探傷検査にて探触子が溶接継手に接近できる鉄筋の突合せ溶接方法を提供する。
【解決手段】サイズが異なる2本の鉄筋71,75が、帯状の鋼板を略U字形に湾曲させた裏当て材61を用いて、突合せ溶接される。まず、鉄筋71,75の中心軸A及びBが平行に位置し、鉄筋71,75の開先間の距離が所定のルート間隔となるように調整が行われる。次に、鉄筋71,75の中心軸A及びBが略同一線上に位置するように調整が行われる。次に、裏当て材61が仮付けされる。裏当て材61は、鉄筋71,75の開先間の空間を囲うと共に、その底部が大きいサイズの鉄筋71から小さいサイズの鉄筋75に向かって傾くように、鉄筋71,75の側面と当接する。そして、鉄筋71,75の開先間が本溶接されて、鉄筋71、75間に溶接継手93が形成される。
(もっと読む)
軸方向の大きい塑性歪みに適応する炭素鋼構造およびパイプライン中の耐食合金溶接部
主にフェライト特性を有する材料を接合するための方法および装置について記述される。その方法には、主にオーステナイトミクロ組織を含む溶接材料および溶接プロセスを使用してフェライト系材料を接合することが含まれる。結果として得られる溶接物は、優れた歪み許容性を生成する降伏比、均一伸び、靭性、および引き裂き抵抗特性を高める。高い歪み許容性は、軸方向の大きい荷重に適応する構造を生成する。溶接物は、十分な強度、引き裂き抵抗および破壊靭性を維持しながら、従来の溶接欠陥よりも大きな溶接欠陥に適応する。 (もっと読む)
補剛板及び補剛板の製造方法
【課題】疲労強度の向上を図った補剛板及び補剛板の製造方法を提供する。
【解決手段】鋼板(10)の面上に補剛材(20)を単数または複数溶接してなる補剛板において、鋼板と当接する補剛材の縁部(22)にレ型またはJ型開先(24)を形成し、該レ型またはJ型開先に所定の低温域でマルテンサイト変態を生起する低変態温度溶接材料からなる溶接金属(30)を溶接施工するようにした。
(もっと読む)
極厚鋼板の溶接方法
【課題】極厚鋼板の溶接を高い作業効率で行なって高品質の極厚鋼板溶接接合材を製造するための溶接方法の提供。
【解決手段】490N/mm2以上の引張り強度を有する極厚鋼板の低入熱高効率溶接方法であって、突き合わせた際に開先部Bとこの開先部に続くテーパー付のナローギャップ部Aとが形成されるようした二つの極厚鋼板部材1,2を直交もしくは並べて配置し、該ナローギャップAの底面には裏当金3を配置し、該ナローギャップ部を底から回転アーク溶接を行なった後、該開先部をサブマージアーク溶接することを特徴とする極厚鋼板の溶接方法。
(もっと読む)
耐脆性き裂発生特性に優れた大入熱溶接継手
【課題】大入熱溶接により作製される溶接構造体の溶接部にスリット状の未溶着が存在する場合でも、耐脆性き裂発生特性が高い溶接継手を提供する。
【解決手段】溶接構造体を形成する溶接継手において、JIS Z 2244に準拠して測定した溶接金属の硬さHV(WM)、溶接熱影響部の硬さHV(HAZ)、母材の硬さHV(BM)が次式の関係を満足することを特徴とする耐脆性き裂発生特性に優れた溶接継手。
HV(WM)+HV(BM)−2・HV(HAZ)<90、かつ
HV(WM)≧0.9・HV(BM)
(もっと読む)
溶接管理方法、溶接管理システム、鉄骨構造物、ICタグ
【課題】ICタグを用いて溶接情報を確実に管理することのできる溶接管理システムを提供する。
【解決手段】溶接管理システムは、溶接情報データベース30を備える、工事事務所に配置されたサーバシステム20と、溶接実施予定の鉄骨部材71の表面に貼付されたICタグ70と、工事現場で作業員が携帯する携帯端末40と、で構成され、携帯端末40は、溶接の施工管理項目に関する溶接管理情報を含む溶接情報の入力を受付ける入力受付手段と、溶接情報をICタグ70に記録するICタグ記録手段と、を備え、サーバシステム20は、溶接終了後に回収されたICタグ70に記録された溶接情報を読取るICタグ読取手段と、ICタグ70より読取った溶接情報を溶接情報データベース30に記録する記録手段と、溶接情報データベース30に記録された溶接情報を取得する手段と、読み取った溶接情報を集計して、溶接管理帳票を印刷出力する印刷出力手段と、を備える。
(もっと読む)
建設機械の管状構造物の製造方法及び建設機械の管状構造物
【課題】製造作業の作業性を維持しながら、充分な疲労強度及び優れた美観を有する建設機械の管状構造物を製造することができる方法及び疲労強度を充分に確保しながら美観にも優れた建設機械の管状構造物を提供すること。
【解決手段】板材14〜17同士を組み合わせて相互接合する工程と補強板20を板材14、15に連結する工程とを含む組立工程を行なう前に、補強板20と特定の板材14、15との連結箇所について、板材14、15の内側面上に補助板19を配置してこの補助板19の長手方向の両端面と板材14、15の内側面とを跨ぐように前記両端面に沿って隅肉溶接を施す両側溶接工程を行い、補強板連結工程においては、補助板19が設けられた連結箇所について、この補助板19の表面に補強板20の端部を当ててこの端部の片側面と補助板19の表面とを跨ぐように当該端部に沿って隅肉溶接を施すことにより補強板20を板材14〜17に連結する。
(もっと読む)
デッキプレートの補強方法、および補強構造
【課題】大電流パルスMAG溶接方法を用いて、Uリブ等の閉断面構造の補強材とデッキプレートとの溶接を完全溶け込み溶接とする技術を提案し、溶接部分における疲労強度の向上を図ること。
【解決手段】閉断面構造のリブをデッキプレートに溶接することによって前記デッキプレートを補強するデッキプレートの補強方法において、前記リブの止端部と前記デッキプレートとは裏波完全溶け込み溶接方法によって溶接する。リブの止端部は大電流パルスMAGによるガウジングレス完全溶込み溶接方法で溶接する。
(もっと読む)
高温強度と靭性に優れた耐火構造用溶接継手
【課題】 溶接方法によらず、溶接継手全体として、700〜800℃までの温度における耐火性に優れ、かつ、構造物の安全性を確保し得る靭性を有する耐火構造用溶接継手を提供する。
【解決手段】 鋼材と溶接金属の化学組成を適正範囲に限定した上で、溶接金属の化学組成について、Nb当量=Nb%+0.47Mo%+0.25W%+0.65V%+0.4Ta%+0.2Zr%の式で定義されるNb当量を0.05〜1%とし、かつ、固溶Nbと固溶Vとの合計量を0.005〜0.1%とすることにより、溶接継手全体として、700〜800℃までの高温強度と低温靱性とを同時に確保する。
(もっと読む)
溶接方法
【課題】 本発明は塗装を施した一方の部材に他方の部材を溶接する場合に、溶接強度を低下させないようにすることを保護することを課題とする。
【解決手段】塗装を施した一方の部材1と他方の部材10とを溶接する場合、該一方の部材1の溶接個所6をマスキング材7を被覆した上で塗装を施し、塗装後該マスキング材7を該溶接個所6から除去し、該一方の部材1の溶接個所6に該他方の部材10を溶接する。したがって本発明においては、マスキング材7を取付けたり取りはずす場合の手間が省略出来る。
(もっと読む)
波形ウェブ桁の溶接方法
【課題】良好な溶接ビード外観を、簡便に得る。
【解決手段】波形ウェブ桁10の波形ウェブ板12とフランジ板14の接合部を隅肉溶接するための波形ウェブ桁の溶接方法において、2台の自動溶接手段22、24の溶接トーチ23、25を、波形ウェブの平行部の略中央の同じ位置に向けて配置し、同時に溶接を開始して、同じ溶融池から各々反対方向に進行させ、各々の溶接アークを停止させることなく、円弧部、傾斜部及び次の円弧部を経て、次の平行部Eまで溶接する。
(もっと読む)
建築鉄骨構造物柱梁接合部表波ビード溶接方法
【課題】建築鉄骨鋼管構造物に片側溶接方法においての裏当金溶接方法、裏波溶接法、ビード置き方法、肉盛溶接方法等で、いずれも開先の裏側に裏波ビードを形成させるものであるが応力集中や工数の増大や不安定溶接などの障害を減少すること。
【解決手段】H形鋼柱・角形鋼管柱に対して直交する梁フランジの突合せ溶接、及びH形鋼柱・梁に対して直交するスティフナーの突合せ溶接を、それぞれレ形開先の反対側から水平すみ肉溶接又は立向すみ肉溶接を行い、開先の表側に表波ビードを形成させる。
(もっと読む)
建築鉄骨構造物の裏受金溶接方法
【課題】鉄骨建築鋼管柱とダイアフラムとの溶接は、ルートギャップを約7mm程度確保して鋼管柱側の内面に密着させて裏当金を当接させた後、片側溶接で継手溶接しているため、裏当金を鋼管柱内部に密着セットして溶接仮止めするため作業が難しく、ルート部に欠陥が出やすく応力集中が働きやすいという問題がある。
【解決手段】本発明では、鋼管柱側の内面から柱の半径方向に離した位置で、柱より軽いダイアフラムの外面側に裏受金を仮付溶接した後、その裏受金付きダイアフラムを鋼管柱内に挿入することにより、これらの問題を解決した。
(もっと読む)
鉄骨柱の仕口コアに係る溶接装置及び溶接用治具
【課題】一対の回転ポジショナー20、20に、仕口コアのワーク11を好適にセットでき、且つそのセッティングの作業効率を大幅に向上できる鉄骨柱の仕口コアに係る溶接装置及び溶接用治具を提供すること。
【解決手段】所要の間隔を置いて配置され、柱状の部材を長手方向の2箇所で保持してその柱状の部材の軸心を基準にして回転させる一対の回転ポジショナー20、20と、一対の回転ポジショナー20、20よって保持されたワークの被溶接部を溶接する溶接ロボット25と、一対の回転ポジショナー20、20の両方を貫通する状態に保持される柱状本体部31、及びその柱状本体部31の両端にそれぞれ設けられて仮溶接された仕口コアのワーク11を片持ちに保持する保持端部32、32から構成される溶接用治具30とを具備する。
(もっと読む)
角筒コラムのエレクトロガス溶接用バッキング材と、それを使用した角筒コラムのエレクトロガス溶接方法
【課題】 角筒体をコラム材として使用して仕口部材をエレクトロガス溶接により製作する際に使用するバッキング材と、それを使用した溶接方法を提供する。
【解決手段】 断面を矩形に形成した単位小片7を複数並置して構成した直線部被覆小片群9と断面を台形に形成した単位小片8を複数並置して構成したコーナー部被覆小片群10とを所定の間隔を隔てて交互に配置し、この直線部分被覆小片群9とコーナー部被覆小片群10の裏面側を可撓性を有する金属テープ11で連結接続してバッキング材6をクローラ式に構成した。
(もっと読む)
橋脚の角継手構造及び角継手工法
【課題】 残留応力や熱変形等の抑制、溶接作業の省力化及び溶接材料の削減を図りながら高い耐震性能を確保可能な橋脚の角継手構造及び角継手工法を提供する。
【解決手段】 橋脚の角継手構造を構成する隣り合う厚板鋼板10a,10bのうち一方の厚板鋼板10aの端面20に開先22を形成し、該開先のルート部24にレーザー溶接を施工するとともに、拡開部26,28にアーク溶接を施工して溶接金属40を装填する。
(もっと読む)
41 - 60 / 71
[ Back to top ]