
Fターム[4E087DB24]の内容
鍛造 (11,151) | 他の加工処理との組合せ (1,433) | 処理タイミング (604) | 鍛造後 (328)
Fターム[4E087DB24]に分類される特許
1 - 20 / 328
耐ピッチング性に優れた歯車およびその製造方法
【課題】耐ピッチング性に優れた歯車およびその製造方法を提供する。
【解決手段】鍛造あるいは機械加工により歯車形状とした後、真空中で浸炭処理を行い、その後炉内で冷却後に焼入れする際、前記炉内での、浸炭後の炉内冷却から焼入れ前の加熱保持の間に、窒化処理を行い、前記焼入れ後に焼戻し処理される歯車であって、成分組成が質量%で、C:0.15〜0.35%、Si:0.70〜2.50%、Mn:0.20〜1.00%、Ni:0.01〜0.80%、Cr:0.10〜1.50%、Mo:0.01〜0.80%、Al:0.005〜0.200%、残部鉄および不可避不純物からなり、前記成分組成におけるSi、Crと前記窒化処理による表層最大侵入窒素量による焼戻し軟化抵抗パラメータHSiCrNが(1)式を満たす事を特徴とする耐ピッチング性に優れた歯車。
HSiCrN(=58Si+42×(Ns−Cr×14/52))≧80(1)、ここで、Si,Crは含有量(質量%)Ns:表層最大侵入窒素量(質量%)を示す。
(もっと読む)
ダクタイル鉄製品の成形及びオーステンパ処理法並びに得られる製品
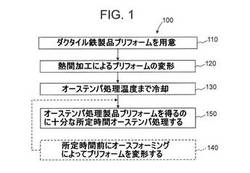
【課題】ダクタイル鉄製品を成形してオーステンパ処理する方法及びそれによって製造される製品を提供する。
【解決手段】ダクタイル鉄製品プリフォームを用意する段階110を含む。製品の熱間加工部分を得るために熱間加工によってダクタイル鉄製品プリフォームを変形させる段階120も含む。製品をオーステンパ処理温度まで冷却する段階130をさらに含む。さらに、熱間加工部分のオーステンパ処理されたミクロ組織が製品の他の部分とは異なるオーステンパ処理されたミクロ組織を含むオーステンパ処理製品プリフォームが得られるのに十分な所定時間、ダクタイル鉄製品プリフォームをオーステンパ処理する段階150を含む。
(もっと読む)
銅合金製の転造加工用素材及び転造加工品
【課題】強度及び耐食性に優れた転造加工品を得るための銅合金製の転造加工用素材を提供する。
【解決手段】転造加工用素材は、被転造加工部分が、Cu:73.5〜79.5mass%、Si:2.5〜3.7mass%、Zn:残部及び不可避不純物からなり且つ63.0≦[Cu]−3.6×[Si]≦67.5の関係(構成元素xの含有量を[x]mass%とする)を有する合金組成をなし、α相マトリックスに少なくともκ相を含み且つ60≦[α]≦84、15≦[κ]≦40、[α]+[κ]≧96、0.2≦[κ]/[α]≦0.65、[β]≦2、[μ]≦2、[β]+[μ]≦2、[γ]≦2、[β]+[μ]+[γ]≦4の関係(含有相yの面積率を[y]%とし、含有しない相yについては[y]=0とする)を有する金属組成をなすと共に、HV1:125〜165の硬度を有するCu−Zn−Si合金であるものである。
(もっと読む)
ディスクブレーキ用軽量中空ピストンおよびその製造方法

【課題】 軽量化が要望されるディスクブレーキ用のカップ状ピストンにおいて、強度を高め、軽量化することか可能なピストンとその製造方法を提供する。
【解決手段】 ディスクブレーキ用の、外周部に溝を有するカップ状ピストンにおいて、該ピストンの外径をd1、内径をd2、側壁部の肉厚をt1とし、溝部の最小肉厚をt2、溝部の最大肉厚をt3とするとき、a=(d2/d1)2で示される定数aが0.85以下であって、t2はt1の0.5〜1.0倍、t3はt1の0.9倍以上、t2部の断面中心硬さ(HV)がt1部の硬さ(HV)の1.1〜1.3倍以上であることを特徴とする軽量ピストンであり、鋼棒を冷間鍛造にてカップ状部品にカップ成形した後に、さらに冷間鍛造にてカップ状部品開口部に圧縮加工を加えピストンの溝部に該当する位置の肉厚を厚くする。その後、スピニングにて溝部を成形する。
(もっと読む)
車輪用軸受装置
【課題】強度・剛性を確保しつつ軽量・コンパクト化を図ると共に、低コスト化を図った車輪用軸受装置を提供する。
【解決手段】車輪取付フランジが環状の基部6dから放射状に突出して形成された複数の車輪取付アーム6からなり、この車輪取付アーム6の円周位置にハブボルト挿通孔6bが穿設されると共に、当該車輪取付アーム6がハブボルト挿通孔6bの近傍を除く部分を切欠いて、各ハブボルト挿通孔6bの形成部分と略同じ幅でもって形成され、車輪取付アーム6の両縁に沿ってインナー側に突出してリブ11が鍛造加工によって形成されている。
(もっと読む)
鍛造ビレット、鍛造ビレットの製造方法及びホイールの製造方法
【課題】機械的強さに優れる鍛造ビレット及び鍛造ビレットの製造方法並びに軽量であり且つ機械的強さに優れるプレホイール及びホイールの製造方法を提供する。
【解決手段】軽金属合金を鋳造して鋳造ビレット4とし、該鋳造ビレット4を加圧圧縮して該鋳造ビレット4の金属組織を微細化した鍛造ビレット10であって、軽金属合金がジュラルミンであり、シャルピー衝撃値が30J/cm2以上である鍛造ビレット10である。
(もっと読む)
金属製部品の塑性加工装置
【課題】円環状の第三中間素材21をローリング加工により拡径して第四中間素材22とする際に、破断面の溝底を起点とする微小なクラックの発生を防止して歩留りを向上させ、製造コストの低減を図る。
【解決手段】円板状の第一中間素材19の片面に揺動鍛造により円形凹部45を形成した後、中央部をこの円形凹部45と反対側から打ち抜いて、上記第三中間素材21とする。打ち抜きに伴って内周面に生じる破断面が、軸方向中間部に位置する。この破断面は、上記ローリング加工の初期段階で押し潰されて平滑面となる。この為、上記第三中間素材21の直径が拡がる段階でこの第三中間素材21の内周面には、上記クラック発生の起点となる様な溝が存在しない状態となり、上記課題を解決できる。
(もっと読む)
大型船舶用エンジン排気バルブの製造方法
【課題】
大型船舶のディーゼルエンジンにおける高負荷にも耐え得る耐久性の高い大型船舶用エンジン排気バルブの製造方法の提供。
【解決手段】
丸棒鋼材の先端を覆うようにNi−Cr−Al系Ni基時効析出合金からなる溶接材料を複数回重ねて肉盛溶接(S2)した後に、先端を熱間型入鍛造して溶接部の組織調整を与えつつ傘部を成形し(S3)、固溶化熱処理(S4)及び時効析出熱処理(S5)を与えて供されることを特徴とする。
(もっと読む)
被削性に優れた熱間鍛造用非調質鋼
【課題】 本願は窒化や高周波焼入れを必要としない、十分な強度を有し、被削性に優れた熱間鍛造用非調質鋼を提供する。
【解決手段】 質量%で、C:0.35〜0.55%、Si:0.40〜0.80%、Mn:0.90〜1.60%、S:0.030〜0.080%、Ni:0.30%以下、Cr:0.35%以下、Mo:0.05%以下、Al:0.008〜0.035%、V:0.07〜0.14%、O:0.0030%以下、N:0.0030〜0.0200%を含有し、残部Feおよび不可避不純物からなり、C/V比が2.80〜6.00で、(1)式で示されるC当量が0.72〜0.86で、熱間鍛造後の組織がフェライト−パーライトである、被削性に優れた熱間鍛造用非調質鋼。
C当量=C%+Si%/7+Mn%/5+Cr%/9+V%/2……(1)
(もっと読む)
床束やターンバックルの、鋼管とボルトとの結合部に使用される結合部材、及びその製造方法
【課題】継手部材又は支持部材を構成する鋼管とボルトとの結合部に使用できる結合部材及びその容易で安価な製造方法を提供する。
【解決手段】外周が角柱面に形成され、両端面4の間に軸方向に貫通した雌ネジ孔3を有するナット部材2の、前記雌ネジ孔と前記外周との間に位置し雌ネジ孔と同心である円形境界線6を境として、該円形境界線より内側部分は、ナット部材の厚さを保持し、円形境界線より外側部分は、プレス圧によって軸方向両方向から圧縮変形し、これによって、前記両端面からそれぞれ段差を有して低くなると共に径方向外方に膨出する膨出部を形成し、前記ナット部材の最短外径より大きく前記膨出部の外径より小さくて雌ネジ孔と同心である円形切断線に沿って、前記膨出部の径方向外周縁部を切り落とすことを特徴とする。
(もっと読む)
ダブルコーンシンクロ用の同期クラッチ歯車
【課題】ドッグクラッチ歯の歯形状或いは歯形精度を向上させたダブルコーンシンクロ用の同期クラッチ歯車を提供する。
【解決手段】鍛造成形の後に浸炭熱処理を施した外歯ブロック体W01に、同様に鍛造成形の後に浸炭熱処理を施した内歯ブロック体W02を合体したダブルコーンシンクロ用の同期クラッチ歯車Wにおいて、前記外歯ブロック体W01は、内側から外周側へ軸孔3、コーン5、フランジ8及び外歯1が夫々同軸上に構成され、一方、前記内歯ブロック体W02は、内側から外周側へ単体孔、フランジ及びドッグクラッチ歯が夫々同軸上に構成されるとともに、前記単体孔の内周面に沿ってクローズドポケット型の窓溝63を複数箇所備え、次に、前記窓溝63を経て前記内周面にオープンポケット型の欠け溝を複数箇所形成し、前記外歯ブロック体W01の前記コーン5の外周面に、前記内歯ブロック体W02の前記内周面を固着したことを特徴とする。
(もっと読む)
クランクシャフトの製造方法及び製造装置
【課題】トリミング時のカウンタウェイトの変形に起因するクランクシャフトの回転バランスの悪化を防ぐことが可能なクランクシャフトの製造方法及び製造装置を提供する。
【解決手段】成形工程とトリミング工程と間の移行段階(冷却工程)で、クランクシャフト1の各カウンタウェイトのみを冷却して硬化させたので、トリミング工程における各カウンタウェイトの変形を抑止することができる。これにより、トリミング工程で各カウンタウェイトのバランスがトリミング型の上型側へ移動することを防ぐことができ、回転バランスの精度が高いクランクシャフト1を得ることができる。
(もっと読む)
タービンブレードの製造方法
【課題】鍛造のための所要工数及びタービンブレードの機械加工のための所要工数及び所要時間を短くすることができ、タービンブレードを効率的に製造することのできるタービンブレードの製造方法を提供する。
【解決手段】タービンブレードとしての2つの動翼10,12を長手方向に一体の連結状態で鍛造する鍛造工程と、鍛造工程の後において、2つの動翼10,12を連結状態で熱処理する熱処理工程と、熱処理工程の後において、動翼10,12を一体の連結状態で機械加工する機械加工工程と、機械加工工程の後において、動翼10,12を個々に分離する分離工程と、を経て動翼10,12を製造する。
(もっと読む)
油圧シリンダのピストンロッドの製造方法
【課題】ヘッド部が鍛造成形により作られ、軸部が鋼材から作られるピストンロッドの製造工程を簡素化する。
【解決手段】所定の長さの棒鋼10の一端部10aに対して局部加熱が施される(S101)。次は、この加熱した一端部10aを軸線方向に押し潰して径方向に拡大し(S102)、そして、次に鍛造型によってヘッド部が形成される(S103)。その後、機械加工(S104)、仕上げ加工(S105)、品質検査(S106)を行うことによりヘッド部の上面及び下面の面加工、ネジ部の形成などが行われることによりピストンロッドが完成する。
(もっと読む)
高強度−高剛性ベータチタニウム合金を製造する方法
【課題】引張伸びの特性に影響することなく機械的特性を向上させるベータチタニウム合金の製造方法を提供する。
【解決手段】ベータチタニウム合金にホウ素を導入することによって、TiB沈殿物を生成する工程;上記合金のベータ転移温度より高い温度において、上記TiB沈殿物を有するチタニウム合金を、均質化により熱処理する工程;上記ベータ転移温度より低い温度において、上記熱処理した合金を、熱金属加工する工程;上記ベータ転移温度より低い温度において、上記熱金属加工した合金を、溶体化処理により熱処理する工程;および、上記ベータ転移温度より低い温度において、上記溶体化処理した合金をエイジングする工程;を包含する、高強度、高剛性のベータチタニウムを製造する方法。
(もっと読む)
軸受外輪の製造方法
【課題】背面組み合わせ型の複列アンギュラ型玉軸受を構成する外輪3を、円柱状の素材10を塑性変形させる事により造る場合に、両外輪軌道2、2に、この素材10のうちで清浄度の高い中間部金属材料29を露出させられる製造方法を実現する。
【解決手段】上記素材10に、(A)→(B)の据え込み加工と、(C)→(D)の後方押出加工と、(D)→(E)の打ち抜き加工と、(E)→(F)のローリング加工と、仕上加工とを順次施す事により、上記外輪3とする。上記据え込み加工で造る第一中間素材11aの外径を、後方押出加工に使用するダイス13の内周面の内周面側大径部18の内径以下で内周面側小径部19の内径よりも大きくする。そして、上記後方押出加工で、上記第一中間素材11aの外径寄り部分を内周面側傾斜部20に全周に亙り引っ掛けた状態で、この第一中間素材11aをパンチ14の先端面により上記ダイス13の底部に向けて押し込む。
(もっと読む)
分割型鍛造部材の製造方法
【課題】第1部材に対して第2部材を精度よく位置決めでき、かつ、分割型コンロッドを容易に成形できる分割型鍛造部材の製造方法を提供する。
【解決手段】分割型鍛造部材の製造方法は、本体素材51およびキャップ素材52の一方に位置決め凹部39を成形する一次鍛造工程と、コンロッド本体21およびキャップ25の2部材を仮止め部53で仮止めした状態に鍛造するとともに位置決め凹部に対応させて位置決め凸部34を成形する二次鍛造工程と、2部材21,25に係止部29を加工する加工工程と、2部材をボルト27で締結する締結工程と、2部材を締結した状態で仮止め部を除去する除去工程と、ボルトによる2部材の締結を解除する分離工程とを備えている。
(もっと読む)
フェライト−パーライト型非調質鍛造部品の製造方法
【課題】一つの部品内に、十分な降伏強度が付与された部分(高強度化させる部分)と、切削加工性を向上させるために降伏強度が抑えられた部分(低強度化させる部分)とを、非調質で形成させた鍛造部品の製造方法を提供することにある。
【解決手段】被加工材について、TTiCとなるように加熱する加熱処理工程と、高強度化させる部分について、1050℃以上、前記加熱温度以下で熱間鍛造を行い、低強度化させる部分について、Ac3点以上、950℃以下で、真歪量を0.3以上とする熱間鍛造を行う熱間鍛造工程と、高強度化させる部分について、急冷停止温度までの平均冷却速度が、3.0℃/s以上となり、急冷停止温度から400℃までの平均冷却速度が、0.1℃/s以上、1.5℃/s以下となり、低強度化させる部分について、600℃までの平均冷却速度が、1.0℃/s以下となるように、被加工材を冷却する冷却工程と、を含むことを特徴とする。
(もっと読む)
軸受用回転輪、これを備えた車輪用軸受装置、及び軸受用回転輪の製造方法
【課題】車輪側のナットが締め付けられた際のセレーション付きボルトのボルト挿通孔に対する取付強度の余裕度を高めることができる軸受用回転輪、これを備えた車輪用軸受装置、及び軸受用回転輪の製造方法を提供する。
【解決手段】車輪用軸受装置1は、転動体4,5を転動させる外側軌道部60cを有する冷間鍛造部品からなる軸状の胴部6a〜6cと、胴部6aに一体に設けられ、セレーション付きボルト8を圧入して挿通させるボルト挿通孔600aを有する車輪取付用フランジ60aとを備え、車輪取付用フランジ60aは、少なくともボルト挿通孔600aの内面であって、セレーション付きボルト8のセレーション8aに対応する部位に車輪取付用フランジ60aの胴部6a〜6cの表面硬さよりも低い硬度をもつ軟化部9を有する。
(もっと読む)
スクリューポイントの製造方法
【課題】効率よく製造でき、コストの低減化が図れるスクリューポイントの製造方法を提供する。
【解決手段】四角錐体を捩じったような4条のスクリューからなるスクリューポイント10の製造方法において、パーティングライン20が、形成すべきスクリューポイント10の平面視における外形線に対応する、不連続に現れる各条の山部の稜線に当たる山部ライン22と、各条の谷部における該谷部を横切る谷部ライン24とが順次交互に連続して、上下方向にジグザグ状をなすパーティングライン20に設定された上型16と下型18とを用い、加熱した材料を熱間鍛造してスクリューに形成することを特徴とする。
(もっと読む)
1 - 20 / 328
[ Back to top ]