
Fターム[4E096FA01]の内容
Fターム[4E096FA01]の下位に属するFターム
Fターム[4E096FA01]に分類される特許
1 - 20 / 97
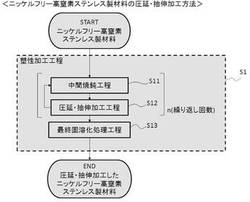
ニッケルフリー高窒素ステンレス製材料の圧延・抽伸加工方法、ニッケルフリー高窒素ステンレス製シームレス細管及びその製造方法
【課題】本発明は、大きな加工ひずみを伴う加工であっても、微細粒組織の粒径を拡大させないニッケルフリー高窒素ステンレス製材料の圧延・抽伸加工方法、微細粒組織の粒径が小さなニッケルフリー高窒素ステンレス製シームレス細管及びその製造方法を提供することを課題とする。
【解決手段】結晶粒径が30μm以下の微細粒組織からなるニッケルフリー高窒素ステンレス製材料を、900℃以上1000℃以下の温度で焼鈍してから、室温まで空冷する中間焼鈍工程S11と、前記材料を薄板化又は縮径しながら、伸長させる圧延・抽伸加工工程S12と、1200℃以上1400℃以下の温度に加熱してから、室温まで空冷する最終固溶化処理工程S13と、を有するニッケルフリー高窒素ステンレス製材料の圧延・抽伸加工方法を用いることによって前記課題を解決できる。
(もっと読む)
金属管の引抜装置及び引抜方法

【課題】引抜時における管の内面に十分に潤滑油を付着できて焼付を防止することのできる金属管の引抜装置を提供する。
【解決手段】金属製素管2を、外面を成形するダイス10と内面を成形するプラグ11との間に通すことで引抜加工する引抜装置において、プラグ11の表面への潤滑油Lの供給を停止した時から、金属製素管2をダイス10とプラグ11との間の引き抜き位置にセットして引抜可能になるまでの経過時間を計測し、この計測された経過時間が予め設定された許容時間を超える場合には金属製素管2の引き抜きを行わないように制御する一方、前記計測された経過時間が予め設定された許容時間内である場合には引き抜きを開始するように制御する制御手段31を備えることを特徴とする。
(もっと読む)
感光ドラム基体用アルミニウム管の製造方法
【課題】アルミニウム素管を引抜き加工することにより感光ドラム基体用アルミニウム管を製造する感光ドラム基体用アルミニウム管の製造方法であって、素管の引抜き速度の高速化を図るとともに、素管の引抜き加工時に潤滑不良による焼き付きの発生を防止する。
【解決手段】引抜き加工用ダイス2の上流側に配置されたスクレーパ5により、アルミニウム素管20の外周面に付着した潤滑油8を掻き取るとともに該潤滑油8を素管20の外周面にその周方向に塗り広げながら、素管20を引抜き方向Xに移動させる。これにより、素管20を引抜き加工する。スクレーパ5には、素管20が挿通される挿通孔5bが設けられている。更に、スクレーパ5は挿通孔5bを中心に周方向に複数個のエレメント5fに分割されている。
(もっと読む)
金属管の引抜方法
【課題】引抜加工にともなう素管の振れ回りや湾曲を抑制し、引抜加工された金属管の偏肉悪化および曲がりを防止する引抜方法を提供する。
【解決手段】素管全長に亘って素管の軸心と引抜軸心を一致させた状態に保持し、ダイスとプラグを用いて引抜加工を行う金属管の引抜方法において、内面支持具を2つ以上用いて前記マンドレルに引抜方向に沿って移動可能に装着し、前記ダイスから素管後端までの引抜方向の素管長さをL0とした場合に、前記内面支持具の少なくとも1つを前記ダイスからの距離が1/2L0〜L0の範囲に配置し、さらに前記1/2L0〜L0に配置された内面支持具のうち最も当該ダイスに近く配置された内面支持具の引抜方向のダイスからの距離をL1とした場合に、他の内面支持具を前記ダイスからの距離が1/3L1〜2/3L1の範囲に配置して引抜加工を行うことを特徴とする金属管の引抜方法である。
(もっと読む)
オーステナイト系ステンレス鋼管の製造方法
【課題】TiやNbを含有するオーステナイト系ステンレス鋼の継目無鋼管をエルハルト・プッシュベンチ製管法により製造する場合であっても、結晶組織で混粒を抑制すると同時に、細粒化を実現できるオーステナイト系ステンレス鋼管の製造方法を提供する。
【解決手段】オーステナイト系ステンレス鋼の鋼塊を熱間で穿孔し、得られた素管に加熱および押抜き加工からなる熱間押抜き処理を複数回繰り返し施して継目無鋼管を製造する際、複数回繰り返す熱間押抜き処理のうちの少なくとも最終回の熱間押抜き処理において、被処理管を再結晶温度以上で1〜3時間保持する加熱を行った後、この被処理管に下記(1)式で表される断面減少率Rが20%以上となる押抜き加工を行う。
R=(1−S2/S1)×100[%] ・・・(1)
ただし、上記(1)式中、
S1:熱間押抜き処理前における被処理管の断面積、
S2:熱間押抜き処理後における被処理管の断面積。
(もっと読む)
鋼管の冷間引抜き方法
【課題】冷間引抜き後の偏肉を抑制し、外径精度、肉厚精度を向上させることができる鋼管の冷間引抜き方法を提供する。
【解決手段】冷間引抜きを実施する際における外径の加工度をRD(%)、厚肉側肉厚の加工度をRT(%)としたとき、下記(1)式および(2)式を満たす条件で冷間引抜きを実施する。ここで、RD=100(D0−D)/D0、RT=100(T0−T)/T0、D0またはD:冷間引抜き前または後の外径(mm)、T0またはT:冷間引抜き前または後の肉厚(mm)である。
20(%)≦RD≦35(%) ・・・(1)
5(%)≦RT≦25(%) ・・・(2)
(1)式、(2)式に加え、RT/RD≦0.5を満たす条件での引抜き加工が望ましい。
(もっと読む)
オーステナイト系合金大径管の製造方法
【課題】インゴットを穿孔して素管とする際に素管の外面に疵が形成されるのを抑制できるオーステナイト系合金からなる大径管の製造方法を提供することを目的とする。
【解決手段】質量%でCr:21〜31%およびNi:43〜60%を含有する合金からなるインゴットを熱間で穿孔する工程を含むオーステナイト系合金大径管の製造方法であって、穿孔工程の前に、インゴットを下記(1)式により算出される断面減少加工度Rが20%以上で熱間加工することを特徴とするオーステナイト系合金大径管の製造方法である。
R=(1−S2/S1)×100(%) ・・・(1)
S1:熱間加工前におけるインゴット断面積(mm2)、
S2:熱間加工後におけるインゴット断面積(mm2)
ただし、2回以上の熱間加工を行う場合は下記(2)式による。
R=R1+R2+・・・+Rn-1+Rn ・・・(2)
(もっと読む)
オーステナイト系ステンレス鋼線の伸線加工方法及び装置
【課題】設備費がかからず、また、温度コントロールを安定しておこなうことができる。
【解決手段】加熱された液状の潤滑剤内に、張力が加えられたオーステナイト系ステンレス鋼母線を通して、この母線を加熱する工程と、加熱された母線を引き抜き加工する工程と、を具備するオーステナイト系ステンレス鋼線の伸線加工方法。
(もっと読む)
伸線用のダイス洗浄装置
【課題】複数個の伸線用のダイスをダイス保持部の回転部材の外周部分の複数個の保持部に環状に配列保持し、回転部材の傾斜回転及び割出回転により複数個のダイスを順次、超音波ホーンに対向して超音波洗浄することができ、超音波ホーンによりダイスの表面や極細孔径のダイス孔の内面に付着している伸線加工により生じた粉状屑等の汚染物質を良好に洗浄することができる。
【解決手段】ダイス保持部1は外周部分に複数個のダイスDを環状に配列可能な複数個の保持部4aをもつ回転部材4、回転部材の外周部分に配列された複数個のダイスが洗浄液M中に没入又は洗浄液中から露出するように回転部材を傾斜位置で傾斜回転自在に支持する支持機構5及び回転部材を割出回転可能な割出回転機構6からなる。
(もっと読む)
内面溝付管並びにその製造方法及び製造装置
【課題】管の軸方向に対する直交断面を管軸方向において安定化することができる内面溝付管並びにその製造方法及び製造装置を提供することを目的とする。
【解決手段】縮径工程で用いるフローティングプラグ23と、溝付加工工程で用いる溝付プラグ32とを連結する連結棒34を、管軸方向沿って連続する1つの構成材料からなる剛体で形成し、連結棒34に、フローティングプラグ23を取り付けることを許容するフローティングプラグ取付け部34fを形成するとともに、溝付プラグを取り付けることを許容する溝付プラグ取付け部を形成し、フローティングプラグ取付け部34fに直接取り付けたフローティングプラグ23を用いて縮径工程を行い、溝付プラグ取付け部34gに直接取り付けた溝付プラグ32を用いて溝付加工工程を行う内面溝付管の製造方法。
(もっと読む)
温間鍛造用ステンレス鋼線材およびその塑性加工方法
【課題】通電加熱性と温間潤滑性に優れるステンレス鋼線材および塑性加工方法を提供し、安定して高生産性の温間鍛造を実施することで冷間鍛造部品,非磁性部品,高強度部品,切削加工部品等のステンレス鋼部品の製造コストを大幅に下げる。
【解決手段】 グラファイトを含有する潤滑被膜を表面に有し、前記潤滑皮膜の300℃における摩擦係数が0.3以下であり、且つ体積抵抗率が1×10-4Ω・m以下であることを特徴とする温間鍛造用ステンレス鋼線材および塑性加工方法。
M=551−462(C+N)−9.2Si−8.1Mn
−29(Ni+Cu)−13.7Cr−18.5Mo・・・・・・・(a)
ここに、C,N,Mn,Ni,Cu,Cr,Moは各成分の質量%を示す。
(もっと読む)
テンレス刺繍糸及びその製造、実験方法
【課題】ステンレス刺繍糸及びその製造、実験方法を提供する。
【解決手段】ステンレス刺繍糸及びその製造、実験方法は、糸径が50μm〜65μmのステンレス刺繍糸を提供し、それは、微孔型を経て引抜プロセスを行い、ステンレス刺繍糸を成型し、実験方法を用いてテストを行い、測定されたその好ましい範囲値糸径は、50μm〜65μmで、最適値である糸径は60μmである。本発明のステンレス刺繍糸は、毒性がなく、電磁波を防止する作用を備え、しかもステンレス糸は独特のメタリックな光沢を備え、さらに一種のグリーン材料で、しかも静電防止機能をも備える。
(もっと読む)
異形管の製造方法
【課題】形状精度に優れた高強度の異形管を製造する。
【課題を解決するための手段】金属管1を、加熱手段4に通過させて焼入れが可能な900℃以上の温度域に加熱し、次に金属管1の加熱部5を、ロール6又はダイス9からなる成形手段に通過させて異形管7を成形し、次に異形管7を、冷却手段8に通過させて冷却して焼入れる。
(もっと読む)
銅被覆アルミニウム線の製造方法
【課題】銅被覆アルミニウム線の製造にあたり、銅とアルミニウムの密着性不良に起因する銅層剥離をより確実に抑制し、伸線加工中の断線を防止することを目的とし、更に、容易な製造方法且つ低コストで、前記目的を達成することを目的とする。
【解決手段】溶接ボックス32内で銅テープの突合せ部のTIG溶接を行なう工程において、溶接前ダイス51の直前に設置したダイス前ノズル6から、銅テープ2のアルミニウム線1との接合面にアルゴンガスを吹き付けると共に、TIGトーチ7に備えたイナートガスノズル71から、銅テープ2のアルミニウム線1との接合面にアルゴンガスを吹き付け、更に、溶接ボックス32の上部に設置した上部ノズル8から、銅テープの溶接直前部にアルゴンガスを吹き付ける。
(もっと読む)
伸線装置及び素線の製造方法
【課題】メンテナンス作業の簡易化を図りつつ、母線材の材質、目的となる仕上り線径等に応じて、線材の縮径変形度合の調整変更に容易に対応できるようにすること。
【解決手段】線材供給部22と、線材引取部26と、第1キャプスタン機構部30と、第2キャプスタン機構部40とを備える。第1キャプスタン機構部30は、複数の第1キャプスタン32(1)・・・32(8)と、1つの第1回転駆動源34と、第1回転駆動源34の回転駆動力を各第1キャプスタンに伝達する第1回転伝達機構部36とを有し、第2キャプスタン機構部40は、複数の第2キャプスタン42(9)・・・42(15)と、各第2キャプスタンを個別に回転駆動する複数の第2回転駆動源44とを有している。各第1キャプスタン32(1)・・・32(8)及び各第2キャプスタン42(9)・・・42(15)間にダイス60が設けられている。
(もっと読む)
銅線の製造方法
【課題】冷間加工の加工度を増大でき、銅線を高強度化できる銅線の製造方法を提供する。
【解決手段】伸線ダイスを用いて銅線10を縮径する冷間加工工程(F1)を備えた銅線の製造方法において、上記冷間加工工程(F1)で形成された銅線11を複数本束ねて固相接合して銅線11を拡径する接合工程(F2)と、該接合工程(F2)で形成された銅線12を所望径まで伸線する複合線冷間加工工程(F3)とを備えたものである。
(もっと読む)
極細金属線の製造方法
【課題】従来の伸線法における弱点を克服し、加工硬化による伸び性能の低下の少ない極細金属線を製造することのできる製造方法を提供する。
【解決手段】ダイス100の孔102に材料10Mを通して引き抜くことにより所定径の線材10を得る伸線加工工程を実施した後に、圧延加工工程を追加する。圧延加工工程では、製造しようとする極細金属線10Aの断面形状に対応した加工溝2を外周面に備える一対のロール1,1を回転させ、この一対のロール1,1aの各外周面1a,1a間に加工溝2によって形成される型孔3に、素材である線材10を通して一対のロール1,1により圧力を加えることにより、所定断面積の極細金属線10Aを圧延する。
(もっと読む)
シーム有りフラックス入りワイヤ用帯鋼及びシーム有りフラックス入りワイヤの製造方法
【課題】フラックスの耐吸湿性を向上させることができるシーム有りフラックス入りワイヤ用帯鋼及びシーム有りフラックス入りワイヤの製造方法を提供する。
【解決手段】シーム有りフラックス入りワイヤは、帯鋼を管状に成形しつつフラックスを前記管内に封入する。前記帯鋼は、マイクロビッカース硬さが90乃至140Hv、引張強度が280乃至350N/mm2、伸びが35%以下である軟鋼からなる。また、厚さtが1.2mm以下、幅が18mm以下、t/D(D:環状成形された直後のワイヤ径)が0.2以下である。他のシーム有りフラックス入りワイヤ用帯鋼は、マイクロビッカース硬さが90乃至110Hv、引張強度が280乃至350N/mm2、伸びが35%以下である軟鋼からなる。
(もっと読む)
断面の密度が分布する線材とその製造方法、製造装置および利用方法
【課題】本発明は、製品線材の送給時の矯正制御に好適な断面の密度が分布する線材の提供を目的とする。
【解決の手段】 空間および時間平均による局所相対密度が81%以上の高密度外周部と、局所相対密度が0.01%未満の超低密度部および、残部のコア部からなり、全体積に占める超低密度部の体積比率が60%未満である原線を駆動装置により送りながら、多角形形状断面または略多角形形状断面に成形するとともにコア部を圧密化する圧密工具と円形形状断面または略円形形状断面に加工するとともにコア部を破砕する破砕工具からなる延伸工具ブロックを単数回または複数回通材し、所望により更に仕上げ延伸手段を通材することにより、被加工線の横断面における表面からあらかじめ定めてある深さまでの平均密度が、周方向におけるあらかじめ定めてある部位とそれ以外の部位とにおいて相違するように密度を変化させることを特徴とする。
(もっと読む)
線材の製造方法
【課題】材質が難加工鋼からなる線材の製造方法の提供。
【解決手段】本発明に係る線材の製造方法は、
(1)ビレットに圧延が施され、材質が難加工鋼である線素材が得られる工程、
及び
(2)引張強さ1700MPa以上の材質のダイスで、この線素材が引き抜き加工される工程を含んでおり、この難加工鋼は、7質量%以上のNiを含む鋼である。
好ましくは、この製造方法では、上記引き抜き加工される線素材の加工速度は、30m/min以上90m/min以下である。
(もっと読む)
1 - 20 / 97
[ Back to top ]