
Fターム[4E096GA30]の内容
Fターム[4E096GA30]に分類される特許
21 - 40 / 74
断面の密度が分布する線材とその製造方法、製造装置および利用方法
【課題】本発明は、製品線材の送給時の矯正制御に好適な断面の密度が分布する線材の提供を目的とする。
【解決の手段】 空間および時間平均による局所相対密度が81%以上の高密度外周部と、局所相対密度が0.01%未満の超低密度部および、残部のコア部からなり、全体積に占める超低密度部の体積比率が60%未満である原線を駆動装置により送りながら、多角形形状断面または略多角形形状断面に成形するとともにコア部を圧密化する圧密工具と円形形状断面または略円形形状断面に加工するとともにコア部を破砕する破砕工具からなる延伸工具ブロックを単数回または複数回通材し、所望により更に仕上げ延伸手段を通材することにより、被加工線の横断面における表面からあらかじめ定めてある深さまでの平均密度が、周方向におけるあらかじめ定めてある部位とそれ以外の部位とにおいて相違するように密度を変化させることを特徴とする。
(もっと読む)
内面溝付管の加工方法

【課題】金属管に容易にねじりを加えることができ、内面溝のリード角を大きくできる内面溝付管の加工方法を提供する。
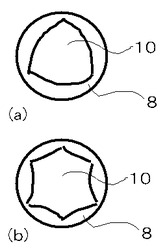
【解決手段】金属管コイル18から引き出される金属管1内に、フローティングプラグ2と、フローティングプラグ2と連結棒3を介して接続された溝付きプラグ4とを配し、金属管1を引抜きダイス9を通すことでフローティングプラグ2を引抜きダイス9に留め、溝付きプラグ4の位置で金属管1を溝付きプラグ4上に圧迫して金属管1の内面に複数の溝8を形成する内面溝付管の加工方法において、金属管コイル18から金属管1を軸方向に引き出すと共に、金属管1が溝付きプラグ4の回転方向と同じ方向に回転するように金属管コイル18を軸廻りに回転させるものである。
(もっと読む)
硬度、加工性、並びに、防汚特性に優れたイリジウム合金
【課題】更なる微細化が求められると共に、使用環境が苛酷となるプローブピン用の材料について、これらの要求に対応可能な材料を提供する。
【解決手段】本発明は、ジルコニウム、アルミニウム、銅の少なくともいずれかよりなる添加元素1〜1000ppmと、残部イリジウムからなるプローブピン用の線材である。添加元素は、3〜600ppmが好ましく、更に好ましくは5〜400ppmとする。また、添加元素のうち特に効果的なものはジルコニウムであり、これを必須元素としつつ、アルミニウム及び/又は銅を添加したものも好ましい。
(もっと読む)
感光ドラム基体用アルミニウム管の製造方法
【課題】アルミニウム素管を引抜き加工することにより感光ドラム基体用アルミニウム管を製造する感光ドラム基体用アルミニウム管の製造方法であって、素管の引抜き速度の高速化を図るとともに、素管の引抜き加工時に潤滑不良による焼き付きの発生を防止する。
【解決手段】引抜き加工用ダイス2の上流側に配置されたスクレーパ5により、アルミニウム素管20の外周面に付着した潤滑油8を掻き取るとともに該潤滑油8を素管20の外周面にその周方向に塗り広げながら、素管20を引抜き方向Xに移動させる。これにより、素管20を引抜き加工する。
(もっと読む)
超電導線加工装置および超電導線の製造方法
【課題】引き抜き加工時に線材内に生じる常金属量比のバラツキを抑え、高性能の超電導線を得るための超電導線加工装置および超電導線の製造方法を提供することを目的とする。
【解決手段】超電導線加工装置は、キャリッジ10、チャック2、チャック3とから構成されており、キャリッジ10は口径の異なる複数のダイス群、上記ダイス群中から選ばれたダイス11、ダイス12などを所定個所に固定する枠体13、枠体13の下部に固定されて枠体13を移動させる台車14を有し、台車14はそこに内蔵された駆動手段により枠体13を左右に路面上あるいは路面上に敷設されたレール上を移動させることができる。
(もっと読む)
強加工装置及び強加工方法
【課題】本発明は、金属材料に対し高いひずみを効果的に導入することができる、工業的に実用可能な強加工装置および強加工方法を提供することを目的とする。
【解決手段】互いに異なる開口形状を有する複数の孔型を順次用いて金属材料を複数回にわたって孔型圧延する。その際、上記複数の孔型を、それぞれの開口面積が素材の金属材料の横断面積に等しくなるように構成し、且つ、複数の孔型の開口形状の遷移の態様を、金属材料に対する圧下方向が複数の孔型圧延工程ごとに変化するように設計することによって、加工力を大幅に低減しつつ、金属材料に対し大きな塑性ひずみを均一に付与する。
(もっと読む)
伸線機
【課題】ワイヤーとダイスとの間の調芯を良好にする。
【解決手段】ダイス1およびコーンプーリー2が潤滑液4に浸され、ターンプーリー5が潤滑液4に浸されることなく潤滑液4の液面Fとダイス1およびコーンプーリー2よりも上方に配置され、ワイヤー7のターンプーリー5からダイス1を経由してコーンプーリー2に掛け渡された部分7aおよびダイス1がターンプーリー5のワイヤー通線面部17乃至20の各々からの鉛直線Lの上に配置されて、ダイス1の重量Wがワイヤー7にワイヤー7の伸線方向Yと平行する方向に加わることによって、ワイヤー7とダイス1との間の調芯が適切に維持される。ダイス1がダイスホルダー11に鉛直線Lと直交する水平方向に移動可能に支持されれば、ダイス1がワイヤー7の鉛直線Lから水平方向への移動と同じ方向に移動し、ワイヤー7とダイス1との間の調芯が一層好適に維持される。
(もっと読む)
伸線用引張補助治具
【課題】線材を牽引部材に干渉させずに容易かつ安全に掴持してキャプスタンに巻き付けることが可能な伸線用引張補助治具を提供する。
【解決手段】線材AをダイスDから引き抜くキャプスタンBへ、複数回巻付ける口出し工程の際に、線材Aと、牽引部材Cの他方端Cbと、を連結する伸線用引張補助治具であって、操作レバーによって揺動する歯部付の偏心カム2を有し線材Aの先端部Aaを掴持する掴持部材1と、枢着ピン10を介して揺動自在に枢着され巻取り外周面Baに接触する接触面3aを有する支持部材3と、支持部材3に連結ピン11を介して揺動自在に枢着され取着ピン12が取付けられる連結部材5と、を備えている。支持部材3の接触面3aが巻取り外周面Baに接触した際に、枢着ピン10の第1軸心L10が連結ピン11の第2軸心L11よりも、キャプスタンBのラジアル外方とし、さらに、取着ピン12の第3軸心L12よりもラジアル外方となるように構成。
(もっと読む)
内面溝付管の製造装置及び製造方法
【課題】本発明は、溝が深く、ねじれ角の大きい溝を有する内面溝付管であっても、生産性を向上して製造することのできるの内面溝付管の製造装置及び製造方法製造装置の提供を目的とする。
【解決手段】抽伸手段18と引抜手段16を備え、上記抽伸手段18を、縮径手段13と補助引抜手段17と溝加工手段14とを備えて構成した内面溝付管11の製造装置12であって、上記抽伸手段18による抽伸方向と、上記引抜手段13による引抜方向とが傾斜した状態で上記溝加工手段14を支持する支持手段33を備え、上記支持手段33の上流側部分を固定台Zに対して回動自在に取り付け、上記溝加工手段14の管11aの抽伸方向に対して略直角方向に働く荷重fを測定する荷重測定手段35により測定した荷重測定信号に基づいて、上記引抜手段16と上記補助引抜手段17との少なくとも一方を制御する制御手段45を設けた内面溝付管11の製造装置12。
(もっと読む)
金属管の引抜装置および引抜方法
【課題】金属管の引抜方法において、内面潤滑を改善し、長い素管の引抜や高速引抜における焼付きを防止する。
【解決手段】金属製素管(10)を外面を成形するダイス(1)と内面を成形するプラグ(6)と間に通すことで加工する引抜装置(31)において、前記素管(10)の内面に潤滑油(L)を供給する内面用潤滑油供給部を備えることを特徴とする。前記内面用潤滑油供給部は、例えば前記プラグ(6)を支持するロッド棒(7)の外面に開口して素管(10)の内面に向かって潤滑油(L)を吐出させる吐出口(12)である。
(もっと読む)
金属管の製造方法及びその製造装置、並びに金属管、金属管コイル
【課題】コイル状に整列巻きした管同士の接触部分の焼鈍によるくっつきあうことを防止し、使用時に巻取りをスムーズに解くことのできる金属管の製造方法及びその製造装置、並びに金属管、金属管コイルの提供を目的とする。
【解決手段】金属素材を抽伸して管状に成形する成形工程S1と、成形後の金属管をコイル状に整列巻きする整列巻き工程S5と、整列巻き後の金属管11を焼鈍する焼鈍工程S6とを行う金属管11の製造方法であって、前記整列巻き工程S5を行う前に、前記金属管11の外面に凹凸を形成する凹凸形成工程S4を行うことを特徴とする金属管11の製造方法。
(もっと読む)
銅又は銅合金から成る線材を製造するための方法
本発明は、銅又は銅合金から成る線材を連続的に製造するための方法であって、銅又は銅合金を鋳造ビレット(1)の形で準備し、500℃以上の温度で、ダイ(4)が設けられた押出プレス(2)によって、及び相応の引抜きダイスによって、単数又は複数の線材となるように最終的に引抜き加工する形式のものにおいて、イ)ダイ(4)から出た熱い線材(5)を延伸ゾーン(I)において保護ガスによって酸化防止し、ロ)冷却ゾーン(II)において、60℃以上の温度を有する温度調整された水浴(6)で前記線材を冷却し、ハ)水浴から出た後の線材の横断面寸法を測定し、線材に制御された引張力を加え、これにより、線材の横断面寸法の、目標横断面からのずれを、延伸ゾーン(I)における線材の延伸により減じ、ニ)線材を事前に尖らせることなく、分割されたダイス(14)に挿入し、ダイスを閉じ、鋳造ビレットがなくなるまで中断せずに、線材を最終寸法となるように引抜くことを特徴とする。 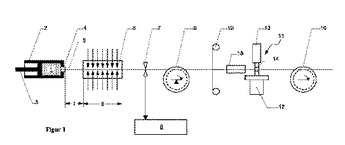 (もっと読む)
(もっと読む)
走行金属線条体の伸線用潤滑剤除去装置
【課題】乾式方式により、走行している金属線条体の表面の伸線用潤滑剤被膜を均一、かつ、十分に除去することができる走行金属線条体の伸線用潤滑剤除去装置を提供すること。
【解決手段】研磨用の一対のバフ同士を押圧した状態で当接させ、走行している金属線条体を前記一対のバフ同士で挟み込んだ状態でバフ同士の当接面を通過させるバフ装置10,20を、金属線条体の走行路に沿って複数個並べて配設したバフ式潤滑剤除去装置110と、研磨用チップを収容し、金属線条体が通過可能に仕切られた複数のチップ収容室が金属線条体の走行路に沿って形成されている回転ドラム30,30’を有し、バフ式潤滑剤除去装置から導かれた走行している金属線条体を前記チップ収容室を通過させる研磨用チップ式潤滑剤除去装置120と、を備えている走行金属線条体の伸線用潤滑剤除去装置100である。
(もっと読む)
湿式伸線機
【課題】設備の低コスト化および省スペース化を図りつつ、ワイヤの品質および性状の安定化、ダイス寿命の向上および省エネルギー化をいずれも実現することのできる湿式伸線機を提供する。
【解決手段】ダイス群11を挟んで対向する同軸多段の駆動コーンプーリ12および従動コーンプーリ13の対を少なくとも1対備える湿式伸線機である。駆動コーンプーリ12および従動コーンプーリ13の各段がすべて同径であり、駆動コーンプーリ12の駆動軸14が多段で構成され、かつ、駆動コーンプーリ12の各段が、対応する駆動軸14の各段により個々に独立して駆動される。
(もっと読む)
アルミニウム管の製造方法
【課題】連続引抜により、高寸法精度と高表面品質を維持しながら効率良くアルミニウム管を製造する。
【解決手段】押出素管(W)に対してNパスの連続引抜加工を行ってアルミニウム管を製造するに際し、(N−1)パス後の引抜管(10)の最高温度部と最低温度部との表面温度差が10℃以下となるように冷却した後に、Nパス目の引抜加工を行う。冷却は、例えば(N−1)パス目の引抜加工装置(31)において、引抜用工具(1)(6)の出側に冷却装置(21)(22)を配置して引抜管(10)冷却媒体を供給することにより行う。
(もっと読む)
銅線の製造方法及び製造装置
【課題】銅伸線材における表面傷の発生及び断線の発生を防止する銅線の製造方法及び製造装置を提供するものである。
【解決手段】本発明に係る銅線の製造方法は、銅線102を、順次、伸線ダイス104に通して連続的に冷間伸線加工を行い、所望径の銅伸線材を製造するに際して、伸線ダイス104の銅線102の絞り部に臨んで吸引部105,106を設け、その吸引部105,106から、引き抜く銅線102の表面に付着している異物、又は伸線時に発生する銅削り屑を吸引除去しつつ、銅線102を絞るものである。
(もっと読む)
溶接ワイヤの製造方法及び装置
【課題】 内包ワイヤが断裂された部分ができるのを防ぐことができる溶接ワイヤの製造方法、溶接ワイヤの製造装置及び内包ワイヤの断裂検出方法を提供する。
【解決手段】 溶接ワイヤ材料1の引抜方向の最も端に位置するダイス装置9Aと、引抜方向とは逆の方向の最も端に位置するダイス装置9Fに対して、溶接ワイヤ材料の引抜力を測定する測定器を配置する。測定器が測定した引抜力が予め定められた基準値より小さくなったときに、内包ワイヤが断裂していると判定して溶接ワイヤ材料の引抜きを停止する。これにより、内包ワイヤが断裂された部分ができるのを防ぐ。
(もっと読む)
素線、電線及び素線の製造方法
【課題】延性を向上できる素線、該素線を備えた電線及び素線の製造方法を提供する。
【解決手段】素線4は被覆部によって被覆されて電線を構成する。素線4は材料導体15が引抜加工を三回施されて曲げ伸ばし型14の屈曲した通し孔16内に通されて得られる。通し孔16内で材料導体15が一旦屈曲されて伸長粒が分断されて結晶粒が微細な等軸粒となる。素線4全体を構成する結晶粒は微細な等軸粒である。
(もっと読む)
ネック付きエルボ製品およびその製造方法
【課題】ネック部および曲げ部の全長に亘り、楕円および偏肉の発生を抑制し、ネック長さに拘わらず寸法特性に優れるネック付きエルボ製品を提供する。
【解決手段】ガイドチューブに挿入された素管を挿入側から逐次または連続的に押し抜きながら、対称ダイスを用いる縮径加工に引き続き、前記素管を曲げ手段で保持することにより曲げ加工を施して両ネック付きエルボを成形する方法であって、ネック部の縮径加工に際し、前記対称ダイスを用いて前記素管の肉厚を周方向に均等に増肉し、前記曲げ手段で保持することなく所定長さの直管部を押し抜き、引き続き、曲げ部の縮径加工に際し、前記対称ダイスを偏芯ダイスに切り換えて前記素管の曲げ外周側の肉厚を曲げ内周側の肉厚に比べて増肉すると同時に、前記素管を曲げ手段で保持して所定の曲げ角度に至るまで曲げ加工を施すネック付きエルボの製造方法である。
(もっと読む)
ノンスリップ型連続伸線機及び連続伸線方法
【課題】本発明は、平滑で清浄な表面を有する線材を製造するためのノンスリップ型伸線機と伸線方法を提供する。
【解決手段】引抜加工で伸線される線材を流体によって線材を駆動するキャプスタンの線材との接触面方向に圧下する機構を有するノンスリップ型連続伸線機、及び、流体によって線材を駆動するキャプスタンの線材との接触面方向に線材を圧下させながら引抜加工を行う連続伸線方法である。本発明のノンスリップ型連続伸線機は、線材を、線材を駆動するキャプスタンの線材との接触面方向に、流体によって圧下する機構を有することにより、線材とキャプスタンの滑りが起こり難く、滑りによる異常張力、線のだぶつきによる断線が起こり難い。また、平滑な表面を有するキャプスタンの使用が可能であり、キャプスタンの凹凸に由来する金属線への凹凸の転写、傷の発生を防止できる。
(もっと読む)
21 - 40 / 74
[ Back to top ]