
Fターム[4F202AH63]の内容
プラスチック等の成形用の型 (108,678) | 用途物品 (8,494) | 医療衛生器具(←注射器、輸液バッグ) (152)
Fターム[4F202AH63]の下位に属するFターム
Fターム[4F202AH63]に分類される特許
41 - 60 / 147
金型中子の製作方法および金型中子
【課題】微細領域を有する3次元形状物の成形に際して、その成形に用いられる金型中子を効率よく製作する。
【解決手段】3次元形状物の平面投影形状に対応する形状の遮光マスク2を光透過性の基板1に形成し、基板1の一方の面に遮光マスク2を覆ってレジスト層4を形成する。グレースケールマスクを用いてレジスト層4を露光して現像することにより、本体部4aおよび平板状部4bを有する立体形状にレジスト層4を加工する。レジスト層4に対して基板1を通して露光し、レジスト層4を現像することにより、本体部4aの近傍を除くレジスト層4の平板状部4bを除去して、本体部および平板部を有する立体形状のレジスト母型を製作する。このレジスト母型を用いて、レジスト母型の立体形状を反転させた立体形状の凹部を有する電鋳スタンパーを製作する。電鋳スタンパーのパターン面を削ることにより、レジスト母型の平板部に対応する部位を除去する。
(もっと読む)
タンポンアプリケータアセンブリ用の外筒ならびに形成方法

【課題】使用者の快適性を増すように改良されたタンポンアプリケータアセンブリを形成する単純で低コストの方法を提供する。
【解決手段】外筒をモールド成形した後に外筒の所定領域内に後方テーパー領域を形成することを有している、タンポンアプリケータアセンブリ用の外筒を形成する方法が提供される。この方法は、第1の注型部中で外筒の第1の部分を、第2の注型部中で第2の部分を、第1および第2の注型部が第1の部分の最大外側ディメンションのところで接触するように、モールド成形することと、外筒を第1および第2の注型部から取り出すことと、第2の部分の所定領域内に張り出し領域を形成することとを有している。
(もっと読む)
反応容器
【課題】反応ウエル内部の温度制御の応答性を改善した反応容器の形成方法を提供する。
【解決手段】ベース3に反応ウエル4が設けられた反応容器2を形成する。反応ウエル4はベース3に設けられた凹部と凹部の周縁部においてベース3から隆起した壁部とで構成する。金型26,28によってそのような反応容器2を成型するための反応容器成型用空間32を形成する。金型26側の反応ウエル4が形成されないベース3の位置から反応容器形成用の樹脂を流し込む。空間32内に反応容器形成用樹脂を充填した後、空間32内の樹脂を硬化させ、硬化した樹脂から金型26,28を剥離させる。
(もっと読む)
分離先端構成を有するカテーテルを製造する方法
分離先端カテーテルを製造する方法は、以下のステップ:型の空洞の中に第1および第2のコアを位置付けるステップであって、空洞は、実質的に細長い形状を有し、第1の末端部分と、第2の末端部分とを含み、第1および第2のコアは、実質的に互に平行に配向される、ステップと、空洞の第1の末端部分を横切って成形材料よりも高い溶融温度を有する材料のシートを配置するステップと、成形材料を型の空洞の中に注入するステップとを含む。 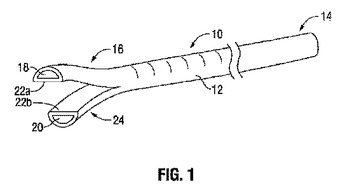 (もっと読む)
(もっと読む)
引っ込んだ支持特徴部を有するチャッキングシステム
インプリントリソグラフィシステムにおいて、テンプレートチャック上の引っ込んだ支持体が、上部に配置されたテンプレートの形状を変化させ、ナノインプリントリソグラフィプロセスにおいてテンプレートの外縁が早期に下方偏向するのを最小限に抑え、及び/又はこれを排除することができる。 (もっと読む)
樹脂製中空体の製造方法
【課題】 ブロー成形法を用いた中空構造体の形成には、樹脂の厚みを全体にわたって均一に制御すること、および複雑な構造体を形成することが困難だった。
【解決手段】 射出成形したポリグリコール酸樹脂からなる芯体の外周面に、密着して被覆するようにアルカリ耐性樹脂を射出成形することによって複合構造体を形成し、該複合構造体をアルカリ性溶液に浸漬し、前記芯体を溶出させることによって樹脂製中空体を形成する。
(もっと読む)
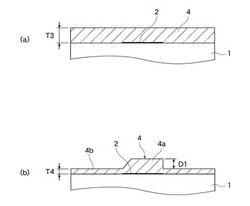
マイクロニードルおよびその製造方法と金型
【課題】生体内分解性の樹脂を加熱し軟化又は溶解し、金型(鋳型)でプレスしてマイクロニードルを製造する方法は良く知られている。この方法では、針状突起の折損が多く、品質のよいものは歩留まりが低い状況であり、周辺部や末端部では、針の根元で湾曲する傾向が見られた。特に収縮率の高いPGAほど湾曲する傾向が見られた。そこで、これらの欠点を克服するマイクロニードルの製造方法の提供が課題となっていた。
【解決手段】樹脂の冷却収縮時に生じる応力を遮断するため、上記応力の遮蔽板を設置した金属金型(鋳型)を作製し、プレス加工によるマイクロニードルの作製を行った。これにより、マイクロニードル外周部の針状突起の湾曲は抑制され、特に、熱収縮性の大きいPGA樹脂を用いても、図8に示されるような品質のよいマイクロニードルが提供できるようになった。
(もっと読む)
医療用物品の回転成形
【課題】医療用装置のシェル、または、他の成形物品を成形するためのシステム及び方法の提供。
【解決手段】本システムは、成形型100が内部に取付けられる多軸回転成形機械50を備える。成形型100は、成形されるべき物品の形状のキャビティ60を有している。成形型100は、シールされて真空が保持される。操作において、シリコーンまたは他の成形材料が成形型100に挿入され、成形型100が真空引きされ、成形型100は少なくとも2本の軸A、B回りに回転されて、成形材料が成形型100の内壁を被覆して、シェルまたは医療用物品を形成する、回転成形システム。
(もっと読む)
分離用デバイスおよびその製造方法
【課題】サイズの均一なピラーが微細な所定の間隔で配列したピラーアレー構造体を有する生体関連分子等の分離用デバイスを、高スループットにて効率良く製造することが可能な方法、およびその方法により製造された分離用デバイス。
【解決手段】アルミニウム材の陽極酸化により形成される表面にホールアレー構造を有する陽極酸化ポーラスアルミナ22、またはそれを鋳型として作製した複製モールドを、繰り返し使用可能なモールドとして用いてナノインプリント法によりピラーアレー構造体を作製するとともに、作製されたピラーアレー構造体を所定形態の流路内に配置することを特徴とする、物質の分離を行うための分離用デバイスの製造方法、およびその方法により製造された分離用デバイス32。
(もっと読む)
成形品の成形装置及び成形方法
【課題】樹脂の無駄、バリの除去工程、型からの成形品の取り外しによる無駄時間、ハンドリングによる不良品の発生等を排除できる成形品の成形装置を提供する。
【解決手段】第1のプレート3に設けられた複数の本体部用型部11と、第2のプレート4に設けられた複数の微細針部用型部12と、各本体部用型部11に樹脂チップ8を搬入する樹脂チップ搬入手段1と、第1のプレート3及び第2のプレート4を加熱する加熱手段13、14と、溶融された樹脂チップ8を加圧して本体部及び微細針部を成形する加圧手段2と、本体部及び微細針部が加圧成形された段階で加圧手段2を加圧動作状態のまま加熱手段13,14の加熱動作を停止し第1のプレート3及び第2のプレート4を冷却して成形品を固化する冷却手段15とを備える。
(もっと読む)
針状構造物の製造装置および製造方法、および針状構造物
【課題】針形状凹部を有する転写版上に、生分解性樹脂材を積載して適度な温度に保持して軟化させた後、所定時間プレスして針形状部に樹脂を埋設させてから徐冷する方法において、転写板の針形状凹部の最先端部まで樹脂を浸透させる手段を提供する。
【解決手段】針状構造物の針形状を転写した転写版9に樹脂材10を積載する樹脂材積載手段と、前記転写版9上の樹脂材10を加熱融解する樹脂材加熱手段と、前記融解した樹脂材10をプレスして前記転写版10の針形状部位に埋設して成形するプレス手段と、前記成形された樹脂材10を冷却硬化させる冷却手段とを有し、前記樹脂材10に対して、前記樹脂材加熱手段による加熱および前記プレス手段によるプレスがこの順序で2回以上繰り返されることを特徴とする針状構造物の製造装置。
(もっと読む)
樹脂板剥離装置
【課題】樹脂を平板状の成形型で成形した後、咬合した樹脂板を成形型からめくるように剥離すると、樹脂板もしくは成形型が損傷するという問題がある。
【解決手段】樹脂を平板状の成形型で成形した後咬合した樹脂板を成形型から剥離する樹脂板剥離装置であって、少なくとも、樹脂板を把持する樹脂板把持機構と、前記樹脂板把持機構を垂直方向に移動させる把持機構移動機構と、前記樹脂板把持機構がそれにそって移動するための側板と、を有することを特徴とする樹脂板剥離装置である。
(もっと読む)
針状体製造方法及び針状体複製版
【課題】本発明は、複数回の転写加工成型を好適に行なうことの出来る針状体製造方法を提供することを目的とする。
【解決手段】針状体形状が形成された針状体原版の針状体形状形成側に充填材料を充填する工程と、前記充填材料を硬化させる工程と、硬化させた前記充填材料を前記針状体原版から剥離して針状体用複製版を得る工程と、前記針状体用複製版の針状形状形成側に電離放射線を照射する工程と、を有することを特徴とする針状体用複製版の製造方法であり、さらに、該複製版を使用して針状体を複製する針状体製造方法である。
(もっと読む)
プラスチックチューブ上にカフを成形するための型
【課題】プラスチックチューブ上にカフを成形するための型を実現する。
【解決手段】プラスチックチューブ上にカフを成形するための型(1)であって、成形用キャビティ(4)を間に画定する上部シェル(2)及び下部シェル(3)を含むことを特徴とし、シェル(2,3)のそれぞれは、外壁構造(6)と、前記成形用キャビティ(4)の半分を画定するため及び前記外壁構造(6)とともに中空スペース(8)を画定するための内壁(7)とを有する。成形用キャビティ(4)と中空スペース(8)とは、内壁(7)によって互いから隔てられる。型は、成形用キャビティ(4)及び中空スペース(8)にそれぞれ接続された開口(9,10)を含む。
(もっと読む)
ゴム栓付き蓋体およびその製造方法
【課題】プラスチック製蓋体本体2に対するゴム栓3の接着強度が大きくかつインサート成形によって簡単に大量生産することができるゴム栓付き蓋体1およびその製造方法を提供する。
【解決手段】ゴム栓3をインサートとして用いてプラスチック製蓋体本体2をインサート成形することによって、蓋体本体2とこの蓋体本体2の内側面に接合されているゴム栓3とを備えているゴム栓付き蓋体1を製造する。この場合、ゴム栓3を構成しているゴム組成物のゴム用添加剤の有機成分のうちの、ゴム用鉱物系軟化剤としてのパラフィンオイル、ナフテンおよびアロマオイルの量と、ゴム用植物系軟化剤としてのパルミチン酸カルシウム、ステアリン酸カルシウム、リシノール酸カルシウムおよびラウリン酸カルシウムの量との総和が、上記ゴム組成物のうちの1.0重量%以下である。
(もっと読む)
2D光子リソグラフィ及びナノインプリントを使用してサブミクロン3D構造を製造するための3D鋳型ならびにそのプロセス
【解決手段】 高スループット且つ低コストのサブミクロン3D構造製品を製造するための3D鋳型を製造するプロセスが開示される。このプロセスは、2光子レーザリソグラフィと3D書き込み技術との使用を統合して、3D構造製品の各層の3D鋳型を作り、次に、ナノインプリントを使用して、その層の上記3D鋳型から3D構造の各層のポリマー薄膜シートを形成する。次に、ポリマー薄膜シートの各層は、サブミクロン3D構造製品に製造される。高スループット且つ低コストのサブミクロン3D構造製品の各層の3D鋳型がさらに使用されて、マスタ鋳型が作られ、次に、マスタ鋳型を使用して、3D構造の各層のポリマー薄膜シートが形成されて、サブミクロン3D構造製品が製造される。このプロセスを使用する適用例も開示される。 (もっと読む)
カニューレ及び小さな深い孔の成形
本発明は、ポリマー製物品を射出成形するための装置及び方法を提供する。本方法は、加圧された液体ポリマーを成形型キャビティ内に射出することを含み、キャビティは、コアピンと圧力分配手段とを組み込んでいる。好ましくは、物品はカニューレである。本発明は、ポリマー材料から物品を射出成形するための成形型を提供し、成形型は、針部を組み込んだ導管部を有する、キャビティを画定する少なくとも2つの部品と、液体ポリマー進入のための流路と、加圧された流体の進入のための流路と、カニューレの導管を画定するためのコアピンと、加圧された液体ポリマーの分配を制御するための圧力分配手段とを備える。圧力分配手段の端面は、カニューレの先端形状を画定する。成形型は、複数のキャビティを組み込むことが可能である。本方法は、カニューレの導管を画定するために制御して圧力分配手段を移動させることを含む。 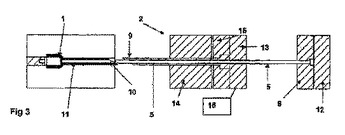 (もっと読む)
(もっと読む)
インプリントモールド製造方法およびインプリントモールド
【課題】複数の段差を備えたインプリントモールドの製造に好適なインプリントモールド製造方法を提供することを目的とする。
【解決手段】本発明のインプリントモールド製造方法は、「基板の第1番目の凹パターンが形成された側に、順に、第2番目から第N番目の凹パターンまで形成し、前記第N番目の凹パターンの線幅は第(N−1)番目の凹パターンよりも大きいこと」により、多段構造パターンの中で最も微細なパターンから順に形成することが出来る。このため、線幅の小さい凹パターンを覆うようにレジストを塗布しても、該凹パターンのレジストが埋まる容積が小さいため、平坦となるレジスト膜の厚みを抑制することが出来る。
(もっと読む)
成形された展開用帯を有する尿シース
【課題】より簡単かつ均等にペニス上にシースを展開することができる。
【解決手段】尿シース40は、当該シースのいずれかの側面に平行して伸びるよう、それを少なくとも2の長さにすることを可能にする、薄い素材でできた素材(帯)41,42を含んでいる。このことは、1つ、2つ、あるいはそれ以上のコンポーネントを射出成形する尿シースのシリコン射出成形工程において、液体シリコンのよって帯を射出成形で形成することにより可能となる。前記射出成形は、本体部のための空洞ならびに帯状部のための空洞を有し、前記本体部のための空洞は、前記帯と前記シースとの間に取り付け領域を形成する帯状部のための空洞に接続される、尿シースのための射出成形型において行われる。
(もっと読む)
針状体製造方法、針状体製造装置および針状体
【課題】脆性破壊および形状変形が抑制される針状体を製造できる針状体製造方法を提供することを目的とする。
【解決手段】本発明の針状体製造方法は、成形材料を結晶性ポリマーとし、加熱処理の際に、針状体形状の先鋭部に充填された成形材料を針状体形状の根元部に充填された成形材料よりも高温に維持することにより、針状体形状の先鋭部が針状体形状の根元部よりも結晶化度が高い針状体を製造できる。先鋭部の結晶化度を根元部と比べ相対的に大きくすることにより、先端部の剛性が高いために穿刺性能が高くかつ根元部に柔性が備わるため脆性破壊が抑制される針状体を提供することが出来る。
(もっと読む)
41 - 60 / 147
[ Back to top ]