
Fターム[4F202AJ01]の内容
プラスチック等の成形用の型 (108,678) | 装置又は装置部材の材料の特徴 (5,523) | 材質の特徴 (3,074)
Fターム[4F202AJ01]の下位に属するFターム
金属 (1,134)
樹脂 (821)
ゴム(←シリコーンゴム) (290)
セラミックス (547)
配合物 (190)
Fターム[4F202AJ01]に分類される特許
21 - 40 / 92
マイクロニードルシート及びその製造方法

【課題】所望の形状のマイクロニードルが構成されたマイクロニードルシート及びその製造方法を提供する。
【解決手段】マイクロニードルシート42は、中央部Ac”と、当該中央部Ac”を取り囲む側周部Ad”と、側周部Ad”を取り囲む外縁部Ao”とを含むシート状の基材27と、中央部Ac”より第1の所定長だけ延在する所定数のニードル28と、側周部Ad”より第1の所定長より短い長さだけ延在する1つ以上の突起Pとを備える。
(もっと読む)
中空品の成形用射出ノズル

【課題】本発明は、射出した成形材料と接触する部分の構造を改良し、中空部分の壁面の均一化及び成形サイクルの短縮化を実現できる中空品の成形用射出ノズルを提供するものである。
【解決手段】本発明の成形用射出ノズル1は、ノズル本体2の一端に設けた金属製のインジェクターノズル部4を構成する筒状の吐出端部4aと、ノズル本体2内に進退可能に配置したインジェクターピストン6の前進駆動により吐出端部4aに挿入されるノズル端部7aと、ノズル端部7aをインジェクターピストン6の後退駆動により吐出端部4aから退避させた状態で、吐出端部4a内を経てその突出端から前記キャビティ42内に吐出されている成形材料43内に高圧ガス、高圧水を圧送する高圧ガス流通孔13、高圧水流通孔15と、ノズル端部7aの成形材料43と接触する先端部分に装着した低熱伝導率チップ20とを有する構成としたものである。
(もっと読む)
タイヤ加硫用モールドの製造方法
【課題】十分な排気を確保できる排気機構を、少ない加工工程で形成できるタイヤ加硫用モールドの製造方法を提供する。
【解決手段】空洞内部7aを外部に連通させるスリット8を有し、溶融金属Mと同じ金属で形成された筒状体7を、その空洞内部7aに易崩壊性耐火材料Pを充填した状態にして、スリット8が石膏鋳型11の表面11aに接するように配置した後、石膏鋳型11の表面11aに溶融金属Mを流し込んで固化させることにより、筒状体7を製造されるモールドに埋設するとともに、スリット8をモールドのタイヤ成形面に露出させ、溶融金属Mが固化した後に易崩壊性耐火材料Pを除去して、石膏鋳型11の表面11aを転写したモールドを製造する。
(もっと読む)
タイヤ成形用金型の製造方法
【課題】転写法を用いた鋳造製法によりタイヤ成形用金型を製造するに際し、製造工程を省略でき、金型の鋳造欠陥の発生を抑え、さらに得られる金型の寸法精度を高めることが可能なタイヤ成形用金型の製造方法を提供する。
【解決手段】タイヤの踏面形状を有する原型11からゴム型13を転写形成し、このゴム型13にサイプ形成用のブレード15を取り付けることなしに崩壊性鋳型材を注型して崩壊性鋳型14を成形し、成形後の崩壊性鋳型14にブレード15を植え込み、植え込み後の崩壊性鋳型14を用いて鋳造を行って、ブレードを有するタイヤ成形用金型18を製造する。
(もっと読む)
タイヤ加硫用モールドの製造方法
【課題】簡単な加工によって石膏鋳型の破損防止と石膏鋳型からのサイプ用ブレードの抜けを防止することができ、この破損防止および抜け防止に用いる部材を繰り返し使用することが可能なタイヤ加硫用モールドの製造方法を提供する。
【解決手段】石膏鋳型を製造する工程で、サイプ用ブレード1に設けた貫通孔2aに挿通した金属線材3を、捩じり合わせることにより取り付けた金属線材付きサイプ用ブレード1を、この金属線材3の全体をゴム型4の表面に露出させて、ゴム型4の表面の所定位置に植設した状態にして、このゴム型4の表面に石膏Pを流し込んで石膏鋳型を製造し、次いで石膏鋳型の表面に溶融金属を流し込んで石膏鋳型の表面形状を転写したモールドを鋳造した後で、金属線材3を、その捩じり合わせを解いてサイプ用ブレード1から除去する。
(もっと読む)
UV支援ナノインプリントリソグラフィー用モールド及びその製造方法
【課題】2つの連続するチップ間の距離を最小化する、所定波長によって支援されるナノインプリントリソグラフィー用のモールドを設計する。
【解決手段】本発明は、所定波長によって支援されるナノインプリントリソグラフィー用のモールドに関する。このモールドは、第1材料製の層を備え、この層は、第1面上に第2の剛体材料製の層を含み、第1面と反対側の面上に第3の剛体材料製の層を含み、第2の剛体材料製の層は、層内にマイクロメートルオーダー又はナノメートルオーダーのパターンを有するn個の構造ゾーン(n≧1)が形成され、第3の剛体材料製の層は、層内に、n個の構造ゾーンに対向するn個のくぼみが形成され、n個のくぼみは第4材料で充填され、これによりn個の部分領域が形成され、所定波長λdetにおける第3材料の層の透過率は、n個の部分領域いずれの透過率よりも低く、第1、第2、及び第3材料の層の所定波長λdetにおける透過率は、これらの層を通る所定波長λdetの光の透過率が、n個の部分領域の任意の1つ、第1材料製の層、及び第2材料製の層を通る光の透過率よりも小さいような透過率である。
本発明は、こうしたモールドを製造する2つの方法にも関する。
(もっと読む)
プラスチック成形機用パージ材及びプラスチック成形機のパージ方法
【課題】パージ後の廃材の焼却処分、あるいはオレフィン系リサイクル材料としての再利用が可能であって、環境負荷を大幅に低減させることが出来るプラスチック成形機用パージ材及びプラスチック成形機のパージ方法の提供。
【解決手段】オレフィン系樹脂(A)と有機繊維(B)を含む樹脂組成物からなるプラスチック成形機用パージ材であって、有機繊維(B)の含有量が、オレフィン系樹脂(A)100重量部に対して20〜200重量部であることを特徴とするプラスチック成形機用パージ材;プラスチック成形機用パージ材のペレットを成形機に供給し、オレフィン系樹脂(A)を溶融可塑化させ、有機繊維(B)を溶融若しくは軟化させずにパージすることを特徴とするプラスチック成形機のパージ方法。
(もっと読む)
離型フィルムの製造方法
【課題】離型性に優れた離型フィルムを、損傷を抑制しながら効率良く製造することのできる離型フィルムの製造方法を提供する。
【解決手段】ポリエステル系樹脂を含有するフィルムの表面を摩擦処理ロールで摩擦処理する工程を有する離型フィルムの製造方法であって、前記摩擦処理ロールの表面の素材は、引張強度が1.0〜5.0g/dである繊維からなる織物であり、前記摩擦処理を、下記式(1)で表される仕事エネルギー量En(KJ)が50〜500KJとなるように行う離型フィルムの製造方法。
[数1]
式(1)中、Arは摩擦処理装置が摩擦処理する面積(m2)を表し、Jは摩擦処理するための単位時間あたりの仕事量(KJ/分)を表し、Wは摩擦処理されるフィルムの巾(m)を表し、LSは摩擦処理されるフィルムのライン速度(m/分)を表す。
(もっと読む)
軽量化プラスチック靴型の処方とその製造方法
【課題】本発明は、軽量化プラスチック靴型の処方とその製造方法を提供する。
【解決手段】80乃至85重量%の高密度ポリエテンと、5乃至7.4重量%の炭酸カルシウムと、5乃至7.4重量%のマグネシウム塩ひげ結晶と、微量元素と、が含有され、これにより、材料を節約だけではなく、工程が短縮され、また、完成品が軽量化でき、省力化でき、そして、産出量が向上され、リサイクルができる。
(もっと読む)
ゴルフボールの製造のための断熱金型キャビティアセンブリ及び方法
ゴルフボール層を形成するためのキャビティと、キャビティを囲む金属表面層と、金属表面層を囲む断熱層とを備え、ゴルフボール層は、キャビティによって形成された空間に対応する厚さを備えた、薄い又は低流動性材料のゴルフボールのカバー又は被覆層を成形するための断熱された射出成形用のキャビティアセンブリである。金属表面層の厚さは抑制され、断熱層の厚さはゴルフボール層の厚さの減少に合わせて増大させている。 (もっと読む)
離型剤
【課題】炭素数8以上のパーフルオロアルキル基を有する化合物を有効成分とする離型剤と同等の離型性能を有し、生体蓄積性が低いといわれる炭素数6以下のパーフルオロアルキル基を有するポリフルオロアルキルホスホン酸エステルを有効成分とする離型剤を提供する。
【解決手段】一般式 CnF2n+1(CH2CF2)a(CF2CF2)b(CH2CH2)cP(O)(OH)2 (n:1〜6の整数、a:1〜4の整数、b:1〜3の整数、c:1〜3の整数)で表わされるポリフルオロアルキルホスホン酸またはその塩および一般式 CnF2n+1(CH2CF2)a(CF2CF2)b(CH2CH2)cP(O)〔O(RO)mR′〕d(OH)2-d (RO:炭素数2〜6の直鎖状または分岐状オキシアルキレン基であり、R′:水素原子または炭素数1〜20のアルキル基またはアラルキル基、n:1〜6の整数、a:1〜4の整数、b:1〜3の整数、c:1〜3の整数、m:1〜100の整数、d:1または2)で表わされるポリフルオロアルキルホスホン酸オキシアルキレンエステルを有効成分とする離型剤。
(もっと読む)
航空及び宇宙技術用の繊維複合コンポーネントの製造方法
本発明は、繊維複合コンポーネント(10)、特に航空宇宙用の繊維複合コンポーネントの製造方法と、対応するモールドコア(7)と、対応する繊維複合コンポーネント(10)とに関する。前記方法は、外部形状を画するためのモールディングツール(14)によってコルクを含有する材料から前記モールドコア(7)を形成するステップと、製造されるべき前記繊維複合コンポーネント(10)の少なくとも1つのモールド部(13)を形成するために、このように形成された前記モールドコア(7)を製造されるべき前記複合コンポーネント(10)のベース部材(11)上で少なくとも部分的に硬化した強化部材(1)に当接させて配置するステップと、前記繊維複合コンポーネント(10)を製造するために、少なくとも前記モールド部(13)を熱又は圧力に多段階でさらすステップとを有する。 (もっと読む)
磁気によって金属インサートが所定位置に保持されるプラスチック部品の成型プロセス、成型装置、および前記インサートを固定するための磁石の使用
本発明は、特に窓(4)の周囲に沿って、縁取りビード(3)を成型する、またはプラスチックで作られた窓を成型するプロセスに関し、縁取りビード(3)またはプラスチック窓を形成するプラスチック材料は、トリムなどの少なくとも1つの強磁性インサート(2)が配置されている型空洞内に導入される。本発明は、2つの位置、すなわち、型空洞の内面を通じてインサート(2)に吸引力を印加する作動位置Aと、インサート(2)に吸引力を印加しない非作動位置Iと、の間を移動することができる少なくとも1つの磁石(40)によって、インサート(2)がプラスチック材料の導入中に型空洞(5)内の所定位置に保持されることを特徴とする。 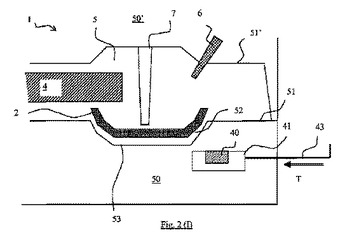 (もっと読む)
(もっと読む)
断熱材を有する熱成形金型および関連方法
【課題】装飾が重なり合う領域では、装飾の厚さが2倍になり、装飾および/または食品用鉢上の装飾の2つの厚さの間に不完全な結合が通常観察される。これを解決する為の金型と方法を提供する。
【解決手段】装飾を有する食品用鉢を熱成形するための金型および関連方法に関し、前記金型(1)はプレートの形をしていて、その厚さ内に鉢を熱成形するための少なくとも1つのセル(2)が形成され、前記金型は、前記金型の熱浸透率より小さい熱浸透率を有するエレメント(3)を備え、前記エレメント(3)は前記セルの周壁(21)の少なくとも一部の上に配置され、前記一部は前記装飾の重なり合う領域に接触していることが意図される点を特徴とする。
(もっと読む)
光学素子の成形用金型
【課題】成形品の成形条件均一化を達成する光学素子の成形用金型を提供する。
【解決手段】光学素子材料に対し成形を行うには、金型組15をINポートロードロック室12に投入し、真空引きした後、窒素置換を行い、成型室8内に投入される。図示しない前記搬送ユニットにより、成型室に投入された金型組は、加熱ゾーン、プレスゾーン、冷却ゾーンヘと順次搬送され、成形が行われる。冷却された金型組は、OUTポートロードロック室13へと搬送され、成型室から取り出される。この金型組の上金型と下金型の外周面には、予め、耐酸化性皮膜が均一になるよう施されている。この耐酸化性皮膜の種類として、耐熱性が十分であれば、皮膜の色は特に問題にはならないが、酸化皮膜のように暗色好ましくは黒色とすることで、赤外線吸収率は向上するため、より少ない電力で目標温度まで加熱することが可能となる。
(もっと読む)
独立温度制御付き成形構造とその成形方法
【課題】本発明は、離型工程中、熱溶融材料の熱応力を解消できる独立温度制御付き成形構造を提供する。
【解決手段】本発明は、成形過程の冷却、離型の際に、熱溶融材料が収縮する性質に関し、独立温度制御を備えた成形構造において、金型の表面に埋め込まれた電熱線を設けた成形構造である。金型の表面温度を調節することにより、熱溶融材料と金型の間に生じる熱応力を解消し、バランスをとることができ、離型工程中に熱溶融材料を保持力によるダメージから守る。
(もっと読む)
針状体製造方法及び針状体複製版
【課題】本発明は、複数回の転写加工成型を好適に行なうことの出来る針状体製造方法を提供することを目的とする。
【解決手段】針状体形状が形成された針状体原版の針状体形状形成側に充填材料を充填する工程と、前記充填材料を硬化させる工程と、硬化させた前記充填材料を前記針状体原版から剥離して針状体用複製版を得る工程と、前記針状体用複製版の針状形状形成側に電離放射線を照射する工程と、を有することを特徴とする針状体用複製版の製造方法であり、さらに、該複製版を使用して針状体を複製する針状体製造方法である。
(もっと読む)
複合材料から成る部品を製造するための可撓性膜
本発明は、複合材料から成る部品を製造するのに用いられる成形装置に関する。この成形装置は誘導性の可撓性膜(1)と導電性の剛体部分(2)を含む。誘導性の可撓性膜は磁界を発生し、それが剛体部分に渦電流を生成し、熱の流れを生む。この熱の流れが伝導によって複合材料から成る部品を加熱する。  (もっと読む)
(もっと読む)
スタンパ用表面材
【課題】ホットプレス法によるナノプリントに使用されるスタンパの型押面に取付けられるスタンパ用表面材について、被加工物への圧接による変形を防止する硬度,耐摩耗性を備えるとともに、そりが生じないようにする。
【解決手段】表面に微細な凹凸パターン1が形成された薄片形からなる。表面がダイヤモンド2とされ表面のダイヤモンド2の背面側に炭素を主成分とする非ダイヤモンドであるダイヤモンドライクカーボン3の層が存在する積層体からなる。
(もっと読む)
繊維複合部品を製造するための成形体
本発明は、繊維複合部品を製造するための成形体に関する。
本発明によれば、成形体は、少なくとも一部において、紙及び/又は厚紙材料を利用して形成される。紙及び/又は厚紙材料は、適切な機能レイヤを利用することにより、気密性や非粘着特性のようなさらなる特性が提供され得る。さらには、材料は、高い再現性のある空間次元を有する繊維複合部品が製造され得るような方法で、高い寸法安定性の成形体又は支持コアを製造することを可能にする。加えて、硬化の後、成形体は、真空状態を利用することにより、単純な方法で潰され得て、その後、残留物無しに、繊維複合部品から除去され得る。さらには、成形体は、コスト効率よく、かつ包装業界から公知の製造方法を利用して、事実上無制限の範囲の幾何学的形状に製造され得る。本発明はさらに、成形体を利用する繊維複合部品を製造するための方法に関する。
(もっと読む)
21 - 40 / 92
[ Back to top ]