
Fターム[4F202AM32]の内容
プラスチック等の成形用の型 (108,678) | 成形装置、成形操作のその他の特徴 (3,701) | 特有の成形不良の防止技術 (2,211)
Fターム[4F202AM32]の下位に属するFターム
バリ防止 (400)
ひけ防止 (217)
そり防止 (133)
ウェルドライン、スパイダーマーク防止 (305)
Fターム[4F202AM32]に分類される特許
121 - 140 / 1,156
型内被覆成形用金型
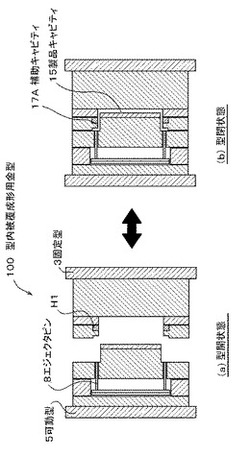
【課題】型内で成形した樹脂成形品を塗料によって被覆する型内被覆成形において、樹脂成形品の両面に塗装を施しても塗料漏れしない漏れ防止機構を備えた型内被覆成形用金型を提供する。
【解決手段】型内被覆用成形金型の製品キャビティ15の外周部に金型開閉方向に延びる補助キャビティ17Aを設けて、該補助キャビティ17Aの固定側面及び可動型面に溝部を形成する。そして、樹脂の成形の際に、該溝部で補助キャビティで成形した部分の両面に突起を形成することによって、例え、金型を微開して塗料を注入したとしても、塗料が漏れ出さないシールを形成する。また、前記補助キャビティの先端に、エジェクターピン8等を配して、補助キャビティ17A部分をエジェクターピン8で突き出して製品を取り出す方式とすれば、製品取り出しの際にも、樹脂成形品の塗装面を傷つけることがない。
(もっと読む)
カウルルーバ

【課題】 ショートショットなどの成形不良を抑えることができるカウルルーバを提供する。
【解決手段】 カウルルーバ1は、フロントガラス5の下縁部51に沿って配設され下縁部51に保持されるガラス側縁部11と、フードパネル8の側に配設されるパネル側縁部12と、ガラス側縁部11とパネル側縁部12との間に設けられた一般部13とからなる。一般部13は、ガラス側縁部11とパネル側縁部12との間に薄板状に広がる板状部14と、複数の小孔を有する通気部15とをもつ。ガラス側縁部11には、板状部14よりも厚い厚肉部17を設け、板状部14における厚肉部17に隣接する部分には、厚肉部17から板状部14に向かって徐々に肉厚を減少させた徐変部10を設けている。厚肉部17には、ガラス側縁部11の延び方向に沿って複数のゲートポイントPを配設させている。
(もっと読む)
インプリント用スタンパおよびインプリント方法
【課題】被転写基板の局所的な突起に追従し、パターン転写不良領域を低減することが可能で、耐久性のあるスタンパおよび転写方法を提供する。
【解決手段】表面に凹凸形状が形成されたインプリント用スタンパにおいて、前記凹凸形状が形成された樹脂製のパターン層と、前記パターン層の裏面に配置された樹脂製の緩衝層と、前記緩衝層の裏面に配置された基材層とを有し、前記緩衝層のヤング率が前記パターン層のヤング率よりも小さく、前記基材層のヤング率が前記緩衝層のヤング率よりも大きいことを特徴とするインプリント用スタンパ。
(もっと読む)
樹脂成形用金型及び光ピックアップ装置用対物レンズ並びに光学素子製造方法
【課題】対物レンズを構成する2つの光学機能面の芯ズレを抑えることができ、安定した
性能を有した光ピックアップ装置用対物レンズを得る。
【解決手段】光学機能部とフランジ部が形成され光学機能部のNA値が0.7以上の光学
素子を製造する樹脂成形用金型において、金型は、型開き状態で光学素子が残る第1の金
型部と、型開き状態で光学素子が残らない第2の金型部とを有し、第1の金型部に、フラ
ンジ部を突き出して第1の金型部から光学素子を離型させる突き出し部を設けた樹脂成形
用金型とする。
(もっと読む)
成形用金型及び該成形用金型を備えた成形装置
【課題】内筒体と外筒体と該両筒体の間に配設される中間筒体と各筒体の間に介設されるゴム材料とを一体成形するための成形用金型において、型閉じ状態にて、中間筒体により区画される内筒体側の内側キャビティと外筒体側の外側キャビティとのそれぞれにゴム材料を充填する際に、各キャビティ内に発生する加硫ガス等に起因した剥離や膨れといったゴム材料の成形不良を防止する。
【解決手段】外側キャビティ17に連通するエア排出流路を備えるとともに、ゴム注入流路を、内側及び外側キャビティ16,17にそれぞれゴム材料を導く内側及び外側注入流路部36,37に分岐させて、各注入流路部36,37の流路断面積を、外側キャビティ17へのゴム材料の充填速度が、内側キャビティ16へのゴム材料の充填速度以下になるように設定した。
(もっと読む)
空気入りタイヤ及びその加硫用金型
【課題】サイドウォールの外表面に生ずる凹凸を目立たなくすることができ、さらにタイヤの装飾性を向上することのできる空気入りタイヤを提供する。
【解決手段】この空気入りタイヤは、サイドウォール1の外表面にタイヤ周方向に帯状に延びる装飾部2に第1及び第2リッジグループ10,20が設けられ、各リッジグループ10,20がそれぞれリッジRの束から成るとともに、各リッジグループ10,20がそれぞれ全体としてタイヤ周方向に延びる波形状に形成され、各リッジグループ10,20が互いにタイヤ周方向の複数箇所で交差しているので、タイヤ径方向に延びる複数のリッジ30が装飾部2の全面に亘って設けられて各リッジ30がタイヤ周方向に規則正しく等間隔に配置されている場合等と比較し、装飾部2が目立ち、タイヤの装飾性を向上することができる。
(もっと読む)
マグネットローラ成形用金型およびマグネットローラの製造方法
【課題】金型本体の内周端部において摩耗が生じた場合でも、磁力特性に影響を与えることがなく、かつ、コスト性に優れたマグネットローラ成形用金型およびマグネットローラの製造方法を提供する。
【解決手段】円柱状の本体部を有するマグネットローラを成形するキャビティ11を有する金型本体12と、金型本体の開口端を閉塞してキャビティ端面を画成する入れ子13とを備え、金型本体内に、キャビティ内に磁場を形成する複数の磁力発生手段14A〜14Dが、キャビティ周方向に沿って配列されたマグネットローラ成形用金型10である。少なくとも磁力の最も強い磁力発生手段14Aに対応するキャビティ周方向位置について、金型本体の開口端の内周縁部に、着脱可能な非磁性の補強部材17が配置されている。
(もっと読む)
射出成形金型
【課題】色替え完了後の前色樹脂の微量の混入による不良品の発生を低減し、材料コストの低減及び生産効率の向上を図る。
【解決手段】ランナの側面に沿って流動する前色樹脂Pが製品の意匠面側に配されないように、ランナの経路を変更する。例えば、ランナ50を第1分岐ランナ51及び第2分岐ランナ52に分岐させ、前色樹脂Pが存在する側面(上流側ランナ53の上側の側面)を、第1分岐ランナ51及び第2分岐ランナ52の合流面とすることで、前色樹脂Pを下流側ランナ54の中央部に配して後色樹脂Qで挟み込む。
(もっと読む)
空気入りタイヤの製造方法および空気入りタイヤ
【課題】厚みが薄く、耐空気透過性に優れたポリマー積層体をインナーライナーに用いた空気入りタイヤの製造方法であって、インナーライナーとブラダーとの粘着を防止して、インナーライナーとカーカスとの間にエアーイン現象を生じさせない空気入りタイヤの製造方法、および空気入りタイヤの提供。
【解決手段】スチレン−イソブチレン−スチレントリブロック共重合体からなる厚さ0.05mm〜0.6mmの第1層ならびに、スチレン−イソプレン−スチレントリブロック共重合体からなる第2a層およびスチレン−イソブチレンジブロック共重合体からなる第2b層の少なくともいずれかからなる第2層を含み、第2層の厚さが0.01mm〜0.3mmであるポリマー積層体をインナーライナー9に用いた生タイヤを準備する。生タイヤを金型に装着し、ブラダーにより加圧しつつ加硫して加硫タイヤを得る。加硫タイヤを50〜120℃で10〜300秒間冷却する。
(もっと読む)
射出成形用金型及びこれを用いた成形体の製造方法
【課題】既存の金型を用いてより簡便な方法で、リブ形成用溝内の空気の貯留を防止し、シルバーストリークの発生やシワ等の外観不良の発生を防止することが可能な射出成形用金型及びこの金型を用いた成形体の製造方法を提供する。
【解決手段】深さ2〜40mm、厚さ0.5〜3mm、長さ5mm以上のリブ形成用溝を有する射出成形用金型であって、前記リブ形成用溝は、溝内の空気を貯留する空気貯留部と、溶融樹脂を充填してリブを形成するリブ形成部とを有し、前記空気貯留部と前記リブ形成部の間には、前記空気貯留部と前記リブ形成部とを連通する連通路を有する差込部材が介在し、前記差込部材の外郭面は、前記リブ形成用溝を形成する4つの壁面のうちの少なくとも3つの壁面と当接し、前記連通路は、前記溶融樹脂が流入しない寸法の開口部を有する。
(もっと読む)
注形品の製造方法、金型及びガス絶縁開閉装置
【課題】熱硬化性の材料を用いた注形品の生産性を高める。
【解決手段】ポスト型の絶縁スペーサの製造方法は、熱硬化性の注形材料51を加熱された金型25内に加圧補給しながら、この金型25内における注形材料51の外周部分52を熱硬化させて半硬化物53を得る工程と、金型25内で得られた半硬化物53についての熱硬化がその中心部54側へ進行するときに生じる反応熱によって半硬化物53を中心部54から内部発熱させる工程と、金型25内で内部発熱した半硬化物53の熱膨張の発生に応じて、注形材料51の加圧補給を停止させる工程と、加圧補給を停止させた金型25内から半硬化物53を取り出し、この半硬化物53の内部発熱を継続させることによって、中心部54を含む半硬化物53全体を熱硬化させて絶縁スペーサを得る工程と、を有している。
(もっと読む)
乾燥装置及び溶液製膜方法
【課題】従来よりも幅が広い光学フィルムを効率よく製造する。
【解決手段】バンド91は、帯状の中央部91cと中央部91cの幅方向両側に配された帯状の側部91sとからなる。中央部91c及び側部91sの溶接部91wは、表面91aから露出する。流出口133aから移動状態のバンド91の表面91aに向けてドープが流出する。表面91a上では、ドープからなる流延膜136が、溶接部91wを覆うように形成される。ダクトから流延膜136に向けて乾燥風が送り出される。乾燥風との接触により流延膜136から溶剤が蒸発する。ノズル151は、裏面91b側から溶接部91wへ加熱風150をあてる。加熱風150により、表面91a上の流延膜から溶剤が蒸発する。剥取ローラは、流延膜136をバンド91から剥ぎ取ってフィルムとする。
(もっと読む)
加硫治具
【課題】トレッドと台タイヤとの間に配設された未加硫のクッションゴムを加硫し、トレッドを台タイヤに一体化するときに、クッションゴムと接触するエンベロープの繊維体の繊維痕が加硫後のタイヤ側面に残ることのない加硫治具を提供する。
【解決手段】加硫済みのトレッドが未加硫のクッションゴムを介して台タイヤの外周面に配設されたタイヤの外表面を覆う加硫治具であって、加硫治具は、タイヤの外表面と当接する内側エンベロープと、内側エンベロープを外側から覆う外側エンベロープと、内側エンベロープと外側エンベロープとの間に配置されるシート状の繊維体とを備え、内側エンベロープが、内側エンベロープとタイヤの外表面とで囲まれる空間と、内側エンベロープと外側エンベロープとで囲まれる空間とに連通する空気抜き孔を有し、空気抜き孔により連通される空間の空気を排出する空気抜き手段をさらに備える構成とした。
(もっと読む)
タイヤ加硫用ブラダーのパンク検出装置およびパンク検出方法
【課題】タイヤ加硫用ブラダーに発生したパンクの検出感度を向上させることができ、また、メンテナンス負担を軽減でき、装置寿命を延ばすことができるタイヤ加硫用ブラダーのパンク検出装置およびパンク検出方法を提供する。
【解決手段】センサボックスと、生タイヤの加硫中にタイヤ加硫用ブラダーの内部から漏れ出る加熱加圧媒体の蒸気をセンサボックスに誘導する導入管と、センサボックスに導入された前記蒸気を検出するセンサとを備えたタイヤ加硫用ブラダーのパンク検出装置であって、センサボックスへの前記蒸気の導入を、真空引きにより行うバキューム手段、および/または、センサボックス内にエアを供給して、センサボックス内のエアを排出するエア供給排出手段が備えられているタイヤ加硫用ブラダーのパンク検出装置とこの検査装置を用いたタイヤ加硫用ブラダーのパンク検出方法。
(もっと読む)
成形装置
【課題】構造やメンテナンスが比較的簡単な方式で、型締や射出等の際に移動プレートに反りが発生しても、ガイド部材に影響が及ばない成形装置を提供する。
【解決手段】平行に設けられた複数のガイド部材17にガイドされて移動プレート18が移動される成形装置11において、ガイド部材17,17にガイドされて移動自在に設けられたガイドブロック32,33と、前記ガイドブロック32,33に対して直交方向に長手方向Lが設けられた移動プレート18とが備えられ、前記ガイドブロック32,33と前記移動プレート18の長手方向Lの両側の部分18bに設けられた連接部42,53との間が少なくとも回動可能に設けられている。
(もっと読む)
射出成形方法、及び射出成形型
【課題】光沢ムラの抑制を図り得る射出成形方法、及び射出成形型を提供する。
【解決手段】射出成形方法は、溶融樹脂を射出成形型12内に射出し、異なる樹脂流F1、F2同士を合流させて射出成形型内に溶融樹脂を充填する充填工程S2を有し、充填工程において、一の樹脂流の流動先端FF1及び他の樹脂流の流動先端FF2の各々は、一の樹脂流の流動方向と交差して配置された一の傾斜面130、及び他の樹脂流の流動方向と交差して配置された他の傾斜面131によって、流動先端同士の間で合流時に形成される会合角βが広がるように流動しながら案内される。
(もっと読む)
転写印刷装置
【課題】従来のレジスターラインを用いることなく、レジスターマークのみを用いて転写箔送り時の位置ずれを修正可能な転写印刷装置を提供する。
【解決手段】帯状体の表面に複数貼付された転写箔を被転写物に転写する転写手段と、帯状体を転写手段に供給する供給手段と、帯状体を幅方向に位置決めする第1、第2の位置決め手段と、転写箔に対応して設けられたマークの位置情報を取得する第1および第2の位置情報取得手段と、取得されたマークの位置情報を予め記憶された登録位置情報と比較する第1および第2の比較手段とを備え、第1の位置偏差が所定値以下の値となるように供給手段および第1の位置決め手段が駆動され、第2の位置偏差が所定値以下の値となるように第2の位置決め手段が駆動されることにより、帯状体が長手方向および幅方向に位置決めされた状態にて、転写箔が転写されることを特徴とする転写印刷装置。
(もっと読む)
射出成形方法
【課題】ガスベントが詰まるのを抑制することができ、金型装置の保守・管理作業を簡素化することができ、プリフォームの生産性を向上させることができるようにする。
【解決手段】パーティング面にガス抜き部が形成された割金型を備える射出成形機に適用される。そして、成形材料の充填開始後の所定のタイミングで、ガス抜き部の流路断面を小さくする。キャビティ空間への成形材料の充填が開始された後、ガス抜き部の流路断面が小さくされるので、それまでの間に、ガス抜き部を流れるガスの流量を多くすることができる。異物がガス抜き部の内周面に付着するのを防止することができる。
(もっと読む)
インプリント用モールドおよびパターン形成方法
【課題】 モールド欠陥の発生を抑制できるインプリント用モールドを提供すること。
【解決手段】 基板と、前記基板上に設けられ、転写するべきパターンに対応した凹凸パターンと、不純物が添加されていない溶融石英よりも不活性ガスに対する透過性が高いガス透過性領域とを具備してなり、前記不活性ガスに対する透過性は、被処理基板上に塗布されたインプリント剤に前記凹凸パターンを接触させた場合に、前記凹凸パターンとは反対側の面から前記基板内に前記不活性ガスを取り込む性質であり、前記ガス透過性領域は、前記凹凸パターンが形成された面と反対側の面から、前記凹凸パターンが形成された面に向かって、前記不活性ガスに対する透過性が異なる複数の領域を具備することを特徴とするインプリント用モールド。
(もっと読む)
射出成形機
【課題】 低粘度で流動性を有する液状樹脂の成形材料を射出成形により成形する場合に、安定して金型内に成形材料を充填することができる射出成形機を提供する。
【解決手段】 射出位置に位置している金型2に対して、上下方向に昇降自在に射出装置4を設ける。金型2の下金型2bに下側が開口しているスプルー2dを形成し、射出装置4の上昇により該射出装置4に装填したシリンジ7のノズル部7bがスプルー2dに接続されてノズルタッチするようにする。シリンジ7のプランジャ7aを上昇させて該シリンジ7内の成形材料を金型2内に射出すれば、成形材料は金型2内を徐々に上昇して充填される。
(もっと読む)
121 - 140 / 1,156
[ Back to top ]