
Fターム[4F202AM32]の内容
プラスチック等の成形用の型 (108,678) | 成形装置、成形操作のその他の特徴 (3,701) | 特有の成形不良の防止技術 (2,211)
Fターム[4F202AM32]の下位に属するFターム
バリ防止 (400)
ひけ防止 (217)
そり防止 (133)
ウェルドライン、スパイダーマーク防止 (305)
Fターム[4F202AM32]に分類される特許
101 - 120 / 1,156
熱可塑性樹脂の金属粘着性を低減させる方法
【課題】難燃性を有するとともに、成形過程において成形機のスクリューやシリンダーなどの金属への樹脂の粘着を低減させることにより、長期の連続成形におけるヤケ異物の発生を抑制させる方法を提供する。
【解決手段】(A)熱可塑性樹脂(A成分)100重量部に対し、(B)離型剤(B成分)0.01〜5重量部を含有する樹脂組成物において、B成分としてジペンタエリスリトールと炭素数が13〜35である飽和脂肪族カルボン酸とのエステルを使用することにより金属粘着性を低減させる方法。
(もっと読む)
樹脂成形品の製造方法
【課題】製造される樹脂成形品の寸法や強度を安定させることのできる樹脂成形品の製造方法を提供すること。
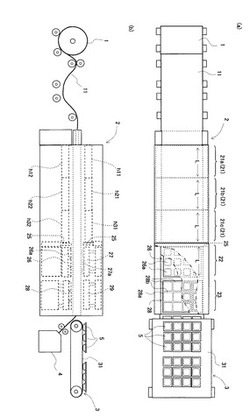
【解決手段】帯状の樹脂発泡シートを熱成形機に間欠送りして該熱成形機の加熱ゾーンにおいて前記樹脂発泡シートを加熱し、該加熱ゾーンに続けて設けられている成形ゾーンにおいて前記加熱ゾーンで加熱された樹脂発泡シートを成形型に沿わせて変形させるとともに冷却させて該樹脂発泡シートに製品形状を形成させる樹脂成形品の製造方法であって、前記成形ゾーンに導入させた樹脂発泡シートに温度差が生じることを抑制すべく、前記加熱ゾーンでは、前記間欠送りによって次に成形ゾーンに送られる樹脂発泡シートの先端側の温度を末端側の温度よりも高温にさせることを特徴とする樹脂成形品の製造方法を提供する。
(もっと読む)
トランスファー成形法による成形品の製造方法及び該製造方法で製造された成形品

【課題】トランスファー成形法によって成形品を製造する場合において、成形品の表面を平滑にすることができるトランスファー成形法による成形品の製造方法及び該製造方法で製造された成形品を提供する。
【解決手段】結合材としての熱硬化性樹脂と、非可塑性原料としての無機材料とを含んでなる成形材料をポット15に収容し、前記成形材料を加熱・溶融して前記ポットの底部とキャビティとの間を連通させる連通路17を介して前記キャビティ内に注入し、注入完了後に一定時間保温保圧して硬化させた後、型開きを行う方法であって、前記成形材料は、粉粒状の前記無機材料の表面に前記熱硬化性樹脂を被覆し、前記熱硬化性樹脂の前記無機材料に対する配合比が18質量%〜35質量%で被覆してなり、金型のパーティング部に前記キャビティ側のガスを吸引して排出する空気流路を設け、該空気流路から吸引しながら成形材料の溶融物を注入する。
(もっと読む)
遊星歯車装置用キャリアの射出成形用金型
【課題】射出成形後におけるキャリアの支持軸の倒れを矯正する別部品(環状プレート)
が不要となるように、射出成形に起因するキャリアの支持軸の倒れを抑えることができる
ようにした、遊星歯車装置用キャリアの射出成形用金型を提供する。
【解決手段】ピンポイントゲートから射出された溶融状態のプラスチックは、第2キャビ
ティ部に充填された後、第1キャビティ部内に充填される。この際、第2キャビティ部の
開口部から第1キャビティ部内に流出する溶融状態のプラスチックは、第2キャビティ部
の周囲に放射状に且つ均等に流出する。その結果、射出成形用金型2で射出成形された遊
星歯車装置用キャリアは、支持軸の倒れが抑えられる。そして、第2キャビティ部内に充
填された溶融状態のプラスチックは、第3キャビティ部内に流入する。
(もっと読む)
射出圧縮成形機の型締制御方法および型締装置
【課題】クローズドループ制御により流量制御して供給可能なバルブが各型締シリンダに設けられた型締装置により圧力制御すると、高圧になる型締シリンダと低圧になる型締シリンダにバラつきが発生するという問題があった。
【解決手段】固定盤14または可動盤19のいずれか一方に複数配設された型締シリンダ16と、型締シリンダ16毎に対してクローズドループ制御により作動油を供給可能なバルブ28と、型締シリンダ16毎に設けられ作動油の圧力を検出する圧力センサ34,35と、可動盤19または可動金型18の位置を検出する位置センサ23とが設けられ、圧力センサ34,35より作動油の圧力を検出してバルブ28をクローズドループ制御し、型締シリンダ16毎に圧力制御を行うとともに、位置センサ23により可動盤19または可動金型18の位置を検出し、可動盤19または可動金型18のそれぞれの位置の偏差が設定値を超えたら異常と判断する。
(もっと読む)
モールド金型及び半導体実装基板の製造方法
【課題】薄い樹脂モールド製品に対して樹脂の充填性を向上させたモールド金型を提供する。
【解決手段】本発明のモールド金型は、複数の半導体チップ30を実装した半導体実装基板100の樹脂モールドを行うために用いられるモールド金型であって、半導体実装基板100を上面側から押さえるように構成された上型50と、半導体実装基板を下面側から押さえるように構成された下型60とを有し、上型50及び下型60の少なくとも一つには、樹脂モールドにより樹脂20が充填されるキャビティ57が形成されており、キャビティ57には、半導体実装基板100のカット部位に対応する位置に凹部58が形成されており、凹部58の幅は、半導体実装基板100のカット幅以下である。
(もっと読む)
弾性クローラの製造方法
【課題】 芯金の翼部の帯長手方向両端に位置する縁端面に対する加硫接着をより確実に行うことにより、耐久性に優れた弾性クローラを製造する。
【解決手段】 本発明は、芯金4を有する弾性クローラ1の製造方法に関する。この製造方法は、芯金4の翼部5の帯長手方向両端に位置する第1端縁面33を、未加硫ゴムよりなる被覆材30で予め被覆する第1工程と、クローラ本体2の接地側部分を構成する未加硫の第1ゴム層21と、クローラ本体2の非接地側部分を構成する未加硫の第2ゴム層22との間に翼部6を挟んだ状態で、各ゴム層21,22を金型11のキャビティ内にセットする第2工程と、キャビティ内の未加硫の各ゴム材を加圧下で加熱して加硫成形する第3工程とを含む。
(もっと読む)
発泡成形用金型及び発泡成形品
【課題】発泡成形品の薄肉化された端部に白化傷が発生することを防止できること。
【解決手段】固定型11に対して移動可能な可動型12と前記固定型に囲まれて発泡成形用のキャビティ14と、このキャビティに順次連続するゲート15及びランナー16等とが形成され、これらのランナー及びゲートを経てキャビティ14内に溶融樹脂1を充填した後、可動型12を固定型11から離反させることで溶融樹脂1を発泡させて発泡成形品4を得る発泡成形用金型10において、キャビティ14を形成する固定型11と可動型12の少なくとも一方には、発泡成形品4の端部5が薄肉となるようにキャビティ14における端部5の成形部分が狭隘部として形成されると共に、端部5におけるゲート15の近傍に対応する位置にリブ6が成形されるようリブ用凹部23が形成されたものである。
(もっと読む)
成形加工機洗浄用の熱可塑性樹脂組成物
【課題】より洗浄力の向上した、加工機内洗浄用組成物の提供
【解決手段】(a)スチレン系樹脂を含む熱可塑性樹脂と、(b)(b−1)アニオン界面活性剤から選ばれる1種以上と(b−2)ノニオン界面活性剤から選ばれる2種以上を含む界面活性剤混合物を含有する成形加工機洗浄用の熱可塑性樹脂組成物。
(もっと読む)
真空成型方法
【課題】減圧条件下で加飾フィルムを密着して成型する真空成型方法において、成型後の加飾フィルムないし成型装置の冷却時間を短縮して効率的に真空成型を行う。
【解決手段】加圧冷却工程において、上部の成形空間S内へ所定封入体積量の冷却ガスCを封入すると共に、上部の成形空間内から、冷却ガスCの封入体積量と同体積量または同体積量未満の成形空間内空気を排出することで、上部の成形空間内の圧力を維持したまま冷却することを特徴とする。
(もっと読む)
合成樹脂成形品とその射出成形方法
【課題】 本発明は、成形品の表面を、均一な光沢および外観とすることにより、良好な外観体裁を確実に得ることを目的とする。
【解決手段】 肉厚板状に射出成形された本体部2の裏面に凹部3を設け、この凹部3に近接した本体部2の周端面箇所にサイドゲート方式のゲート痕を位置させ、本体部2の表面を斑のない均一な光沢および外観を有するものとすることにより、ジェティングやウエルドの影響の無い、高い装飾効果を安定して発揮する成形品1の良好な外観体裁を得ることができる。
(もっと読む)
プラスチック光学部材およびプラスチック光学部材の製造方法
【課題】 複屈折が低減されたプラスチック光学部材の提供
【解決手段】 芯レンズのゲート対応部と前記芯レンズの中心を結ぶ線分と、前記成形部のゲート対応部と前記芯レンズの中心を結ぶ線分とのなす角度が、プラスチック光学部材の光軸方向から見て、90度以上180度以下であることを特徴とする。
(もっと読む)
トランスファー成形法による成形品の製造方法及び該製造方法で製造された成形品
【課題】成形品に残留応力や組織の乱れ等の成形不良が残らず、また脱型操作も簡易にできるトランスファー成形法による成形品の製造方法及び該製造方法で製造された成形品の提供。
【解決手段】結合材としての熱硬化性樹脂と、非可塑性原料としての無機材料とを含む成形材料をポット15に収容し、前記成形材料を加熱・溶融して該ポットの底部とキャビティとの間を連通させる連通路17を介してキャビティ内に注入し、注入完了後に一定時間保温保圧して硬化させた後、型開きを行う。該連通路は、その内径が該ポットの底部側から前記キャビティ側に向って徐々に縮径しており、該連通路の途中で通路径が最小となる最小径部19が形成され、該最小径部から前記キャビティ側に向って拡径して前記キャビティに至るように形成され、該最小径部に相当する部位で硬化物を破断させることにより、硬化物のポット側とキャビティ側を分離させた後、成形品47を脱型させる。
(もっと読む)
発泡樹脂成形用金型、発泡樹脂成形品の製造方法及び発泡樹脂成形品
【課題】部分的なコアバックによって発泡樹脂成形を行うに当たり、
外観や部品精度が低下することを抑制し、またコアバックしない部分を型から取り出した際に膨れが生じることを抑制することが可能となる発泡樹脂成形用金型等を提供する。
【解決手段】型内での発泡を促進するコアバック成形に用いる発泡樹脂成形用金型であって、
前記発泡樹脂成形用金型が、少なくとも、コアが移動しない不動コアとコアバック作動する可動コアとで構成され、
前記不動コアと前記可動コアとの境界に、該不動コア側から該可動コア側へ向かって前記型内の容積をなだらかに連続して変化させる領域による容積変化形状部が形成されている。
(もっと読む)
プリフォームの射出成形装置
【課題】プリフォームを射出成形する際、コールドスラグの発生を低減し、生産性などを向上させることができるプリフォームの射出成形装置の提供を目的とする。
【解決手段】プリフォームの射出成形装置1は、ボトムインサート3、ノズルインサート4及びニードルバルブ5を有し、ニードルバルブ5が、先端側に、円柱状のストレート部51、及び、ノズルインサート4のテーパ孔41と対応するテーパ角を有する截頭円錐状のテーパ部52を有し、溶融樹脂109の射出が閉じられるとき、テーパ部52の先端側の部分が、ボトムインサート3のゲート用孔31に挿入され、ストレート部51の先端側の部分が、ノズルインサート4のテーパ孔41に挿入される構成としてある。
(もっと読む)
成形装置と成形方法
【課題】成形品の品質低下、薄肉のキャビティ内への溶融素材の充填性の阻害及び金型や摺動部材の摺動動作の阻害をそれぞれ防止した成形装置と成形方法の提供。
【解決手段】薄肉成形品の形状に形成されたキャビティ5と、キャビティ5に溶融素材を送りこむ射出口7と、を金型2に設けた成形装置(と成形方法)において、キャビティ5に設けられた開口部(12〜14)から金型2の外部に連通する通気路(21〜23)と、自動開閉機構(15〜17)を介して前記開口部の閉塞位置から開放位置まで進退動作することにより、開口部(12〜14)を開閉する開閉部材(18〜20)と、を設け、開閉部材(18〜20)は、キャビティ5内の溶融素材が開口部(12〜14)に到達する前に前記開口部を閉塞するようにした。
(もっと読む)
転がり軸受用保持器及びその製造方法、並びに転がり軸受
【課題】ボイドが無く高強度で、寸法精度に優れる保持器を、圧縮専用の別機構や、ポケットのバリ取り作業を要することなく低コストで提供する。
【解決手段】保持器形状と一致するキャビティが形成され、かつ、該キャビティの保持器円環部端面に対応する境界面の適所に設けた空洞に該空洞内を摺動する可動ピンを配設した成形用金型を用いるとともに、前記可動ピンを引いて該可動ピンの先端と前記境界面との間に空所を形成した状態で溶融樹脂組成物を射出して前記キャビティ及び前記空所を充填した後、前記溶融樹脂組成物が固化する前に前記可動ピンを移動して該可動ピンの先端を前記境界面と一致させ、ボイドの発生源となる固化時の樹脂収縮分を補完し、次いで、圧縮状態のまま前記溶融樹脂組成物を固化させて転がり軸受用保持器を製造する。また、このようにして得られた保持器を備える転がり軸受を提供する。
(もっと読む)
レンズホルダ成形型の製造方法およびレンズホルダの製造方法
【課題】 複数のレンズ収納穴を有するレンズホルダを高精度に形成できる成形型の製造方法および前記成形型を使用して高精度なレンズホルダを成形できるレンズホルダの製造方法を提供する。
【解決手段】 円柱状の基準入子を使用して合成樹脂によりホルダサンプル101を形成する。ホルダサンプル101に形成された仮収納穴103,104,105は円筒状の内周面103a,104a,105aを有している。この内周面103a,104a,105a上に対向点103b、103c、104b,104c,105b,105cを設定し、その位置を測定する。この測定値に基づいて、樹脂成形時の変形などを加味して、基準入子の加工量が決められる。
(もっと読む)
樹脂成形方法及び樹脂製品
【課題】樹脂製品の軸孔のエッジにおけるクラックの発生を防止すること。
【解決手段】軸孔を有する円盤形状の樹脂製品を成形する樹脂成形方法であって、軸孔は、その内周に軸線方向に伸びるエッジを含む。金型18,19等のキャビティ29において、軸孔の一端に対応する部分を覆うように樹脂溜まり部31が設けられる。樹脂溜まり部31の中央に外部から溶融樹脂を注入するためのスプルー30が設けられる。樹脂溜まり部31の反スプルー側が複数の脚31aに分岐し、各脚31aが軸孔のエッジの対応部分から離れて配置される。そして、スプルー30からガラス繊維を配合した溶融樹脂を樹脂溜まり部31に注入し、樹脂溜まり部31の各脚31aからキャビティ29に溶融樹脂を充填する。
(もっと読む)
車両用樹脂成形品及びその製造方法
【課題】パーティングラインに代表される射出成形金型の構造型同士の隙間線が金属調シート成形品に転写されても、その転写された隙間線を目立たなくすることが可能な車両用樹脂成形品及びその製造方法の提供を目的とする。
【解決手段】
本発明に係るドアハンドル10は、金属調シート成形品20のインサート成形品であって、金属調シート成形品20にて外面が覆われている。金属調シート成形品20には、射出成形金型64の雌側金型66とスライド型80との隙間線K1が転写された転写隙間線K2が形成されている。また、金属調シート成形品20は、スライド型80に形成されたシボ82が転写された凹凸パターン転写領域R2を備え、その凹凸パターン転写領域R2の境界線が転写隙間線K2に一致している。
(もっと読む)
101 - 120 / 1,156
[ Back to top ]