
Fターム[4F202AM32]の内容
プラスチック等の成形用の型 (108,678) | 成形装置、成形操作のその他の特徴 (3,701) | 特有の成形不良の防止技術 (2,211)
Fターム[4F202AM32]の下位に属するFターム
バリ防止 (400)
ひけ防止 (217)
そり防止 (133)
ウェルドライン、スパイダーマーク防止 (305)
Fターム[4F202AM32]に分類される特許
41 - 60 / 1,156
微細構造転写装置
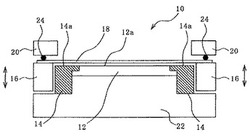
【課題】樹脂フィルムをマザースタンパに押圧した後、脱型する際に生じる樹脂フィルムの破損を防止することができる微細構造転写装置を提供すること。
【解決手段】表面12aに微細な凹凸パターンが形成されたマザースタンパ12と、前記マザースタンパ12の外周を着脱可能に固定する固定枠14と、前記マザースタンパの微細な凹凸パターンを有する面12a及び前記固定枠14に対向するように樹脂フィルム18を支持する支持体と、を有する微細構造転写装置において、前記マザースタンパの微細な凹凸パターンを有する面と、前記固定枠の前記樹脂フィルムに対向する面の、前記マザースタンパと前記固定枠が当接または近接する箇所の段差が、前記樹脂フィルムの厚さ未満であることを特徴とする微細構造転写装置。
(もっと読む)
射出成形装置及び射出成形方法

【課題】ランナーブロックを有する射出成形装置において、樹脂漏れを防止することができる技術を提供することを課題とする。
【解決手段】図(a)に示すように、ノズルタッチ前には、圧縮コイルばね53、53の作用で固定型側スプル55からブロック側ノズル59が十分に離れている。射出機20のノズル28をブロック側スプル57に押圧する。するとランナーブロック46は押されて図左へ移動する。結果、固定型側スプル55にブロック側ノズル59が当たる。
【効果】ランナーブロックと固定型が密着し、樹脂漏れが解消される。
(もっと読む)
射出成形金型及びその成形品
【課題】成形品の銀条を防止する射出成形金型を提供する。
【解決手段】型締めされる固定型2と可動型3の間で画成されるキャビティ6に溶融樹脂を流して成形品を得る射出成形金型1において、固定型2には成形品の突部を形成する凹部4が設けられ、凹部4の溶融樹脂の進行方向の終縁に、凹部4の幅よりも狭い所定の幅の溝部5を形成し、所定の幅は、溝部5内に流入した溶融樹脂が凹部4に侵入した溶融樹脂よりも早く冷却されるように設定される。溝部5に溜まったガスは、溝部5内の溶融樹脂が早期に冷却・固化されることにより、溝部5内に閉じ込められる。
(もっと読む)
金型の製造方法および金型
【課題】被加工物の表面に目的とする所望の形状と同時に溝形状を形成することができるとともに、加工時間が増大しない加工方法を提供する。
【解決手段】回転状態で振れが発生するように、被加工物を加工するための工具を加工し、その加工後の工具を回転させた状態で、被加工物の一例である金型11に接触させることにより、金型11の表面に、所望の形状の一例である単一光学面形状12を形成すると同時に、溝形状13を形成する。
(もっと読む)
射出成形方法
【課題】樹脂反転不良及びガス破裂不良の発生を抑制することが可能な射出成形方法を提供する。
【解決手段】金型キャビティを形成可能な第1金型2及び第2金型4を用いて成形品を成形する射出成形方法であって、第1金型2と第2金型4とを型締めし、金型キャビティを形成する型締め工程と、型締め工程の完了後に、金型キャビティに発泡性溶融樹脂9bを射出充填し、金型キャビティ内を発泡性溶融樹脂9bで満たす第1射出充填工程と、第1射出充填工程の開始後に、金型キャビティを所定量だけ拡張させ、発泡性溶融樹脂9bを発泡させる金型キャビティ拡張工程と、第1射出充填工程の完了後で、かつ、金型キャビティ拡張工程の開始後に、金型キャビティ内の発泡性溶融樹脂内に溶融樹脂又はガス10bを注入する第2射出充填工程とを備える。
(もっと読む)
射出成形方法及びその装置
【課題】射出成形において、装置が大型化することや大重量化すること、さらには設備投資が高騰することを回避しつつ、十分な強度を示し且つ欠陥発生が回避された成形品を得る。
【解決手段】流動通路を流通する溶融樹脂を、昇温部40を通過させることで、射出機32内で溶融したときの温度よりも高温とするとともに粘度を低下させる。昇温部40にスタティックミキサ54が配設されている場合、溶融樹脂は、撹拌されながら昇温部40を流動する。このため、溶融樹脂に温度ムラが生じることが回避され、その結果、粘度が略一様となる。以上のようにして高温となり且つ粘度が低下した溶融樹脂は、糸引き防止部42、スプルー44、スラッグウェル86、ランナ46及びゲート48を経由した後、製品部50に導入される。
(もっと読む)
複合成形体およびその製造方法
【課題】インサート成形における、予備成形体としての繊維強化樹脂と供給樹脂との接着性およびその信頼性、ならびに、その外観にも優れる、複合成形体およびその製造方法を提供する。
【解決手段】予め成形した、マトリックス樹脂が熱可塑性樹脂からなる繊維強化樹脂Aを予備成形体として型内に配置し、該型内の前記繊維強化樹脂A周りに液状化した樹脂Bを供給して前記繊維強化樹脂Aをインサート成形する複合成形体の製造方法であって、前記繊維強化樹脂Aの前記樹脂Bに接触する側面として、互いに異なる角度で凹型に傾斜する少なくとも2つの傾斜面を有する形状の側面を、インサート成形前に形成しておくことを特徴とする複合成形体の製造方法、およびその方法により製造された複合成形体。
(もっと読む)
樹脂射出成形品とその射出成形方法
【課題】射出ゲート周辺における強度ムラがより確実に抑制されており、熱負荷に対する耐久性も高い樹脂射出成形品を提供する。
【解決手段】溶融樹脂が射出される射出ゲート22に臨み、該射出ゲート22を中心として同心状に形成された、他の部位より厚肉な凸部11を有する樹脂射出成形品であって、凸部22の周壁は末広がりな斜面となっており、凸部22の周壁のうち少なくとも裾部が、周壁全体が平坦斜面である場合よりも外方へ拡がるように湾曲した曲面部とされている。曲面部の曲率半径は、0より大きく凸部22の高さ以下とする。
(もっと読む)
タイヤ加硫装置
【課題】ラグ部材の嵌め込み忘れを確実に防止するとともに、嵌め込み姿勢を適正化し、常に安定した形状のタイヤを精度よく得ることが可能なタイヤ加硫装置を提供する。
【解決手段】加硫済みのラグ部材が嵌め込まれる複数の凹部を有する金型と、該金型における複数の凹部に対応して埋設され、各凹部に嵌め込まれるラグ部材の表面と接触する受圧部が凹部を形成する表面から凹部内に突出し、受圧部の受圧動作により検出信号を出力する検出センサーとを備えた構成とした。
(もっと読む)
成形方法、成形品、及び金型
【課題】基板をホットメルト樹脂で一体化成形する場合において、基板の位置決め精度を確保しつつ、基板の近傍にボイドが発生することを抑制して、外観良好な成形品を作る成形方法を提供する。
【解決手段】成形方法では、キャビティ内に進入した基板位置決め用ピン4で配線基板1を下金型3に固定して、キャビティにホットメルト樹脂6を充填するとともに、キャビティ外に退出したボイド抑制用ピン7とキャビティ面14との間の補充空間13にもホットメルト樹脂6を充填して、基板位置決め用ピン4をキャビティ面11に向かって後退させつつ、ボイド抑制用ピン7をキャビティ面14に向かって前進させて、ボイド抑制用ピン7によって補充空間13内のホットメルト樹脂6をキャビティ内に押し出す。
(もっと読む)
タイヤ製造装置およびタイヤ製造方法ならびにそれに用いるタイヤ加硫成形用ブラダー
【課題】グリーンタイヤの内面とブラダーとの間に残存したエアを効果的に排出できるタイヤ製造装置、タイヤ製造方法、タイヤ加硫成形用ブラダーを提供すること。
【解決手段】ブラダー14は、トレッド部成形領域1402、サイドウォール部成形領域1404、ビード部成形領域1406、取り付け部領域1408を有している。ビード部成形領域1406を構成するブラダー14の厚さは、トレッド部成形領域1402、サイドウォール部成形領域1404を構成するブラダー14の厚さに比べて大きい。ビード部成形領域1406を構成するブラダー14の厚さは、取り付け部領域1408側に近づくにつれて次第に大きくなる。取り付け部領域1408側のビード部成形領域1406の端部を構成するブラダー14の厚さは、ブラダー14の断面高さHの65〜95%の範囲に位置するブラダー14の厚さに比べて1.4〜2.0倍の寸法で形成されている。
(もっと読む)
インサート成形用金型及びカラーのインサート成形方法
【課題】カラーのインサート成形に用いる金型において、高さの異なるカラーに対応可能で、かつ、製造公差を吸収可能なインサート成形用金型を実現し、カラーをインサート成形する。
【解決手段】ボルト挿入穴7、9の内周面にカラー11、13がインサート成形される樹脂製品1を成形する一対の金型3、5と、カラー11、13に挿入される入れ子15、17とを備えてなり、金型3には、入れ子15、17が摺動可能に挿入される入れ子挿入穴19、21が形成され、金型5には、カラー11、13を包囲するキャビティ6が形成され、入れ子15、17は、カラー11、13の内法断面形状に対応する断面形状の上部23、25と、カラー11、13の外法断面形状に対応する断面形状の底部27、29とを備え、金型5に向けて弾発付勢されてなるインサート成形用金型。
(もっと読む)
射出成形方法および射出成形装置
【課題】成形品が深絞り形状の場合であっても、転写フィルムの破れやしわの発生を防止することができる射出成形方法を提供する。
【解決手段】第1金型の一例である可動金型10と第2金型の一例である固定金型11の型締め時に、成形空間(キャビティ)のコーナー部における転写フィルム12の温度を、成形空間の隣接するコーナー部間における転写フィルム12の成形空間の外側での温度よりも低くする。
(もっと読む)
射出成形金型
【課題】周縁の少なくとも一部に裏面に向かって立ち上がる立ち上がり部を有する発泡成形品を成形する際、表面と前記立ち上がり部側のエッジ部にダレが生じることを抑制でき、表面形状が良好な高品質の発泡成形品が得られる射出成形金型の提供を目的とする。
【解決手段】周縁の少なくとも一部に裏面に向かって立ち上がる立ち上がり部を有する発泡成形品を成形する射出成形金型であって、キャビティ16内に射出充填された発泡樹脂Xにおける前記立ち上がり部に相当する部分を、その内側面側を除き、少なくとも外側面側を先端側から押圧する押圧部材22が設けられた射出成形金型10。
(もっと読む)
成形品の製造方法
【課題】インサート成形でシートの周縁に外周枠を配設して成形品とした場合に、シートにしわや外観不良がなく、製品価値及び美観等も良好な成形品の製造方法を提供すること。
【解決手段】本発明に係る成形品の製造方法によれば、インサート成形でシートの周縁に外周枠を配設して成形品を成形するにあたり、外周枠におけるシートの周縁と直接繋がる部分について、水平方向に対して角度αが1〜60°となるように、かかる成形品を成形する金型2について、外周枠を配設するための第1外周枠形成部23が、水平方向に対して角度αが1〜60°となるように形成されている。これにより、シートを断面視円弧状(アーチ状)に膨らませてシートのひずみ等を開放させて逃し、シートにしわ等が発生することを防止することができるため、製品価値や美観に優れた成形品を提供することができる。
(もっと読む)
金型構造及び当該金型構造を用いた注型成形方法
【課題】成形体のセッティング時の擦り疵の発生を抑制した表面型の金型構造及びそれを用いた注型成形方法を提供する。
【解決手段】この課題を解決するために、成形体3の裏面3b側に樹脂層4を注型成形する際に、予め成形された当該成形体3をセッティングする表面型21において、当該表面型21が前記成形体3の表面3a側を保持する保持面21aを有し、前記セッティング時の前記表面3aと前記保持面21aとの擦れを抑制する表面擦り疵抑制部材40を前記保持面21aに設けた。
(もっと読む)
筒状成形品の射出成形金型
【課題】アンダーカットを有する成形品を変形なく取り出せる射出成形金型を提供することを目的とする。
【解決手段】内側面の始端に形成されるアンダーカット形状部(4)よりも奥端のキャビティ壁(1a)を構成する第1スライドコア(1)と、アンダーカット形状部(4)を形成する凹部(2b)を有し内側面の始端のキャビティ壁(2a)を構成する第2スライドコア(2)とを設け、第1スライドコアと(1)第2スライドコア(2)が成形品から離型する際に時間をずらせて動作することにより、離型抵抗の分散と離型時の保持を行う。
(もっと読む)
樹脂封止成形品の製造方法
【課題】複雑な工程を要さず、1回の成形工程で所定の外形形状と電子部品の品質を確保できる樹脂封止成形品の製造方法を提供することを目的とする。
【解決手段】電子部品11に当接しない距離で成形品外形面Aよりも天面が金型キャビティの中心側に突き出しているスリーブピン12と冷媒により冷却されているセンターピン13a〜13dを備え、下側保持材14a,14bと上側保持材15a,15bをインサートすることにより冷却され寸法収縮する。寸法収縮しているため、樹脂封止後の熱膨張により保持材14a,14b,15a,15bと封止樹脂40との境界面は締まりばめとなり、境界面の密着力が高くなる。
(もっと読む)
圧縮成形金型と圧縮成形方法
【課題】圧縮成型金型のスライドインサート金型とキャビティ金型との位置決め精度を必要とせず、金型のレイアウトを向上させること。
【解決手段】圧縮成型金型33のネックリングを有するプリフォームの下部を形成するキャビティ金型34と、プリフォームの内面を形成するコア金型35と、プリフォームの上部を形成するスライドインサート金型36とを備え、圧縮成形時に摺動部材44を摺動させて溶融樹脂の内圧を調整させる保圧部を備えている。キャビティ金型34の成形孔38の上部周辺に環状凸部34bを形成し、環状凸部34bの外周部に摺動部材44を上下に摺動可能に配設した。
(もっと読む)
樹脂成形品、筆記用具、及び、金型
【課題】製造コストを低減することが可能な樹脂成形品、筆記用具、及び、金型を提供すること。
【解決手段】筆記部32を有する筆記体11と、筆記体11を小孔22から出没させる駆動機構12とを有する筆記用具1の外郭部材10の一である樹脂成形品16は、その先端が先細形状の筒状に形成され、その先端に、筆記部32を支持する孔部25及び孔部25の端部に設けられ、孔部25よりもその内径が大に形成された環状溝26を有する小孔22を備え、樹脂成形品16は、その内形状を成形する胴体58及び胴体58の先端に設けられた孔部25を成形するピン57を有するコアピン54、及び、ピン57を支持する開口部58を有し、環状溝26及び樹脂成形品16の先端を成形するコアピンブッシュ55を具備する金型50により成形する。
(もっと読む)
41 - 60 / 1,156
[ Back to top ]