
Fターム[4F202CA09]の内容
プラスチック等の成形用の型 (108,678) | 型全般の区分 (12,812) | 圧縮成形 (1,008)
Fターム[4F202CA09]に分類される特許
121 - 140 / 1,008
金型修正方法
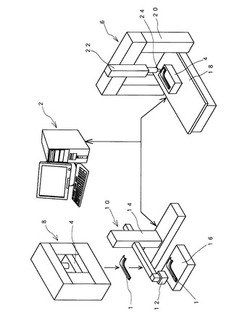
【課題】板厚の減少に伴う成形誤差の発生を抑制できる金型修正方法を得る。
【解決手段】金型4により板材をプレス成形して成形品1を作成し、成形品1の表面と裏面との面形状をそれぞれ3次元測定して表面測定データと裏面測定データとを取得する。表面測定データと裏面測定データとに基づいてプレス成形前の板厚に対するプレス成形後の板厚の偏差を求めると共に、偏差分布を求める。偏差分布に基づく金型修正エリア内の偏差により金型修正エリアの金型4を修正する。金型加工装置6により形成した金型4の数値制御データのうち、金型修正エリアに応じた数値制御データを偏差に基づいて修正し、修正した数値制御データにより金型4を修正する。修正した金型4により板材をプレス成形して成形品1を作成して、再度偏差と偏差分布とを求めて、金型4を再修正する。
(もっと読む)
金型の製造方法及び金型の製造装置

【課題】加工範囲が金型母体の加工対象面積より狭くても、汎用の加工装置で金型母体の加工を行うことができる金型の製造方法を提供する。
【解決手段】金型の製造方法は、金型母体200の被加工面に複数のアライメントマーク144を形成する工程と、金型母体200の被加工領域を切削装置の加工範囲210以下の大きさの複数の領域202,204,206,208に分割し、この分割された領域単位で金型母体200を切削装置の加工範囲210に対して相対的に移動させ、各領域の金型母体200を加工する工程と、を備え、複数のアライメントマーク144のうち少なくとも2つが前記相対移動前後で切削装置の加工範囲210に含まれている。
(もっと読む)
導電性構造体およびその製造方法ならびに燃料電池用セパレータ
【課題】優れた導電性を有する導電性構造体の製造方法を提供する。また、寸法精度が高く導電性に優れた燃料電池用セパレータの製造方法を提供する。
【解決手段】本発明の導電性構造体の製造方法は、結晶性熱可塑性樹脂と導電性充填材を少なくとも含有する結晶性熱可塑性樹脂複合材料からなる導電性構造体のモールド成形において、溶融した該複合材料が金型内で賦形された後、該複合材料の結晶化温度をTCと規定したときに、(TC±20)℃の温度範囲において、30℃/分以下の冷却速度で該複合材料を冷却することを特徴とする。
(もっと読む)
複合材料を用いた成形品及びその製造方法
【課題】成形時における表皮材の破れや吸音部における基材の潰れをなくし、軽量で優れた吸音性を発揮し、かつ不織布等の基材の脱落や汚水の浸入がない成形品及びその製造方法を提供する
【解決手段】目付が150〜800g/m2、嵩密度が0.01〜0.1g/cm3である不織布、もしくは樹脂発泡体よりなる基材と、通気性が50cc/cm2・sec以下の熱融着性の素材を含有する表皮材13とが、積層もしくは接着されてなる複合材料を、所要形状の成形面を有する上型と下型からなる成形金型で型締めしてなる成形品10において、前記成形品10は複合材料が成形金型に投入され、下型の潰し部と上型の潰し部との間で型締めされることにより成形品外周縁部が端末処理され、複合材料が所要形状に成形されるとともに、成形品に肩R部が形成され前記基材のボリウムが維持されていることを特徴とする。
(もっと読む)
複合材成形品の製造方法
【課題】 離型フィルムを簡単且つ効率的に剥離することができ、複合材成形品を製造する効率が向上する複合材成形品の製造方法を提供する。
【解決手段】 プリプレグ体100を加工する複合材成形品200の製造方法において、第1の離型フィルム111連続的に繰り出す工程と、前記第1の離型フィルム111上に前記プリプレグ体100を所定間隔をおいて搭載する工程と、前記第1の離型フィルム111との間に前記プリプレグ体100を挟むように前記第1の離型フィルム111の上方に第2の離型フィルム121を連続的に繰り出す工程と、前記第1の離型フィルム111と前記第2の離型フィルム121との間に挟まれた前記プリプレグ体100に対して加熱加圧成形する工程とを含む複合材成形品の製造方法。
(もっと読む)
成型用金型および成形品の成形方法
【課題】共通の第1型体および第2型体を用いるとともに、得られた成形品の意匠面に継ぎ目線を生じることなく、異なる幅寸法の成形品を製造することのできる成型用金型が望まれている。
【解決手段】成型用金型1は、型閉めすることで合成樹脂成形用のキャビティCを形成可能な内面をそれぞれ有する第1型体2および第2型体3と、キャビティC内で第1型体2に着脱可能に取り付けられる第1型用入子6と、キャビティC内で第2型体に着脱可能に取り付けられる第2型用入子とを有して成る成型用金型において、第1型体2は、成形品Pの意匠面PAを成形するための意匠面用キャビティ面CAが製品最大幅寸法Lxで面一に形成され、第2型体3は、成形品Pの意匠面PAと反対側の裏面PBを成形するための裏面用キャビティ面CBが製品最小幅寸法Lmで形成されている。
(もっと読む)
レンズ製造方法およびレンズ
【課題】レンズ中間体を金型に対して精度よく位置決めできるとともに、光学歪をレンズ外周部に発生させる。
【解決手段】
レンズ中間体300は、コバ部303を有するとともに、このコバ部303の一部が不連続となるように外周部を切り欠いたカット部306を有する。下型200は、第2転写面203の周りに、コバ部303と係合する嵌合部202を備える。コバ部303を嵌合部202に係合させることにより、レンズ中間体300が下型200に対し位置決めされる。プレス工程において、レンズ中間体300が変形すると、コバ部303に囲まれた空間の空気がカット部306から外部に排出される。また、レンズ中間体300の外周部が、上型100と下型200の間の隙間に逃げる。
(もっと読む)
成形装置
【課題】基材の外周不要部分を人手によらないで払い出すことが可能な成形装置を提供する。
【解決手段】基材70をプレス成形可能なコア型28とキャビ型6とからなる一対の成形型7と、基材70の側部にアンダーカット部を成形可能なスライド型とを型閉じすることによって形成される成形空間からはみ出た外周不要部分72を切断することで成形品が成形される成形装置であって、下部不要部分72cを切断する下部切断刃9と、下部不要部分72cと連なった側部不要部分を切断するスライド型側切断刃と、コア型28に突設され、切断された下部不要部分72cを保持可能な保持ピン30と、コア型28と保持された下部不要部分72cとの間に移動可能に配された分離部48が移動することで下部不要部分72cを保持ピン30から分離させ、下部不要部分72c及び側部不要部分を一括して一対の成形型7から離脱させて下方に払い出す払い出し装置40とを備える。
(もっと読む)
凹凸基板およびその製造方法
【課題】太陽電池や平面発光体の基板材料に関するものであり、高い光散乱性と透過特性をあわせもつ透光性基板を提供する。
【解決手段】少なくとも、ガラス基板と、該ガラス基板上に形成した凹凸形成層からなる凹凸基板であって、
該凹凸形成層表面の凹凸形状は、複数のドーム状突起またはボウル状窪みが分布したものであり、ドーム状突起またはボウル状窪みの平均サイズは50〜1800nmで、凹凸形成層は実質的に直径100nm以上の粒子を含まず、頂点傾斜角が20°以上60°未満、中間点傾斜角が30°以上70°未満、かつ頂点傾斜角と中間点傾斜角の差が10°以上であることを特徴とする凹凸基板。
(もっと読む)
光学シート成形用金型及びその製造方法、光学シート及びこれを用いたEL素子、照明装置、電子看板装置並びにディスプレイ装置
【課題】光学シートの製造時に生じるムラを解消し、輝度向上を図る。
【解決手段】型基材21の表面に形成した表面層22上に耐エッチング層24を形成し、この型基材21を精密切削機にセットし、耐エッチング層24に、表面層22に達する複数の微細な開口部25を耐エッチング層24の表面に沿い切削加工により形成する。その後、各開口部25を通して表面層22をエッチングして各開口部25の大きさに対応する径と深さを有する凹部26を形成した後、耐エッチング層24を除去し凹部26を有する金型20を作製する。この金型20の凹部26と逆の形状を光透過性基材に転写することにより凸状の単位レンズを有する光学シートを製造する。
(もっと読む)
ナノインプリントモールドの製造方法、光学素子の製造方法、およびレジストパターンの形成方法
【課題】 本発明は、可変成型ビーム方式の電子線描画装置を用いて、実用的な生産性で、200nm前後の円形パターンが規則的に配列したレジストパターンを形成し、前記レジストパターンからナノ凹凸構造体を形成することができるナノインプリントモールドの製造方法、光学素子の製造方法、およびレジストパターンの形成方法を提供することを目的とするものである。
【解決手段】 電子線の有するビームぼけの現象を積極的に利用することにより、直径100nm〜250nmの円形パターンを、可変成型ビーム方式の電子線描画装置を用いて1ショットの矩形ビームで描画し、さらに、この描画方法により形成したレジストパターンをマスクに用いて所望の3次元構造を有するナノインプリントモールドを製造することにより、上記課題を解決する。
(もっと読む)
成形体の製造装置及び製造方法
【課題】 成形体の形状精度を低下させることなく、成形体の生産性を向上することができる成形体の製造装置及び製造方法を提供する。
【解決手段】 本発明は、成形体の形状に合わせて形成された型部12a及び12bを有する一対の金型本体7a及び7bを備え、一対の金型本体7a及び7bのうちの一方の金型本体7aに塗布された熱可塑性樹脂18を他方の金型本体7bで押付けて成形体を成形する成形体の製造装置である。型部12a及び12bを一対の金型本体7a及び7bに複数有し、他方の金型本体7bが熱可塑性樹脂18を一方の金型本体7aへ押付けている状態で、隣り合う型部12a及び12bの間に位置する熱可塑性樹脂18の部分に開口を形成する開口形成手段13を備える。
(もっと読む)
光拡散ポリカーボネート用ブロアタイプの射出金型と射出方法
本発明は最近広く使用されている光拡散ポリカーボネート(PC)を容易に成形して製作することができるようにする光拡散ポリカーボネート用ブロアタイプの射出金型とその射出方法に関する。
かかる本発明は光拡散に優れた光拡散ポリカーボネート(PC)をブロアタイプで射出して製作することで、球形態の照明器具を容易に製作することができ、様々な形態の光拡散ポリカーボネート(PC)用の照明器具を廉価で製作することができ、これによって様々な形態の街灯を供給することができる。
(もっと読む)
ウェハレンズ用成形型及びウェハレンズ用成形型の製造方法
【課題】凹レンズ面への面転写性を向上させ、成形型自体の長寿命化を図ることのできるウェハレンズ用成形型及びウェハレンズ用成形型の製造方法を提供する。
【解決手段】レンズ用基板(ガラス基板12)の少なくとも一方の面に、複数の光硬化性樹脂製の凹レンズ部22aが形成されたウェハレンズ51を成形するためのウェハレンズ用成形型(サブサブマスター230)であって、一方の面に複数の凸部240が形成された成形型用基板234と、記成形型用基板234の前記一方の面で、複数の凸部240を覆うようにして形成されて、凹レンズ部22aの光学面形状に対応したネガ形状の樹脂成形部232と、を備え、成形型用基板234の厚さ1mmのときの波長365nmの光に対する光透過率が90%以上で、かつ、樹脂成形部232の厚さ1mmのときの波長365nmの光に対する光透過率が20〜80%である。
(もっと読む)
強化フルオロエラストマーブラダを用いた折り畳み式マンドレル
【課題】繰り返しの使用に対して優れた寸法安定性を発揮し、マンドレルを使用してパーツの積層を可能にするために必要な強度及び剛性を有する、折り畳み式マンドレルを提供する。
【解決手段】折り畳み式マンドレル30は空気注入式ブラダ35であり、ブラダ35が折り畳み式の側壁32を有し、ブラダ35はフルオロエラストマーゴムの内側層と外側層を有し、前記内側層と前記外側層との間に各側壁32で途切れている強化材を有する。
(もっと読む)
成形装置およびガス圧縮成形プロセス
【課題】複数のダイ中空部を備える多層構造の成形装置を提供する。
【解決手段】1以上の拘束部材がそれぞれ、2つの端部で、成形ダイ12内に設けられるストリッパー20と、隣接する封止ダイ32とを両方引っ張り、成形された物品をストリッピングすると共に2つのダイ12,16の間の距離を制限する。また、成形プロセスにおいて、複数の板はそれぞれ、2つのダイ12,16の間に配設されている。成形装置10は、徐々に閉じることができる。成形後、成形装置10は徐々に開けることができる。成形ダイ12内に設けられるストリッパー20および封止ダイ32が共に移動させられてそれぞれが、拘束部材の2つの端部で保持されると、各成形ダイ内のストリッパーはリング状留め金によって引き出されるので、成形された物品がストリッピングされる。したがって、複数の成形物品を、一回の成形処理で得ることができる。
(もっと読む)
カウンタートップとその成形金型及び製造方法
【課題】 接着工程を行わなくてもサイドカバー7付きのカウンタートップ1を得られるようにする。
【解決手段】 本発明は、人工大理石よりなるカウンタートップ1に関する。このカウンタートップ1は、幅方向寸法が前後方向寸法よりも大きいプレート本体2と、プレート本体2の前端縁から下方に延びるフロントカバー3と、プレート本体2の後端縁から上方に延びるバックカバー4と、を一体に備える。また、プレート本体2の左右両端縁から下方に延びてフロントカバー3と同じレベルの下端面を有する左右一対のサイドカバー7が、プレート本体2、フロントカバー3及びバックカバー4に一体に形成され、プレート本体2の裏面における幅方向中途部に、サイドカバー7と同じ側面形状の中間リブ8が一体に形成されている。
(もっと読む)
圧縮成形装置及び圧縮成形方法
【課題】プリフォームのブロー成形時において、加熱装置による温度調整を軽減又は省略すること。
【解決手段】プリフォームの圧縮成形金型33におけるキャビティ金型34の測定熱移動量Qb’とスライドインサート金型36の測定熱移動量Qn’を計測し、これらの測定熱移動量比Qn’/Qb’を監視する。測定熱移動量比Qn’/Qb’が一定の範囲内になるように、監視することによって、ブロー成形時に加熱手段を必要としない。
(もっと読む)
複合繊維体の成形方法および成形型
【課題】高密度層と低密度層の厚み方向の密度分布,厚み分布が多様に変化した複合繊維体の成形方法および加熱型の提供を図る。
【解決手段】加熱型2として用いられる上型2Aまたは下型2Bの少なくとも一方の型面に、断熱材4により型材料と熱伝導率が異なる部分を設定することにより、成形素材1Aの加熱状態が部分的に変わって、高密度層1aと低密度層1bの厚み方向の密度分布,厚み分布が多様に変化した複合繊維体1を得ることができる。
(もっと読む)
繊維強化樹脂成形品、およびその製造方法
【課題】中空2を有するFRP1が中子3の引き抜きを容易に行うことができない形状であっても、コストアップすることなく中空2の形状を安定させて、表面品質を向上させるとともにマトリックス樹脂の注入圧を高めて成形サイクルを短縮する。
【解決手段】FRP1において、繊維強化樹脂部4の内側に中子3を残存させる。これにより、中子3を引き抜く必要がなくなるので、FRP1が中子3の引き抜きを容易に行うことができない形状であっても、FRP1を複数のパーツに分割する必要がなくなる。このため、設備コストやランニングコストを安価に抑えることができるので、コストアップすることなく中空2を有するFRP1を得ることができる。また、中子3を引き抜く必要がないので、中子3自身の剛性を高めたり、中空2に充填物を充填してRTM成形後に充填物を抜き出したりすることで、中空2の形状を安定させることができる。
(もっと読む)
121 - 140 / 1,008
[ Back to top ]