
Fターム[4F202CA11]の内容
プラスチック等の成形用の型 (108,678) | 型全般の区分 (12,812) | 射出成形 (6,077)
Fターム[4F202CA11]の下位に属するFターム
Fターム[4F202CA11]に分類される特許
501 - 520 / 5,678
複合成形品及びその製造方法
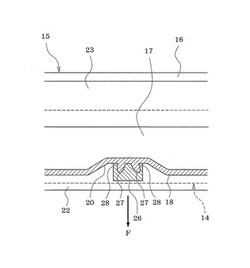
【課題】ガーニッシュ本体部とクッション部とを接合して一体化したピラーガーニッシュにおいて、ガーニッシュ本体部からクッション部が剥がれ難くする。
【解決手段】ガーニッシュ本体部14の凹状リブ部20(クッション部15の棒状部26との接合部)に2つの突出部27を設け、クッション部15を射出成形する際に2つの突出部27を凹状リブ部20の表面から離れる方向に対して交差する方向に変形(傾斜又は湾曲又は屈曲)させることで、クッション部15の棒状部26のうちの突出部27と凹状リブ部20との間に、凹状リブ部20の表面から離れる方向において突出部27に対してアンダーカット形状となるアンダーカット部28を形成する。これにより、ガーニッシュ本体部14の凹状リブ部20の突出部27とクッション部15の棒状部26のアンダーカット部28とが係合状態となり、凹状リブ部20から棒状部26が剥がれ難くなる。
(もっと読む)
片落レデューサの製造方法

【課題】材料の無駄が少なく、製造コストが低廉で、強度的にも優れた均一な片落レデューサを製造する。
【解決手段】本発明の片落レデューサの製造方法は、成形体を形成するように雄型と雌型とを配置する工程と、雄型と雌型とのキャビティに、硬質ポリ塩化ビニル樹脂を射出する工程と、硬質ポリ塩化ビニル樹脂を固化することにより筒状体を成形する工程と、雄型と雌型とを除去する工程と、成形後の筒状体を開口部の中心線に垂直な方向に切断する工程とを備える。
(もっと読む)
樹脂成型レンズ
【課題】見栄えの良いレンズであって、しかもゲート痕が発生してもスイッチノブにキズが付くことがない樹脂成型レンズを提供する。
【解決手段】シーソー式スイッチノブを挿入する挿入口を備えた室内照明灯の樹脂成型レンズ20において、金型D1とD2で樹脂成型するにあたり、挿入口の内側側面に樹脂成型用ゲートGおよびG1を設置して形成し、かつ、ゲートG、G1により発生するゲート痕G2の高さよりも背の高い突起20Tをゲート痕G2の近傍に形成するようにした。
(もっと読む)
金型構造
【課題】部品の精密な寸法を保持し、また、構造或いは外見を傷めることなく成形されるため、改良された金型構造を提供する。
【解決手段】異種材料成形体のインサート成形のための金型構造であり、上部金型210及び下部金型220を含む。前記上部金型は、インサート物を配設するキャビティ212を含む。前記下部金型は、剛性体222及び前記インサート物を載置する弾性接触部材224を含む。前記弾性接触部材は、前記形成プロセスの間の前記注入材料の寸法変動を吸収する。
(もっと読む)
発泡成形装置及び発泡成形方法
【課題】カウンタープレッシャー法を採用した発泡成形において、発泡性樹脂の充填完了時等の所定の時期に、速やかにキャビティ内のガスを排出することにある。
【解決手段】発泡成形装置は、発泡性樹脂が射出されるキャビティを形成するための金型と、キャビティ内を加圧状態にするためにガスを圧入するためのガス圧入装置と、ガス圧入装置によりキャビティ内に圧入されたガスを大気に放出するために金型に形成されたガス放出口と、キャビティ内への発泡性樹脂の充填動作が行われている間はガス放出口を塞ぎ、設定されたガス放出時にガス放出口を開く放出口開閉機構と、を有する。
(もっと読む)
射出圧縮成形機の型締制御方法および型締装置
【課題】クローズドループ制御により流量制御して供給可能なバルブが各型締シリンダに設けられた型締装置により圧力制御すると、高圧になる型締シリンダと低圧になる型締シリンダにバラつきが発生するという問題があった。
【解決手段】固定盤14または可動盤19のいずれか一方に複数配設された型締シリンダ16と、型締シリンダ16毎に対してクローズドループ制御により作動油を供給可能なバルブ28と、型締シリンダ16毎に設けられ作動油の圧力を検出する圧力センサ34,35と、可動盤19または可動金型18の位置を検出する位置センサ23とが設けられ、圧力センサ34,35より作動油の圧力を検出してバルブ28をクローズドループ制御し、型締シリンダ16毎に圧力制御を行うとともに、位置センサ23により可動盤19または可動金型18の位置を検出し、可動盤19または可動金型18のそれぞれの位置の偏差が設定値を超えたら異常と判断する。
(もっと読む)
樹脂製品の製造方法
【課題】線状金属パターンが、表面に所望のパターンで正確に積層されてなる樹脂製品を効率的に製造可能な方法を提供する。
【解決手段】線状金属パターンと対応した形状の凹溝40がキャビティ面38に形成された第一の型28と、第二の型26との間で形成される成形キャビティ48内に、線状金属パターンと同一パターンの線状金属層58が表面に形成された転写シート24を収容配置した後、成形キャビティ48内に溶融樹脂62を射出、充填して、樹脂成形品を成形する一方、線状金属層58が形成された転写シート部分60を、溶融樹脂62の射出圧にて、凹溝40内に押し込みつつ、樹脂成形品に密着させて、線上金属層58を樹脂成形品に転写するようにした。
(もっと読む)
射出成形機の型締装置と押出方法
【課題】 射出成形機やダイカストマシンにおいて、省スペースでかつ製造コストの低い電動式型締装置を提供する。
【解決手段】 固定金型を保持する固定プラテンと、可動金型を保持する可動プラテンと、トグルリンク機構を介して可動プラテンと連結するエンドプラテンと、固定プラテンに支持されたタイバーと、タイバーとエンドプラテンを係合する分割ナットと、可動プラテンなどを開閉動作する型開閉駆動装置と、トグルリンク機構を動作させ型締力を発生させるクロスヘッドと、可動プラテンを貫通しクロスヘッドに固定された押出ピンと、から構成され、クロスヘッドがエンドプラテン側に移動することにより型締力が発生し、可動プラテン側に移動することにより離型力が発生し、さらに可動プラテン側に移動することにより押出しピンを突き出すことが可能である型締装置。
(もっと読む)
合成樹脂製容器蓋を射出成形するための成形型組立体
【課題】容器蓋における空隙を規定する円弧状乃至円環状薄帯板部を有する第一の成形型部材と、円環状先端面を有し且つこの先端面の少なくとも一部が第一の成形型部材の薄帯板部の延出端面に微細間隙をおいて対向せしめられる第二の成形型部材とを含む成形型組立体に改良を加えて、第一の成形型部材における薄帯板部が損傷されてしまうことを可及的に回避する成形型組体を提供する。
【解決手段】第一の成形型部材14における薄帯板部24の延出端面と第二の成形型部材16の先端面との、微細間隙をおいて対向する領域の少なくとも一部は、相互に協働して第一の成形型部材14における薄帯板部24の延出端面が半径方向外側に変位するのを阻止する形態にせしめる。
(もっと読む)
発泡成形体の製造方法
【課題】優れた電磁波シールド性を示す発泡成形体の製造方法を提供する。
【解決手段】熱可塑性樹脂及び導電性繊維を含有する導電性樹脂組成物の発泡成形体の製造方法であって、発泡剤を含有する溶融状の導電性樹脂組成物を、金型キャビティ内に、キャビティの容積よりも少ない量で充填する充填工程と、金型キャビティの容積を維持したまま前記溶融状の導電性樹脂組成物を発泡させる発泡工程とを有する。
(もっと読む)
射出成形用金型
【課題】大幅な設計変更が不要であるうえ、製品機能や意匠変更を伴うことなく、ショートモールドを抑制しながら所望の形状に成形品を精度良く成形すること。
【解決手段】一対の型板のうちの一方の型板2には、キャビティCに連通するピンゲート10が形成され、他方の型板3には、先端面23がキャビティ内に露出した状態でピンゲートのゲート開口10aに対して向かい合うピン部材20が離脱自在に組み合わされ、ピン部材の先端面が、傾斜部分を少なくとも一部に有し、ゲート開口を通じて射出される溶融樹脂Wの流れを射出方向とは異なった所望する方向に変化させながらキャビティ内に流動させる射出成形用金型1を提供する。
(もっと読む)
遊星歯車装置用キャリアの射出成形用金型
【課題】射出成形後におけるキャリアの支持軸の倒れを矯正する別部品(環状プレート)
が不要となるように、射出成形に起因するキャリアの支持軸の倒れを抑えることができる
ようにした、遊星歯車装置用キャリアの射出成形用金型を提供する。
【解決手段】ピンポイントゲートから射出された溶融状態のプラスチックは、第2キャビ
ティ部に充填された後、第1キャビティ部内に充填される。この際、第2キャビティ部の
開口部から第1キャビティ部内に流出する溶融状態のプラスチックは、第2キャビティ部
の周囲に放射状に且つ均等に流出する。その結果、射出成形用金型2で射出成形された遊
星歯車装置用キャリアは、支持軸の倒れが抑えられる。そして、第2キャビティ部内に充
填された溶融状態のプラスチックは、第3キャビティ部内に流入する。
(もっと読む)
射出成形用金型の冷却機構
【課題】所定時間、均一に一対の金型を冷却することを可能にする射出成形用金型の冷却機構を提供する。
【解決手段】金型1、2の合せ面1b、2bを当接させて一対の金型1、2を型閉するとともに連通するように、各金型1、2に形成された冷却流路12、13と、金型1、2を進退させて一対の金型1、2を型開閉させる金型進退駆動手段11の駆動を検出し、一対の金型1、2が型閉してから所定の時間、冷却流路12、13に冷却水Wを供給して流通させる冷却水供給制御手段14とを備える。
(もっと読む)
熱硬化性樹脂成形用金型
【課題】熱硬化性樹脂の成形の際に生じる樹脂漏れによるバリを抑制可能とする。
【解決手段】金型10,20が型締めした場合において、キャビティ部30とキャビティ部周辺の型開き面12,22とを備え、前記周辺型開き面は両金型の間に隙間を有す。また、金型には、キャビティ部近傍に第1ヒーター51,53を前記周辺型開き面の近傍に第2ヒーター52,54を備えるとともに、金型側面に断熱板55,56を備えている。ランナー31には補助ランナー部310を備える。補助ランナー部310は型開き面の隙間Gよりも広く、ランナーの厚みよりも狭くして、補助ランナー部310がバリ発生箇所として固定するようにして熱硬化性樹脂の成形を行なう。
(もっと読む)
成形用金型の冷却方法及び成形用金型
【課題】圧縮気体の金型冷却用通路に流す気体温度度をクーラーなどを利用しないで下げて、冷却能力を向上する点である
【解決手段】スライドコア14の内部に圧縮空気の金型冷却用通路20を配設し、圧縮空気の金型冷却用通路20の一次側21側にノズル33を設ける。そして一次側21側の通路断面積より二次側23側の通路断面積が広い圧縮空気の膨張室34を設ける。ノズル33から噴出する圧縮空気を膨張室34で膨張させることで、その二次側23側空気温度を、一次側21側空気温度よりも低くして金型冷却用通路20に通してスライドコア14を冷却させる。クーラーなどの機器を利用しなくともスライドコア14の冷却効率を上げることができる。
(もっと読む)
射出成形型
【課題】 本発明は、射出成形型の構成を簡素化することができ、簡便な構造により、可動側型板の型開き時に樹脂材料残留部がアンダーカット部から外れて、固定側型板に付着するランナのトラレを防ぐことができる射出成形型を提供することである。
【解決手段】 ランナストリッパプレート4は、ランナロックピン10のアンダーカット部12と対応するピン挿入孔11の内周壁面に前記アンダーカット部12との間で前記樹脂材料残留部15を保持するアンダーカットタブ形成部14を有し、アンダーカットタブ形成部14は、前記アンダーカット部12の周囲に残留する前記樹脂材料残留部15の抜き勾配が異なる傾斜角度に設定された第1のテーパ面14aと、第2のテーパ面14bとを有し、前記2つのテーパ面のうちの一方は前記可動側型板2の型開き方向と直交する方向に作用する前記樹脂材料残留部15の収縮力を受ける抜け防止部20である。
(もっと読む)
防振装置
【課題】許容荷重と低バネ定数を両立させた防振装置を高信頼性および低コストで提供する。
【解決手段】中空筒状の弾性部材4と、防振対象物Xに固定される上側プレート2と、本体フレームYに固定される下側プレート3とを備えた防振装置1である。弾性部材4は、中間部に形成された小径部5と、小径部5から、上側プレート2に向かって内径が拡大する第1大径部6と、下側プレート3に向かって内径が拡大する第2大径部7とを備えていて、第1大径部6の端部に上側プレート2が一体に結合される一方、第2大径部7の端部に下側プレート3が一体に結合されている。上側プレート2は、第1大径部6の端部の開口を覆うように弾性部材4と一体に結合されていて、開口を覆う部位には、防振対象物Xと固定するための締結部材10が設けられている。
(もっと読む)
パーツ供給品
【課題】 構成部位を組み立てるのに必要なパーツのみを集めることができ、容易にパーツを探すことができるようにして、パーツの紛失を防止することができるパーツ供給品を提供する。
【解決手段】 組立模型1における特定の構成部位20を組み立てるためのパーツ301のみを集めて枝状ランナー42で枠状ランナー43に接続して特定パーツ群30を形成しているので、当該構成部位20を組み立てる際のパーツ301を容易に探すことができる。また、パーツ供給品10は、特定パーツ群30の枠状ランナー43同士を切り離し可能に結合して形成されているので、パーツ供給品10から該当する特定パーツ群30を切り離して、必要なパーツ301のみを集めることができる。このため、当該構成部位20を組み立てた後はパーツ301が残っていないので、特定パーツ群30を廃棄することができ、不要な部品を整理できる。
(もっと読む)
熱硬化性樹脂成形用金型および成形方法
【課題】熱硬化性樹脂の成形の際に生じる樹脂漏れによるバリを抑制可能とする。
【解決手段】金型10,20が型締めした場合において、キャビティ部30とキャビティ部周辺の型開き面12,22とを備え、前記周辺型開き面は両金型の間に隙間を有す。また、金型には、キャビティ部近傍に第1ヒーター51,53を前記周辺型開き面の近傍に第2ヒーター52,54を備えるとともに、金型側面に断熱板55,56を備えている。第2ヒーターには第1ヒーターよりも高い温度とした熱媒体が流れ、前記周辺型開き面にて、前記キャビティ部表面温度よりも高い極大値となる温度制御を行った金型を用いて熱硬化性樹脂の成形を行なう。
(もっと読む)
中空体成形装置
【課題】フローティングコアが成形体を通過したことを容易に確認することができ、現場での品質管理の容易な中空体成形装置を提供する。
【解決手段】主キャビティ1内に溶融樹脂を射出した後、加圧ポート3から加圧流体を圧入してフローティングコア2を出口側に移動させると共に、出口から溶融樹脂を押し出させて中空成形体12を成形する中空体成形装置において、主キャビティ1に接続され、加圧流体によって移動したフローティングコア2を収納するフローティングコア収納部6と、主キャビティ1及びフローティングコア収納部6から排出される溶融樹脂を収容する副キャビティ10と、フローティングコア収納部6と副キャビティ10とを連通させる連通路7,9と、スライド移動により連通路7,9を開閉する開閉手段8と、を備え、連通路7,9の入口断面積Bが、B<πA2/4(Aは、フローティングコア2の最大径)である。
(もっと読む)
501 - 520 / 5,678
[ Back to top ]