
Fターム[4F202CA27]の内容
プラスチック等の成形用の型 (108,678) | 型全般の区分 (12,812) | その他の特定成形 (244)
Fターム[4F202CA27]に分類される特許
21 - 40 / 244
熱可塑性樹脂粒子
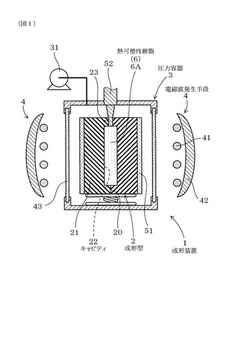
【課題】ゴム型を用いて熱可塑性樹脂の成形を行う場合に、樹脂成形品の形状、表面精度等の品質を効果的に向上させることができる熱可塑性樹脂粒子を提供すること。
【解決手段】熱可塑性樹脂粒子は、ゴム材料からなるゴム型のキャビティ内に、粒子状態の熱可塑性樹脂6Aを投入する投入工程と、ゴム型2を介してキャビティ22内における粒子状態の熱可塑性樹脂6Aに電磁波を照射し、粒子状態の熱可塑性樹脂6Aを加熱して溶融させる粒子加熱工程とを含む樹脂成形方法に用いる。熱可塑性樹脂粒子は、嵩密度が0.4〜0.8g/cm3であり、平均粒子径が250〜2000μmであり、安息角が48度以下である。
(もっと読む)
拡散シート、バックライト、液晶表示装置および拡散シートの製造方法

【課題】正面方向の輝度の低下を抑制しつつ光の拡散機能の向上を図ることができる拡散シートおよびこれを備えたバックライト、液晶表示装置ならびに拡散シートの製造方法を提供する。
【解決手段】本発明の一実施形態に係る拡散シート1は、基材11の主面11a上に凸形状の複数の構造体12と平坦部13とを有する。構造体12は基材11を透過する光の拡散機能および集光機能を有する。構造体12は主面11a上にランダムに形成されることで、モアレの発生を抑制する。また、平坦部13は、0.6μm以下の表面粗度(Ra)を有し、光の拡散機能を有する。したがって、上記拡散シート1によれば、正面方向の輝度の低下を抑制しつつ、光の拡散機能の向上を図ることができる。
(もっと読む)
金型コアに対する薄肉筒状部材の取付方法、筒状容器の製造方法及び金型コア
【課題】筒状容器の製造コストを低減させるとともに製造効率を向上させ、筒状容器の品質も保持する。
【解決手段】金型コアであるマンドレル3の先端部にラミネート筒状部材4を押し込み、マンドレル3とラミネート筒状部材4との間に気体を噴出しながらラミネート筒状部材4をマンドレル3の基端側に案内し、マンドレル3の外面に前記ラミネート筒状部材4を被着させる。
(もっと読む)
金属微細構造体及びその製造方法並びに樹脂成形物の製造方法
【課題】母型の凹凸パターンにクラックの無い金属膜を形成し、母型の凹凸パターンの破損を抑制するとともに凹凸パターンが反映された金属膜を支持部材に転写して金属微細構造体を製造することができる方法を提供する。
【解決手段】凹凸パターン14が形成された母型10の表面に下記式(I)で表されるシランカップリング剤の膜16を形成する。シランカップリング剤の膜上に金属膜18を形成した後、金属膜と該金属膜を支持する支持部材20とを一体化させる。金属膜を支持部材とともに母型から剥離させることにより、母型の凹凸パターンが反映された金属膜と、該金属膜と一体化した前記支持部材とを有する金属微細構造体30を得る。 (もっと読む)
(もっと読む)
インストルメントパネル部材及び成形型
【課題】基材露出面とパッドとの境界部分の見栄えを良くする。
【解決手段】基材3における前端側領域3aの後端縁に、前端側領域3a表面よりも下方に位置する下壁部9と、下壁部9から立ち上がり前端側領域3a表面に連続する縦壁部11とを有する段落ち部7を形成する。パッド5を、その主体をなす一般面部15と、一般面部15の前端縁に一体に連続し、下端側部分19が上記縦壁部11に接すると共に上端側部分21が基材3の前端側領域3a表面よりも上方に突出する端末部17とで構成し、端末部17の下端側部分19と上端側部分21との間に、一般面部15表面よりも下方に位置する棚部23を一体に形成する。
(もっと読む)
転写システムおよび転写方法
【課題】シート状のモールドに形成されている微細な転写パターンを被成型品に転写する転写システムにおいて、転写を効率よく行う。
【解決手段】微細な転写パターンM1が形成されている平板状のシート状モールドMAを移送位置決めするシート状モールド移送位置決め装置3と、シート状モールドMAの移送方向で上流側に設けられ、微細な転写パターンM1を被成型品Wに転写する転写装置5と、シート状モールドMAの移送方向で下流側に設けられ、転写装置5による転写がされシート状モールド移送位置決め装置3による移送がされた後、お互いが貼り付いているシート状モールドMAと被成型品Wとを引き剥がす引き剥がし装置7とを有する転写システム1である。
(もっと読む)
スタンパの製造方法、レジストマスタ、スタンパおよび成形品
【課題】スタンパ製造時における微細パターンの局所的な変形を防止することであって、最終的に得られる成形品における微細パターンを当初の狙い通りに形成すること。
【解決手段】(i)スタンパの微細パターンAの反転形状に相当する微細パターンBが形成されたレジストマスタを用意する工程、および、(ii)レジストマスタを母型とした電鋳を実施することによって、微細パターンAが形成されたスタンパを得る工程を含んで成り、工程(i)で用意されるレジストマスタの微細パターン形成面においては、微細パターンBを取り囲むような包囲線に沿って凹部パターンを形成し、工程(ii)においては、電鋳に際して生じ得る応力を凹部パターンにより緩和することを特徴とするスタンパの製造方法。
(もっと読む)
偏光板離型用二軸延伸ポリエチレンテレフタレートフィルム
【課題】コントラスト性や耐破れ性が良好で、加熱処理によるヘイズ変化が少なく、優れた光学軸精度と熱寸法安定性を有する偏光板離型用二軸延伸ポリエチレンテレフタレートフィルムを提供する。
【解決手段】二軸延伸ポリエチレンテレフタレートフィルムであって、下記構成要件(1)〜(5)を満たす偏光板離型用二軸延伸ポリエチレンテレフタレートフィルム。(1)150℃、30分間加熱したときの熱収縮率が長手方向および幅方向とも2.0%以下、(2)150℃、30分間加熱したときの長手方向の熱収縮率と幅方向の熱収縮率の差が1.0%以下、(3)マイクロ波透過型分子配向計で測定したMOR値が1.80〜2.10、(4)フィルム幅方向における配向角の変化量が500mm当り3.0°〜5.0°、(5)170℃、20分間の熱処理後のヘイズ変化量が0.1%以下
(もっと読む)
偏光板離型用二軸延伸ポリエチレンテレフタレートフィルム
【課題】コントラスト性や耐破れ性が良好で、優れた光学軸精度と熱寸法安定性を有する偏光板離型用二軸延伸ポリエチレンテレフタレートフィルムを提供する。
【解決手段】二軸延伸ポリエチレンテレフタレートフィルムであって、下記構成要件(1)〜(4)を満たす偏光板離型用二軸延伸ポリエチレンテレフタレートフィルム。(1)150℃、30分間加熱したときの熱収縮率が長手方向および幅方向とも2.0%以下、(2)150℃、30分間加熱したときの長手方向の熱収縮率と幅方向の熱収縮率の差が1.0%以下、(3)マイクロ波透過型分子配向計で測定したMOR値が1.80〜2.10、(4)フィルム幅方向における配向角の変化量が500mm当り3.0°〜5.0°
(もっと読む)
成形機用洗浄剤
【課題】成形作業終了後に成形機内に残留する成形用樹脂等を洗浄するための成形機用洗浄剤において、優れた洗浄力および易置換性を発揮しさらに優れた洗浄効率が得られる成形機用洗浄剤を提供する。
【解決手段】熱可塑性樹脂および球状中空ガラス組成物を含有する成形機用洗浄剤であって、該球状中空ガラス組成物の含有量が3〜30質量%であり、かつ、該球状中空ガラス組成物の破壊率が60質量%以上であることを特徴とする成形機用洗浄剤。
(もっと読む)
インサート部品を有する繊維強化樹脂部材の製造方法
【課題】インサート部品を有する繊維強化樹脂部材の成形において、成形後に追加加工を必要とせず、容易に精密な位置決めが可能な製造方法を提供する。
【解決手段】インサート部品4を有する繊維強化樹脂部材の製造方法であって、プリフォーム1の外表面に設けた突出部7を、成形型10に設けた凹部8に嵌入し、前記インサート部品4を成形型10によって位置決めすることを特徴とする。更に突出部7をスチールにし、成形型10の凹部8の底部に磁石9を配置すれば、突出部7を磁力で固定でき正確な位置決めができる。
(もっと読む)
加硫機および加硫体の製造方法
【課題】予備加熱工程時のガスの熱膨張による体積膨張分を、特別な操作を行わず簡便に吸収する。
【解決手段】未加硫体が収容される加硫モールド11と、加硫モールド11内にガスを供給する第1供給経路12と、第1供給経路12に接続されるとともに加熱手段13が配設され、第1供給経路12に供給される前のガスを流通させて加熱する加熱経路14と、第1供給経路12と加熱経路14とを連通、遮断する第1開閉バルブ15と、加熱経路14とガス供給源16とを接続する第2供給経路17と、加熱経路14とガス供給源16とを連通、遮断する第2開閉バルブ18と、を備え、第1開閉バルブ15を閉じ、かつ第2開閉バルブ18を開いた状態で、加熱経路14内でガスを流通させることにより、該ガスを第1供給経路12に供給する前に予め加熱する。
(もっと読む)
複合材料構造物製造用マンドレルの分解方法およびマンドレルの分解装置
【課題】 略円筒形で、複数のセグメントに分割可能な構成を有するマンドレルを、容易かつ効率的に分解することができる技術を提供する。
【解決手段】 外周面に密着して複合材料構造物が形成されている状態のマンドレルにおいて、取外し対象である1個のセグメントを最上部に位置させるように、一対のサポートリングを回転させる回転工程と、最上部に位置した取外し対象の前記セグメントを、一対のサポートリングから取り外すセグメント取外し工程とが行われる。このうち、セグメント取外し工程では、一対のサポートリングの間で、取外し対象のセグメントを、鉛直方向に沿って下降させて前記マンドレルの内側に位置させてから、一対のサポートリングの間より搬出する。
(もっと読む)
複合材料構造物製造用成形型
【課題】 略円筒形で、複数のセグメントに分割可能な構成を有する成形型において、各セグメント同士を円筒形に組み立てるときに、各セグメント同士の位置精度を優れたものとし、かつ、組立作業をより簡素化する。
【解決手段】 平板状で、その表面が凸面状となっている第一セグメントおよび第二セグメントを、1個ずつ前記表面を外側に向けた状態で、その端面をサポートリングに固定し、隣接するセグメント同士を側面で結合することで、単一の円筒状の成形型として保持する。
(もっと読む)
複合材料構造物製造用マンドレルの組立方法およびマンドレルの組立装置
【課題】 例えば航空機の胴体部等の製造に用いられる、略円筒形で、複数のセグメントに分割可能な構成を有するマンドレルを、高い位置精度で容易に組み立てることができる技術を提供する。
【解決手段】 セグメント固定工程では、対向配置した一対のサポートリングに沿って複数設定されている固定箇所のうち、1つの特定固定箇所に、固定対象である1個の前記セグメントを固定する。回転工程では、セグメント固定工程の前に、前記特定固定箇所を、サポートリングの最上部に位置させるように、前記サポートリングを回転させる。ここで、前記セグメント固定工程では、固定対象のセグメントを、前記サポートリングそれぞれの間に配置し、鉛直方向に沿って特定固定箇所に対応する高さまで上昇させてから、当該サポートリングに固定している。
(もっと読む)
成形用スタンパー、反射防止フィルムの製造方法及び反射防止フィルム
【課題】賦形型が樹脂で目詰まりせず、影も観察されず、且つ泡の巻き込みもない反射防止フィルムの製造に使用する成形用スタンパーを提供する。また、その成形用スタンパーを用いた反射防止フィルムの製造方法を提供する。
【解決手段】可視光領域の波長より小さい周期からなる突起を有し且つその突起の高さが150nm〜450nmの反射防止層を形成するための賦形型23が形成された賦形領域R1と、その賦形型23が形成されていない非賦形領域R2とを有する四辺形のスタンパーであって、非賦形領域R2が、四辺形の一辺に沿って所定の幅L3で設けられ、賦形領域R1に引き延ばす硬化性樹脂14を載せるために用いられる成形用スタンパー2により上記課題を解決する。さらに、この成形用スタンパー2を用いて反射防止フィルム10を製造する。
(もっと読む)
インプリントリソグラフィ用モールド製作方法及びモールド
【課題】インプリントリソグラフィに使用するモールドの凹部の深さを均一にしつつ、モールド面内の任意位置の一定面積におけるモールド凹部の容積を均一化し、製造コストを低減した上で、優れたモールド特性を実現する。
【解決手段】インプリントリソグラフィに使用するモールドを、マスクを用いたエッチングにより製作するモールド製作方法において、モールド面上に所望のパターンを形成するための第1マスクと、第1マスクを覆う第2マスクとを用いてエッチングを行い、第2マスクは、一定の面積内において、モールド面上に形成するパターンの開口率が高いほど、第1マスク開口部を覆う第2マスクの厚みが大きくなるよう設定され、エッチング時、第1マスクによるモールドのエッチングが開始時期を遅延することにより、パターンの開口率が高いほど、エッチングにより形成されるモールド凹部を一定領域内で均一に浅くし、前記一定面積におけるモールド凹部の容積を均一化する。
(もっと読む)
発泡成形体の製造方法
【課題】軽量でありながら、強度が優れる発泡成形体の製造方法を提供すること。
【解決手段】本発明は、発泡パリソンから発泡成形体40を製造する発泡成形体40の製造方法であって、発泡剤及び熱可塑性樹脂を含む混合樹脂を押出し発泡パリソンとする押出工程S1と、発泡パリソンの向かい合う内壁面同士を密着させ発泡パリソン積層体30とする密着工程S2と、該発泡パリソン積層体30を分割金型13で挟み込んで密閉し型締めする型締工程S3と、密着工程S2及び型締工程S3が施された後、分割金型13内の空気を吸引して減圧する吸引工程S4と、を備える発泡成形体40の製造方法に存する。
(もっと読む)
針状体の製造方法並びに針状体および針状体保持シート
【課題】患部に直接薬剤を打ち込む治療を行うための生体内適合性針状体を再現性良く高精度に製造する方法を提供する。
【解決手段】
複数のエッチング工程によって形成したマスターモールドを反転転写して形成したマスターモールドの針状体の形状を反転転写した微細孔21aを備えた針状体成型用モールド21に溶融した生体内適合性材料を充填する。生体内適合性材料が固化した後、針状体成型用モールド21取り外すことによって、先端に向かって細径化したテーパ状をなす先端部と該先端部に連なる長手方向にわたって同一径、あるいは径が小さくなる支柱部を有する生体溶解性針状体22bを製造する。
マスターモールドのエッチングにおいて、ボッシュプロセスによって任意の微細形状の支柱部を形成し、酸化シリコン膜の形成の除去を繰り返しによって、先端部の鋭角化を行うことができる。
(もっと読む)
円筒ゴム用成形型
【課題】先窄まり状の円筒ゴムをブラダ成形方法で作成する場合において、製品の品質や寿命に悪影響を及ぼすことなく軸心方向端部における空気の抜けが良好に行われるように、さらなる工夫によって改善された円筒ゴム用成形型を提供する。
【解決手段】内側から加圧膨張される円筒ゴムDを外囲して受止めるべく、軸心P方向の端部が軸心P方向で端に寄るほど径が小さくなるように縮径される縮径面sを有して先窄まり筒形の成形面Mを持つ円筒ゴム用成形型において、縮径面sを形成する型端部ktが、径方向寸法に比べて軸心方向寸法の小さい扁平なリング型rが軸心方向に複数積層配備されることで構成されている。
(もっと読む)
21 - 40 / 244
[ Back to top ]