
Fターム[4F202CA27]の内容
プラスチック等の成形用の型 (108,678) | 型全般の区分 (12,812) | その他の特定成形 (244)
Fターム[4F202CA27]に分類される特許
101 - 120 / 244
ゴム成型用金型装置及びゴム成型方法
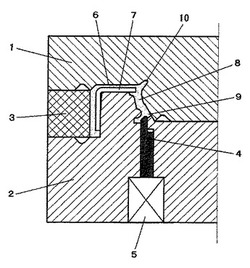
【課題】ゴム成型品の成型において、ゴムの充填不足による成型不良品の発生を効果的に低減できる金型装置を提供する。
【解決手段】金型内部のキャビティに臨んで出没動作する内圧補助部材4を金型に装備する。キャビティに未加硫のゴムが充填された後、この内圧補助部材4を突出方向に動作させてキャビティ内のゴムに内圧を付加することにより、ゴムの充填不足があってもそれを補うことができるようにする。
(もっと読む)
構造体を成形するための工具
ブランクから容器を成形するための成形工具が開示される。成形工具はキャビティ及びコアを有する。キャビティはキャビティベースに可動に接続される関節部を有する。コアはノーズベースに可動に接続されるノーズを有する。ブランクから容器を成形する際、ノーズをノーズベースに対して移動させてから、キャビティベースに対して関節部を移動させる。  (もっと読む)
(もっと読む)
タイヤ金型

【課題】タイヤをより速く、均一に、そして効果的に加熱できる改善された金型を提供する。
【解決手段】タイヤを成形するために環状凹部を構成するように配置されている複数のセグメント12を有する分割された金型であって、各セグメント12はトレッドを成形するための内側表面14をさらに有している。各セグメントは、1つまたは2つ以上の溝と、それぞれの溝内に受け入れられた筒状部材88及び90と、を有する。筒状部材88又は90は、流体の媒体を循環させる流体マニフォールドを構成するように相互に結合されている。
(もっと読む)
望ましい形状に注型し次いで金属又は高特性セラミック層で被覆することによるコンクリートのような低コストのセラミック又はポリマーから高度に機械的に要求される部品および特殊工具の製造方法
【課題】高度に要求された物品を低コストで製造するための方法、特に深絞りダイに適して他の任意の工具にも適している方法、また風車でのローターおよびケージのような大きい寸法と高い機械的要請の機械部品および他の大きい機械を製造するための方法を提供する。
【解決手段】高強度コンクリート(特記するとHPC又はUHPC)のような低コストセラミック又は低水混合キャスタブルあるいは他の任意の低コスト高機械的強度材料(低コストセラミック又は高強度ポリマーが特に適している。)を用いて部品又は工具を注型し、ダイ又は部品の作業面を金属、金属間化合物又は高機能性セラミックで被覆し、その際に高価値作業面を得るために投射又は堆積法が用いられる方法。
(もっと読む)
弾性履帯の製造方法及びこれを用いた加硫成形装置
【課題】強固に加硫接着することができる弾性履帯の製造方法及びこれを用いた加硫成形装置を提供する。
【解決手段】帯長手方向において加熱ゾーンHと冷却ゾーンCとに区画された金型8によって帯長手方向の一端部を未加硫または半加硫のままにして帯状ゴム様体7を加硫成形する。このあと、この帯状ゴム様体7の一端部に形成された未加硫または半加硫状態の接合面14をそれと同じ帯状ゴム様体71または他の帯状ゴム様体72の未加硫または半加硫となっている帯長手方向の他端部に接合させて加硫接着する。この単一または複数の前記帯状ゴム様体7の一端部と他端部同士を互いに一体化するようにして製品を構成する。上記の製造方法において、帯状ゴム様体7の接合面14と製品の外面となる製品外面2Aとの境界線Bを冷却ゾーンC内でかつ加熱ゾーンHから離れたところに位置させた状態で当該接合面14を帯状ゴム様体7の他端部に加硫接着させる。
(もっと読む)
成形機用洗浄剤組成物
【課題】溶融成形機の樹脂流路内残存樹脂を速やかに洗浄排出でき、洗浄剤組成物自身の残存も次成形材料により容易に置換される洗浄性能と易置換性(非残留性)に優れた洗浄剤組成物を提供すること。
【解決手段】第一の熱可塑性樹脂(A)100重量部及び、該熱可塑性樹脂(A)と非相溶性の第二の熱可塑性樹脂(B)0.5〜30重量部を含む非相溶性樹脂混合物と、フッ素化重合体とを含有する組成物を成形機用洗浄剤組成物として用いる。フッ素化重合体の量は非相溶性樹脂混合物100重量部に対して0.5〜20重量部とすること好ましい。
(もっと読む)
粉体成形方法とそれに用いる粉体成形用金型
【課題】簡素な金型構成で、加圧の解放時や取出し時に割れや欠けの発生させることのない粉体成形方法とそれに用いる金型を提供する。
【解決手段】金型を組合せて直方体の空隙14を形成し、この空隙に粉体を供給した後、前記空隙の側面を、前記金型を介して加圧することで、矩形の断面を有する長尺の粉体成形物を成形する方法であって、前記加圧は、空隙の六側面を一定時間加圧する第一の加圧工程と、六側面の内、対向する二側面の加圧を先に解放して前記金型の一部を移動させた後、残りの四側面の加圧を解放する第二の加圧工程とした。
(もっと読む)
離型フィルム
【課題】防シワ性と離型性とが両立した離型フィルムを提供する。
【解決手段】少なくとも一方の表面性状が、JIS B0601:2001に準拠する方法により、先端半径2μm、円錐のテーパ角60°の触針を用い、測定力0.75mN、カットオフ値λs=2.5μm、λc=0.8mmの条件にて測定される粗さ曲線の最大高さ粗さRzが0.5〜20μm、かつ、粗さ曲線要素の平均長さRSmが50〜500μmである離型フィルム。
(もっと読む)
離型剤組成物
【課題】1回の処理で繰り返し成形できる回数を大幅に増大させることができ、1回の処理が容易で短時間におこなうことができるとともに、追加処理も可能な離型剤組成物を提供する。
【解決手段】(A)シリコーンエマルジョン、(B)ウレタン樹脂系水性エマルジョンまたはウレタン樹脂系水性分散物、並びに(C)分子鎖末端に少なくとも1つのエポキシ基を有するシランおよび/またはその部分加水分解物を含有する離型剤組成物である。
(もっと読む)
ゴムクローラの製造方法及びその成型用金型
【課題】ゴムクローラを効率よく製造できる方法及び形成用金型を提案する。
【解決手段】内側モールド4と、この内側モールド4に合わさる外側モールド5との相互間に、クローラの内周壁を形成するインナーゴムシート、補強層を形成する埋設部材及び接地部を形成するアウターゴムシートをそれぞれ順次に積層配置して加圧、加硫、成型してゴムクローラを製造するに当たり、前記内側モールド4に、インナーゴムの内表面につながり該内側モールドの周りに沿い間隔を掛けて配列された複数のキャブティを有するモールドを設置し、このモールドのキャビティ内にゴム材料をそれぞれ供給、充填することによりインナーゴムと一体になる駆動突起用の凸部を形成する。
(もっと読む)
FRP成形品の製造方法及びこの製造方法を用いて作製したFRP成形品
【課題】本発明は、液状樹脂を使用してモデル型、FRP型、及び成形品を作製する場合に、織物の織り目模様が精密に転写され自然な風合が再現でき、装飾性に優れる成形品の製造方法及びこの製造方法により作製した成形品を提供することを目的とする。
【解決手段】本発明は、モデル型の織り目模様を施す表面の上にモデルとなる織物を載せ、この織物に硬化剤を配合した液状樹脂を含浸させた後、前記織物の織り目模様が浮き出るように、織り目に残る前記液状樹脂の量を調整し、この織物を硬化させてモデル型を作製する工程と、このモデル型から反転してFRP型を作製する工程と、このFRP型から反転してFRP成形品を作製する工程とを有するFRP成形品の製造方法である。
(もっと読む)
空気入りタイヤ、靴、タイヤチェーン、及び、空気入りタイヤ用加硫金型
【課題】使用初期から更に高い制動性能が得られる空気入りタイヤ及び空気入りタイヤ用加硫金型を提供することを課題とする。
【解決手段】本発明に係る空気入りタイヤでは、トレッド部16の陸部表面26SのRskが0以上とされている。これにより、タイヤが接地していても、トレッド表面と接地面との間に形成される空隙Zを埋めない構造とすることができる。従って、タイヤ使用初期であっても、氷上での高い制動性能や牽引力を確保することができる。
(もっと読む)
光学フィルム
モアレ防止及びウェットアウト防止機能を有する光学フィルムが、その作製のためのシステム及び方法と共に記述される。光学フィルムを作製するのに使用されるマスターは、マスター表面の面外の軌道に沿って切削する単軸アクチュエータを使用して形成される。軌道に沿った切削工具の動きにより、可変深さ及び可変ピッチを有する溝が表面に刻まれる。このマスターから形成されるプリズムは可変深さ、可変高さを有し、これによりウェットアウト防止及びモアレ防止機能が提供される。  (もっと読む)
(もっと読む)
型締装置
【課題】高精度な移動ダイプレートの移動制御をシリンダ装置により実現できる型締装置を提供する。
【解決手段】型締装置3は、固定金型101を保持する固定ダイプレート11と、移動金型103を保持し、固定ダイプレート11に対して型開閉方向に移動可能な移動ダイプレート13と、移動ダイプレート13を型開閉方向に駆動可能な型開閉シリンダ17とを有する。型開閉シリンダ17は、固定ダイプレート11に固定されたシリンダ部21と、シリンダ部21内を摺動可能なピストン23と、ピストン23に固定されるとともに移動ダイプレート13に固定されたロッド25と、ロッド25のシリンダ部21に対する変位量を検出可能な測長センサ27とを有する。制御装置7は、測長センサ27の検出値に基づいて型開閉シリンダ17を制御する。
(もっと読む)
微小針の製造方法
【課題】生体分解性樹脂を用いて、微小針の先端部に欠損のない、品質の安定したマイクロアレイを大量に製造すること。更には、そのための金属母型を精度良く作製すること。
【解決手段】所望の微小針に対応する貫通孔を有するPDMS製の鋳型を品質良く大量に作成し、生体分解性樹脂の遷移点から融点までの高温で転写加工を行い、遷移点近傍で樹脂を離型させ、それによって樹脂製の微小針を製造する方法を提供する。更に、良質なPDMS製の鋳型を大量に作製するための金属製母型の製造方法を提供する。これらにより、製品規格的に信頼性の高い微小針が効率的に製造できることとなった。
(もっと読む)
金属成形用ワックス型製造に使用されるゴム型製造のための溝付き角棒による組み換え式枠型
【課題】
組み換え式枠型にすることで、枠型を多数必要とすることなく原型に最良の形状の枠型を構成し、ゴム材の無駄を省く。
【解決手段】
凹状の複数の溝20を加工した2本の縦角棒11と、外側の該溝20にはめこまれ、かつ縦角棒11と同厚で溝20と同幅の2本の横角棒12とにより、四辺とその内部に空部を構成し、該空部内寸に合わせた同厚の角棒12、13,14等をはめ込み原型16の形状に合わせた原型とゴム材を収納するための空部を構成し、構成された空部に原型16とゴム材を収納し、ゴム材を加圧して硬化させゴム型を成形する。硬化したゴム型を枠型から脱型し、ゴム型を不規則な状態で上下に切断して原型16を取り出し、ゴム型の内部に原型による空隙部を構成する。
(もっと読む)
曲がりホース成型用金型及びこれを用いた曲がりホースの製造方法
【課題】複雑な三次元形状を有し内面にしわやたるみのない高品質の曲がりホースを、低コストで簡便に製造可能な曲がりホース成型金型を提供する。
【解決手段】曲がりホースの成型に用いられる金型であって、前記曲がりホースの所定の曲げ形状に加工された金属棒2と、この金属棒2の長手方向の任意の位置と円周方向の任意の向きに固定可能とされると共に、未加硫の前記ホースを支持可能な複数個のホルダー3とを備えてなる。
(もっと読む)
金型
【課題】長い金型寿命の実現が可能な金型を得る。
【解決手段】金型1は、固定型2と、この固定型2に組み合わされるとともに固定型2との間に製品31が鋳造される内部空間Sを形成する可動型3とを備える。この金型1は、固定型2および可動型3のいずれか一方の少なくとも一部を構成する型部材12と、型部材12に嵌め込まれる入れ子21とを備える。型部材12および入れ子21は、協働して内部空間Sの一部を規定する型面41を形成する。この型面41には、型部材12と入れ子21との間の境界部分47に沿って凹部51が設けられている。
(もっと読む)
DLC膜及びDLCコート金型
【課題】高温耐久性を始めとする保護膜として要求される種々の特性、特に耐熱性や耐融着性、表面平滑性に優れたDLC膜と、このようなDLC膜を備えたDLCコート金型を提供すること。
【解決手段】DLC膜をta−C、つまり、sp3/(sp2+sp3)構造比が0.5〜0.9、水素含有量が0〜5原子%、ナノインデンテーション硬さが40〜100GPa、密度が2.7〜3.4g/cm3であるDLCから成るものとし、基材上に成膜された表面に対する針先端曲率半径2μmの触針式表面形状測定器による測定送り0.01mmの表面走査検出において、基材の成膜前における被成膜面の算術平均粗さRa(S)に対するDLC膜面の算術平均粗さRa(D)の絶対値変化量ΔRa(=|Ra(S)−Ra(D)|)が0.75nm以下、且つ当該DLC膜面における高さ又は深さが20nm以上の凹凸の数が単位走査距離及び単位膜厚あたり0.01個/単位走査距離(mm)/単位膜厚(nm)以下のものとする。
(もっと読む)
シームレスマスタ
【課題】ディヒューザ及びそれらに関連したディヒューザ−マスタの縁部境界である「干渉」パターンと関係する種々の問題を解決する。
【解決手段】予め選択された長さ及び幅のシームレスのディヒューザのシートを作製するための中空の円筒形のシームレスの金属マスタ(604)。本発明の追加の様相は、中空の円筒形のシームレスの反転可能なエラストマー系マスタ(402)及びそれを作る方法並びに感光媒体に可変のディヒューザの記録をもたらす装置及びプロセスを有する。
(もっと読む)
101 - 120 / 244
[ Back to top ]