
Fターム[4F202CA27]の内容
プラスチック等の成形用の型 (108,678) | 型全般の区分 (12,812) | その他の特定成形 (244)
Fターム[4F202CA27]に分類される特許
61 - 80 / 244
ゴムホースの製法

【課題】アバタ等の外観不良が生じず、マンドレルの差し込み、抜き取り,洗浄性等の作業性に優れたゴムホースの製法を提供する。
【解決手段】マンドレル1に未加硫ゴムホース3を嵌挿するに際し、マンドレルの外周面に予め下記の(X)を塗布するとともに、未加硫ゴムホースの内周面に予め下記の(Y)を塗布する工程と、上記マンドレルに未加硫ゴムホースを嵌挿した状態で未加硫ゴムホースを加硫する工程と、上記加硫後の加硫ゴムホースからマンドレルを引き抜く工程と、上記引き抜いた後の加硫ゴムホース側に塗布された上記(Y)を水性液で洗浄する工程とを備えたゴムホースの製法である。(X)非水系の潤滑剤2。(Y)水溶性増粘剤を含有する水溶液であって、粘度が2000〜5000mPa・sの範囲に調整された水溶液。
(もっと読む)
空気ばね用ダイアフラムの製造方法および空気ばね用ダイアフラム

【課題】加硫金型にベントホールを設ける必要なしに、いいかえれば、製品ダイアフラムにベルトスピューを発生させることなしに、そのダイアフラムの外表面へのベア等の欠陥の発生を十分に防止することで、ダイアフラムの耐久性および成形精度を大きく向上させた空気ばね用ダイアフラムの製造方法を提供する。
【解決手段】一端を上面板に、他端を下面板にそれぞれ気密に連結される空気ばね用ダイアフラム8を製造するに当り、未加硫の筒状ダイアフラム素材の外周面を、半径方向に拡縮径変位可能な複数個のセクターモールド3により加硫成形する。
(もっと読む)
ゴムクローラの製造装置及び製造方法
【課題】 スパイラル形式の抗張体の内周側に位置する中成形型と、抗張体の外周側に位置する上下の上成形型及び下成形型との間で、クローラ外周側ゴム及びクローラ内周側ゴムを、抗張体の略半周長分加硫成形した後に、残りの略半周長分のクローラ外周側ゴム及びクローラ内周側ゴムを加硫成形するようにしたゴムクローラの製造装置を安価に提供する。
【解決手段】 中成形型11を横方向に移送自在に案内する案内レール8を設けて該中成形型11を上成形型12と下成形型13との間に出入り自在とし、中成形型11を上成形型12と下成形型13との間から引き出した状態で、中成形型移送方向Xに直交する横方向に、ゴムクローラの中間製品を中成形型11から取出し又は中成形型11にセットすることができるように案内レール8の一部を取り外し可能とした。
(もっと読む)
曲がりホースの製造方法
【課題】屈曲箇所の多い曲折形状や3次元の曲折形状のように複雑な曲折形状であっても、容易に曲がりホースを製造する。
【解決手段】挿入孔21を有する3枚以上のプレート2が鉛直方向に積層されたプレート群の積層方向に連なる各挿入孔21に、未加硫ゴムホース1を挿入する。そして、少なくとも一つの押し治具3の所定の凹凸形状の押し面3aをプレート群の少なくとも一つの側方に当てて押すことにより、少なくとも2枚のプレート2を他のプレート2に対して水平方向に相対移動させて、未加硫ゴムホース1を曲折形状に曲げる。曲折形状に曲げられた未加硫ゴムホース1を加熱して加硫し、曲がりホースとする。
(もっと読む)
ゴムクローラの製造装置
【課題】 有端帯状で且つその長手方向両端から抗張力コードの端部側が延出するように該抗張力コードが埋設された長尺帯状ゴム体の両端を、ジョイント用成形型内でジョイント用ゴムにより接続して形成されたゴムクローラにおいて、ジョイント用ゴムの加硫時に発生する抗張力コードの波打ちを防止する。
【解決手段】 ジョイント用成形型8のキャビティ8Cの長尺帯状ゴム体6の長手方向両端部側部分6bを収容する部分に、ジョイント用ゴム7を加硫する際のゴムの圧力Fによって、長尺帯状ゴム体6の長手方向両端部側部分6bをジョイント用ゴム7を加硫する部分からクローラ周方向Xに離れる方向に移動させるべく0.5〜2mmの逃げ代18を設ける。
(もっと読む)
ゴム製品の成型加硫用離型剤組成物およびゴム製品の製造方法
【課題】 ブラダー表面に迅速に弾性被膜を形成し、ゴム製品の成型加硫工程時におけるブラダーの離型性に優れ、さらに連続成型加硫できるゴム製品の成型加硫用離型剤組成物と、この成型加硫用離型剤組成物を使用して、効率よく行われるゴム製品の製造方法とを提供する。
【解決手段】 ゴム製品の成型加硫用離型剤組成物は、特定の変性ポリシロキサンである成分(A)〜(E)と、界面活性剤と、水とを含有する離型剤であって、成分(A)の配合量を100重量部としたときに、それぞれの配合量が、成分(B)が50〜200重量部、成分(C)が100〜300重量部、成分(D)が100〜300重量部、成分(E)が1〜50重量部、界面活性剤が1〜50重量部、水が300〜5000重量部である。
(もっと読む)
ゴムホースの製法
【課題】アバタ等の外観不良が生じず、マンドレルの差し込み、抜き取り等の作業性に優れたゴムホースの製法を提供する。
【解決手段】マンドレルに未加硫ゴムホースを嵌挿するに際し、マンドレルの外周面および未加硫ゴムホースの内周面の少なくとも一方に予め下記(X)の水性液を塗布する工程と、上記マンドレルに未加硫ゴムホースを嵌挿した状態で未加硫ゴムホースを加硫する工程と、上記加硫工程を経た後で加硫されたゴムホースからマンドレルを引き抜く工程とを備えたゴムホースの製法である。
(X)下記(A)と(B)との混合液からなり、粘度が2000〜5000mPa・sの範囲に調整された水性液。
(A)水分量が40〜94重量%の範囲のシリコーン系エマルジョン。
(B)水溶性増粘剤。
(もっと読む)
ラップドVベルトの加硫方法及びラップドVベルトの加硫装置
【課題】リング金型の組立及び解体という高負荷の作業を廃止し、作業負荷の飛躍的な軽減と製造効率の飛躍的な向上とを図る。
【解決手段】外被布で周囲が覆われた環状のベルト100を加硫してラップドVベルトを製造する。ベルト装着領域50aでは、駆動ドラム11aの外周において軸方向に沿って螺旋状に連続して延びるよう形成されたV状溝26に対して未加硫状態のベルト100が嵌め込まれ、一対のドラム11にベルト100が架け渡されるように装着される。一対のドラム11の軸間距離が調整され、ベルト100に張力が付与される。加硫領域50bでは、駆動手段16によって駆動ドラム11aが回転駆動されて軸方向に移動するベルト100が、加熱手段14によって加熱されて加硫される。
(もっと読む)
中空成形品の製造方法及び装置
【課題】内圧成形法で複雑な形状を有する中空成形品を成形するのに好適な方法及び装置を提供する。
【解決手段】中空成形基材1の中空部2bに袋状体22を挿入し、次いで中空部2bに充填材14を充填する。そして、成形型11のキャビティ空間部内で袋状体22に加圧流体を供給して袋状体22を膨張させる。これにより、充填材14を介して袋状体22の押圧力を中空成形基材1に伝達し、中空成形基材1を成形型11のキャビティ面12a、13aに押圧して中空成形品を成形する。
(もっと読む)
金型の製造方法及び金型
【課題】耐摩耗性に優れた金型及びその製造方法を提供すること。
【解決手段】炭化タングステン粒子21を結合相22によって結合した基体10と、主に銅23からなる充填材料が炭化タングステン粒子21の間に充填され、炭化タングステン粒子21同士を結合してなる改質表層113とを有する金型。改質表層113は、基体10の表面の少なくとも一部に形成される。改質表層113の深さは、炭化タングステン粒子の平均粒径以上であることが好ましい。改質表層113の深さは、1〜10μmであることが好ましい。改質表層113における基体側と反対側の表層に配された炭化タングステン粒子21は、基体側と反対側の表面を、主に銅からなる表面層によって覆われてなることが好ましい。
(もっと読む)
射出成形型および車両用内装材
【課題】サブマリンゲートを有する射出成形型において成形品の意匠面側の一部が凹むことを防ぐ。
【解決手段】本発明は、キャビティCを構成する下側成形面C2に接続されたサブマリンゲート41を有する射出成形型10であって、サブマリンゲート41の先端は、キャビティC内に成形された車両用内装材50を所定の厚みだけ厚肉化した厚肉部54に接続されている構成としたところに特徴を有する。このようにすれば、不要部分56に引っ張られて発泡層52の一部が引きちぎられたとしても、厚肉部54の部分で対応するため、車両用内装材50の意匠面側53の一部が凹むことを防ぐことができる。
(もっと読む)
ゴム様弾性体製品
【課題】 水性塗料や水性接着剤を確実にむらなく塗布することのできる、ゴムや樹脂で形成されたゴム様弾性体製品を提供する。
【解決手段】 水性塗料や水性接着剤を確実にむらなく塗布(付着)させることのできるゴム様弾性体で形成した製品であり、製品本体2の塗装面S1または接着面S2に、中心線平均粗さRaが5μm〜1000μmの連続する凹凸模様3を形成する。また、凹凸模様3を、シボ3aまたは多数のスリット3bで形成する。これにより、ぬれ性を高め、水性塗料や水性接着剤をむらなく塗布する。
(もっと読む)
成形型
【課題】成形型と転写層の剥離工程における成形型の破損を抑制し、かつ成形時における反りが小さい成形型を提供する。
【解決手段】成形型1は、一方の面側に凹凸パターンを有する第1の基板11と、前記第1の基板11の前記凹凸パターン形成面の反対側に接合された第2の基板12と、前記第2の基板12を前記第1の基板11とで挟持して配置され、前記第2の基板12と接合された第3の基板13と、を具備し、前記第1の基板11と前記第3の基板13は熱膨張係数が同一あるいは略同一の材料からなる。
(もっと読む)
モールド固定用スペースゴム
【課題】高い加硫温度と低いドライアイス温度との繰り返し履歴を受けても、ゴム弾性を維持し、強度(耐クラック性)を保持し得るモールド固定用スペースゴムを提供する。
【解決手段】ブチルゴム90〜95質量%及びクロロプレンゴム5〜10質量%からなるゴム成分100質量部に対して、カーボンブラック40〜60質量部、ヒマシ油5〜10質量部、熱硬化性樹脂3〜10質量部、亜鉛華3〜10質量部、並びに滑剤0.1〜2質量部を含むゴム組成物からなるモールド固定用スペースゴムである。
(もっと読む)
ベルト製造用金型
【課題】様々な種類のベルトを容易に製造可能なベルト製造用金型を供給する。
【解決手段】ベルト製造用金型10は、内金型12、成形金型16、内側外金型18、および外側外金型20を含む。加硫工程において、内金型12の外周面12Oに巻きつけられたベルト材料は、成形金型16の内周面16Iに押圧される。この結果、成形金型16の内周面16Iの形状に対応したリブ形状を有するVリブドベルト等が製造される。ベルト製造用金型10においては、成形金型16と内側外金型18とが別体であり、成形金型16とは内周面の形状が異なる複数の成形金型にも交換可能であるため、様々な種類のVリブドベルトが、容易かつ選択的に製造可能である。
(もっと読む)
金型
【課題】アルミニウムの金型への凝着を低減することができるとともに、酸化被膜と母材との密着性を高めて酸化被膜の剥離を抑制することができる鋳鋼製金型を提供する。
【解決手段】重量%で、Siを1.25%以上3.00%以下、Crを1.25%以下含有する鋳鋼からなる金型であり、予熱によって、当該金型表面には、膜厚が1.5〜10μmであるFe↓3O↓4の酸化被膜が形成され、当該酸化被膜は不活性であるためアルミニウムとの潤滑性があり、アルミニウムの凝着を抑制することができる。
(もっと読む)
成形用中子
【課題】FRP成形時における樹脂付着を防止できると共に離型性(非粘着性)を備え、成形品から容易に引き抜くことができる成形用中子を提供する。
【解決手段】成形用中子10は、細長形状に形成されている。成形用中子10は、粘弾性を有する材料で形成された中子本体11と、中子本体11と一体成形されて中子本体11の表面を被覆するように設けられた表面被覆フィルム12と、を備える。表面被覆フィルム12がフッ素フィルムで構成されている。
(もっと読む)
ゴムホース用離型剤
【課題】成形ホース用マンドレルに使用可能な離型剤として、アクリルゴムホースに吸収されにくく、挿入/脱型性、残液性、水洗浄性に優れた離型剤の提供。さらに、酸化防止剤を添加することで、高温での加硫に際しても、使用可能である挿入/脱型性、残液性、水洗浄性に優れた離型剤を提供する。さらに、高温長時間の加硫においても、酸化防止剤の併用により、離型性を損なうことなく、所望の効果が得られる離型剤を提供する。
【解決手段】下記一般式(1)(式中、R1及びR4はそれぞれ炭素数1〜8の炭化水素基を表し、R2及びR3はそれぞれ酸素原子、窒素原子を含有してもよい炭素数1〜20の炭化水素基を表し、m及びnはそれぞれ0〜100の数を表し、pは5〜300の数を表し、qは0〜8の数を表し、A1、A2及びA3はそれぞれ炭素数2〜4のアルキレン基を表す。)で表されるウレタン化合物を主成分とするアクリルゴムホース用離型剤により達成。 (もっと読む)
(もっと読む)
熱可塑性複合材料のテープ載置の方法
熱可塑性複合材を成形型(1)に積層状に載置する方法において、この方法は、成形面(3)を有する成形型を提供する工程であって、成形型の少なくとも一部が多孔質材料を含む工程と、成形面に負圧を生成するように多孔質材料(5)に負圧を印加する工程と、熱可塑性複合材料の最初の層(8)を成形面上に載置する工程であって、熱可塑性複合材料が成形面での負圧により成形面に対して保持される工程と、熱可塑性複合材料をコンソリデーションにより圧着する工程とを含む。 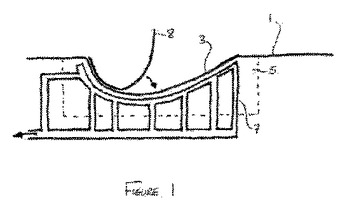 (もっと読む)
(もっと読む)
光学薄板の射出圧縮成形金型および光学薄板の射出圧縮成形方法
【課題】 光学薄板を成形する際に、特にゲート近傍の部分の内部応力が少ない光学薄板を成形することのできる射出圧縮成形金型および射出圧縮成形方法を提供する。
【解決手段】 固定金型13と可動金型12の間に形成されるキャビティ14内にフィルムゲートP3を介して溶融樹脂を射出し、キャビティ14内の溶融樹脂を圧縮して成形を行う光学薄板Pの射出圧縮成形金型11において、キャビティ14の一辺の長さL2に対して80%以上の長さL1であってキャビティ14の厚さよりも薄く設けられたフィルムゲートP3と、前記フィルムゲートP3に配設されたゲートカッタ24とが備えられている。
(もっと読む)
61 - 80 / 244
[ Back to top ]