
Fターム[4F202CK52]の内容
プラスチック等の成形用の型 (108,678) | 型の構成 (12,065) | 分割型、入れ子 (3,777) | 移動するもの (2,121)
Fターム[4F202CK52]の下位に属するFターム
離型のための (747)
特別な可動手段によるもの (581)
Fターム[4F202CK52]に分類される特許
101 - 120 / 793
ソフトボトルの製造方法および製造装置
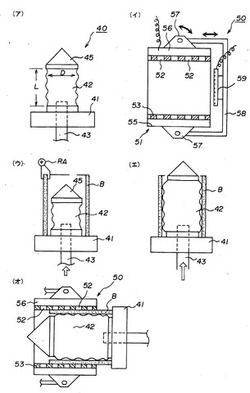
【課題】 安価に大量生産に適したソフトボトルの製造方法を提供する。
【解決手段】バリヤフイルム製の筒状の胴部をコア(30)に装着するとき、初めに縮小した第1の治具(40)の胴部保持体(42)に挿入して、圧縮空気により膨張させて胴部保持体(42)に保持する。胴部を保持している第1の治具を第2の治具(50)の内筒(53)内へ挿入する。挿入するとき、内筒(53)と胴部との間に空気膜を形成する。内筒(53)に吸着しておいて第1の治具を縮小して抜く。第2の治具の内筒(53)に吸着されている胴部をコア(30)に被せるように挿入する。挿入するとき空気膜を形成する。コア(30)に吸着しておいて第2の治具を抜く。
(もっと読む)
プラスチック成形品、プラスチック成形品の成形方法、および該プラスチック成形品を有する光走査装置

【課題】プラスチック成形品における転写面の形状精度の向上を図る。
【解決手段】金型のキャビティ内の樹脂に樹脂圧力を発生させ、被転写面を転写することにより形成した転写面11を有するプラスチック成形品10において、転写面11以外の少なくとも1つの面に突起形状40を有し、該突起形状40を有する面と同一面に金型のキャビティ形状を不完全転写することにより形成した凹形状の不完全転写部22を有し、かつ、転写面以外の少なくとも1つの面に凸形状の不完全転写部21を有する。
(もっと読む)
成形品組立体製造装置
【課題】複数の成形品を成形した後、成形品が互いに連結されるまでの間、成形品の姿勢を所定の姿勢に確実に維持する装置を提供する。
【解決手段】第1成形型52Hを使用して第1成形品12を成形すると共に第2成形型51Uを使用して第2成形品11Uを成形し、その後、第1成形型に第1成形品を保持させた状態で第1成形品の一部を露出させると共に第2成形型に第2成形品を保持させた状態で第2成形品の一部を露出させ、第1成形型に対して第2成形型を移動させて第1成形品に第2成形品を連結させることによって複数の成形品からなる組立体を製造する成形品組立体製造装置に関する。第2成形品の成形時に第2成形品の外形を規定する壁面として第2成形型が第2抜出可能方向に対して垂直な方向に第2成形品外周壁面を一周するように延在する第2成形品包囲壁を有する。
(もっと読む)
成形用金型
【課題】射出成形等の樹脂の成形において、様々な形状の成形品の成形に対応でき、かつそれらの成形品を高い生産性で製造できる成形用金型の提供を目的とする。
【解決手段】可動金型10と固定金型20を有し、可動金型が、凹部11aが形成されたキャビティブロック11と、エジェクターピン18を有するエジェクタープレート14と、エジェクタープレート14のキャビティブロック11の反対側に接触させて設けられ、その接触面と交差する方向に沿って移動して、エジェクタープレート14をキャビティブロック11側に押し出すまたは引き戻すスライドブロック15とを有する射出成形用金型1。
(もっと読む)
熱可塑性材料から中空本体を製造する方法及び該方法を実施する装置
【課題】熱可塑性材料から中空本体を製造する方法に関し、キャビティを形成する複数部品ツール内で、可塑化した熱可塑性材料の少なくとも2つのシート状の巻き取り形状のプレフォームを成形して2つの相補的なシェルを形成し、前記シェルを一緒に合わせて実質的に閉じた中空本体を形成し、内部部品を固定した中空本体の成形方法を提供する。
【解決手段】前記プレフォーム7はそれぞれ部分キャビティ5を有するツールの開成部分の間に持ち込まれ、該ツールの部分は前記プレフォーム7の間に配設されるツールセパレーター9に対して閉じられ、前記プレフォーム7は圧力差を用いて部分キャビティ5の内部に挿入されて成形され、さらなる分離工程では、前記ツールは再開成され、製造すべき中空本体の内部部品13は前記シェルに固定され、最後に前記シェルは前記ツールを再度閉じることで一緒に合わされて閉じた中空本体を形成することを特徴とする。
(もっと読む)
パネルの成形方法
【課題】パネル本体の後面に枠状部を一体に設けた合成樹脂製パネルであって、前面側に向って凸となるように湾曲したパネルにおいて、凸の湾曲の程度が許容範囲内である、形状精度の良好なパネルを提供する。
【解決手段】固定型2と、該固定型に型閉めされる第1の可動型11とを用いて前記パネル本体を射出成形するパネル本体21の成形工程と、該第1の可動型11を型開きし、枠状部成形用キャビティ13を有した第2の可動型12を該固定型に対し型閉めし、枠状部22を射出成形する枠状部成形工程とを有するパネルの成形方法。第1の可動型11を型開きしたときに、パネル本体21の前記一方の面の周縁部が該固定型2のキャビティ面3aから離反する。
(もっと読む)
ポリプロピレン系樹脂組成物、射出発泡成形体およびその製造方法
【課題】低射出率下でも表面外観に優れ、衝撃強度および射出発泡成形性が良好で、大幅な軽量化可能で、リサイクル性も優れたポリプロピレン系樹脂組成物、射出発泡成形体およびその製造方法の提供。
【解決手段】特定のMFR値,ダイスウェル比,伸張粘度,第1法線応力差とせん断応力との比を有する直鎖状プロピレン・エチレンブロック共重合体とプロピレン系重合体からなるポリプロピレン系樹脂と、特定の重合方法,MFR,融解ピーク温度Mw/Mn,tanδ曲線が0℃以下にピークを有するプロピレン−エチレンブロック共重合体と、エチレン系エラストマーと、発泡剤を含有するポリプロピレン系樹脂組成物。
(もっと読む)
インナーリブを備えた樹脂積層板の製造方法
【課題】インナーリブを備えた樹脂積層板の提供。
【解決手段】スライドコア300を設けた一対の金型の間に、熱可塑性樹脂製シートP1、P2を位置決めする段階と、熱可塑性樹脂製シートP1と一方の金型のキャビティとの間に密閉空間を形成する段階と、密閉空間を吸引しつつ、他方の金型に向かってスライドコア300を突出させることにより、熱可塑性樹脂製シートP1を賦形するとともに、シートの一部を他方の金型に向かってU字状に突き出す段階と、熱可塑性樹脂製シートを他方の熱可塑性樹脂製シートに溶着させる段階と、熱可塑性樹脂製シートの周縁同士を溶着して、2枚の熱可塑性樹脂製シートの内部に密閉部280を形成する段階と、スライドコア300を引っ込めることにより、U字状に突き出された熱可塑性樹脂製シートの内面同士を互いに対向させる段階と、対向内面同士を溶着させて、インナーリブを形成する段階とを有する樹脂積層板の製造方法。
(もっと読む)
射出成形による樹脂成形品の製造方法
【課題】端子金具等のインサート部品を内部に備える樹脂成形品を製造する際に、インサート部品が不適切な位置で露出してしまうことを防止でき、また、その位置精度を所望に確保できる技術を提供する。
【解決手段】射出成形装置100において、金型コアバック部50の可動タイミングを、インサート部品である端子90を金型スライド部40の端子先端保持部41に挿入した後にすることによって、端子90の位置の精度を向上させる。また、金型コアバック部50を射出成形前に所定量Dだけ可動する事により、金型コアバック部50と端子90との間に樹脂壁が形成される。これによって、端子90の不適切な露出、ショート及び異物の付着等の防止ができる。
(もっと読む)
プラスチックレンズ成型方法
【課題】重合硬化反応に伴う体積縮小による成型品周面のテープシワの発生を簡単かつ確実に抑制できる新規なプラスチックレンズ成型方法の提供。
【解決手段】一対のモールド20,20間を粘着テープ10でその周方向に沿って連続的に封止してキャビティCを区画形成した後、前記キャビティCに重合性モノマーを充填し、その後、前記一対のモールド20,20同士を互いに接近する方向に継続的に力を加えた状態で前記キャビティC内に充填した重合性モノマーを重合反応させる。これによって、重合硬化反応に伴う体積縮小をモールド20,20間の距離の変化によって吸収するため、体積縮小による成型品周面のレンズシワの発生を簡単かつ確実に抑制できる。
(もっと読む)
成形体の製造装置及び製造方法
【課題】 成形体の形状精度を低下させることなく、成形体の生産性を向上することができる成形体の製造装置及び製造方法を提供する。
【解決手段】 本発明は、成形体の形状に合わせて形成された型部12a及び12bを有する一対の金型本体7a及び7bを備え、一対の金型本体7a及び7bのうちの一方の金型本体7aに塗布された熱可塑性樹脂18を他方の金型本体7bで押付けて成形体を成形する成形体の製造装置である。型部12a及び12bを一対の金型本体7a及び7bに複数有し、他方の金型本体7bが熱可塑性樹脂18を一方の金型本体7aへ押付けている状態で、隣り合う型部12a及び12bの間に位置する熱可塑性樹脂18の部分に開口を形成する開口形成手段13を備える。
(もっと読む)
射出成形用金型とその成形品
【課題】低歪領域を有し、かつウエルドラインのない孔を有した成形品を提供する。
【解決手段】成形品の形状に孔形状がある場合、樹脂は孔を形成させるための金型形状にぶつかり流路が分岐する。分岐が終わって再度合流する際に、樹脂表面が固化し、完全に接合されず成形品にウエルドラインが生じる。成形品接触面4と近い部分に高温度冷却回路2を配置し、樹脂を射出するより前に高温度冷却回路2に樹脂のガラス転移点以上である温度のスチームを流す。樹脂を射出した直後にスチームを切り、高温度冷却回路2には何も流さず樹脂の充填を完了させる。樹脂は低温度冷却回路1の温度により固化され、固化終了後に金型を開き、成形品を取り出す。樹脂の流動時にウエルドライン消失領域6の金型入子3の表面温度を上昇させることで、流路分岐後に再度合流する樹脂表面の固化を遅らせて、樹脂を完全に接合できウエルドラインを消失させることができる。
(もっと読む)
樹脂成形装置、樹脂成形方法、及び樹脂成形品
【課題】形状精度が高く、且つ内部歪みが小さい樹脂成形品が得られる樹脂成形装置、樹脂成形方法、及び樹脂成形品を提供する。
【解決手段】溶融樹脂を金型のキャビティ内に射出充填して、キャビティの転写面を樹脂に転写する樹脂成形方法であって、溶融樹脂が逆流しようとすると逆流方向に移動して封止する金型のキャビティ内に溶融樹脂を封止し、キャビティの非転写面の近傍にキャビティに対して出入自在に配置された駒摺動駒を金型からキャビティ内の溶融樹脂を押し込む方向に前進移動させ、溶融樹脂を冷却する際に摺動駒をキャビティ内の溶融樹脂から離れる方向に移動させて溶融樹脂を固化する。
(もっと読む)
射出成形方法、およびその装置
【課題】良好な微細転写が可能で、ムラの少ない射出成形方法を提供する。
【解決手段】射出装置から金型内に溶融成形材料を射出し、射出した溶融成形材料を金型内で冷却、固化させて成形品とし、この成形品を、金型内に前後進可能に設けられた押出部材を電動機により前進させて、金型内から押し出し、取り出し可能とした射出成形方法であり、金型が有するキャビティ内の所定位置まで押出部材を押し出し、かつ押出部材に所定量の力を付与して所定の押出し位置に保持させ、その後金型内に射出装置から溶融成形材料を射出し、金型内に射出した溶融成形材料による圧力が、押出部材に、押出部材に加えた所定量の力を超えたときなどに、その圧力により押出部材を金型内で後退させることとして射出成形方法を構成した。
(もっと読む)
複合成形品用射出成形機およびその成形方法
【課題】 第1の盤と第2の盤との間に、型開閉方向と直交する方向の軸を中心に回転される中間金型が設けられた複合成形品用射出成形機において、工場レイアウト上有利な構造とするとともに型締装置の全長を短くするか、または中間金型または回転盤の構造を簡単にする。
【解決手段】 第1の金型21が取付けられる第1の盤22と第2の金型23が取付けられる第2の盤24との間に、型開閉方向と直交する方向の軸Aを中心に回転される中間金型20,20が前記第1の金型21および第2の金型23と対応して設けられた複合成形品用射出成形機11の型締装置12において、前記第1の盤22または前記第2の盤24の少なくとも一方の盤22,24の中央には型開閉方向に沿って設けられた射出装置13,14のノズルが挿入される凹部32,38が形成され、前記凹部32,38内または前記凹部32,38の近傍には突出装置30,31が配設される。
(もっと読む)
プレス成形方法およびその成形体
【課題】強化繊維とマトリックス樹脂からなる成形材料の成形体製造時における、工程の簡略化および作業性に優れるプレス成形方法を提供する。
【解決手段】強化繊維とマトリックス樹脂からなる成形材料7をプレス成形する方法において、開口部を有する凹部の型5と、該凹部に対応する凸部を有し、該凹部の型5との間でキャビティが構成される凸部の型2からなるプレス成形型であって、動力源として、プレス成形型を稼働させる加圧装置の型締め力および/または型開き力を用い、剪断力により余肉部分を除去する剪断加工機構3、4と、成形材料7を加圧し、プレス成形をする機構とを併せ持った構成を有する成形型1内にて実施するプレス成形方法。
(もっと読む)
燃料タンク製造方法及び燃料タンク
【課題】樹脂材料で構成されると共に燃料透過を抑制した燃料タンクを低コストで製造可能な燃料タンク製造方法と、樹脂材料で構成されると共に燃料透過を抑制でき部品点数も少なくて済む燃料タンクを得る。
【解決手段】上側燃料タンク構成体16Aを上下に挟んで、首部18及び延出部20を形成する。外型構成体62Aの凸部によって、延出部20には凹部26(薄層部28)を形成する。凹部26の下側では、延出部20を支持して補強する首部厚肉部42を形成する。
(もっと読む)
合成樹脂製ボトルのブロー成形方法
【課題】合成樹脂製ボトルの底部を均一に延伸することができて薄肉化と強度及び耐熱性の向上とを両立させることができ、しかも、比較的少ない工程数で低コストの合成樹脂製ボトルを得ることができる合成樹脂製ボトルのブロー成形方法を提供する。
【解決手段】底部金型17を第1の所定位置よりも下方の第2の所定位置に位置させた状態で、延伸膨出工程により、胴部金型16内のプリフォーム1aに内圧を付与し、下部を下方に膨出させた底部膨出部1cを有する中間成形体1bを形成させる。このとき、底部膨出部1cは、底部金型17に非接触或いはリブ成形部25の少なくとも一部を残して底部金型17に当接する。続いて底部成形工程により底部金型17を第2の所定位置から第1の所定位置に移動させ、底部膨出部1cを突き上げ、底リブ9を成形しつつ底凹部7を形成させる。
(もっと読む)
インサート成形品及びインサート成形品の製造方法
【課題】インサート部材を圧着して成形されるインサート成形品及びその製造方法において、接着強度が弱くてもインサート部材の滑りを防止でき、外観形状に影響を与えることなく肉厚変化を防止することのできるインサート成形品及びその製造方法を提供する。
【解決手段】予め成形されたインサート部材を、樹脂に金型で圧着して成形され、該インサート部材形状に外形形状が依存しないインサート成形品であって、前記インサート部材は、圧着される前記樹脂方向に凸に設けられる凸部と、前記凸部の周囲に少なくとも1つ以上の前記凸部により生じた肉逃げを補完する凹部と、を備える。
(もっと読む)
レンズの製造方法
【課題】可動型に成形品を残すことができるレンズの製造方法を提供することを目的とする。
【解決手段】レンズ(fθレンズ100)の製造方法は、固定型200Aに対して可動型200Bを動かすことで、各型200A,200Bを合わせる第1工程と、各型200A,200Bのキャビティ内に材料を流し込んで固める第2工程と、固定型200Aに対して可動型200Bを動かすことで、型200を開いてレンズを取り外す第3工程とを備える。そして、この製造方法では、可動型200Bとして、レンズのリブ部120に対応したリブ対応面220と、一方のレンズ面112に対応した第1対応面212とを有する型を用い、固定型200Bとして、他方のレンズ面111に対応した第2対応面211を有する型を用いる。
(もっと読む)
101 - 120 / 793
[ Back to top ]