
Fターム[4F202CK52]の内容
プラスチック等の成形用の型 (108,678) | 型の構成 (12,065) | 分割型、入れ子 (3,777) | 移動するもの (2,121)
Fターム[4F202CK52]の下位に属するFターム
離型のための (747)
特別な可動手段によるもの (581)
Fターム[4F202CK52]に分類される特許
41 - 60 / 793
射出発泡成形用金型装置、及びこれを用いた射出発泡成形体の製造方法
【課題】シール部材を使うことなく、かつ、簡便に、高発泡倍率を有する外観の優れた発泡成形体を得ることを目的とする。
【解決手段】固定型と、前進・後退可能な可動型及び外縁部可動中子を有して構成され、外縁部可動中子は、可動型の外縁部の突き当て面に、固定型の方向に押すスプリングを介して取り付けられた可動中子であり、固定型と可動型との突き合わせ面には、固定型と可動型との間に形成されるキャビティを構成するためのキャビティ面がそれぞれ形成され、固定型及び可動型の少なくとも一方に、その外表面からキャビティ面に向かって、原料注入孔、ランナー、樹脂ゲート、ガス注入孔及びガス排出孔が形成され、成形時に上記可動型を後退させたとき、外縁部可動中子によって、キャビティの密閉状態が保持され、ガス注入孔からキャビティを経てガス排出孔にかけて、ガスを流通させるガス供給装置を配する。
(もっと読む)
射出成形金型、樹脂成形品、および樹脂成形品の製造方法

【課題】成形品がアンダーカット部を有する場合であっても、成形品の多数個取りが可能であり、成形品に見合った大きさで簡易な構造の射出成形金型、および該金型を用いて製造された樹脂成形品、並びに該金型を用いた樹脂成形品の製造方法を提供する。
【解決手段】射出成形金型1は、固定型と可動型3とスライドコア4とを有し、中空部を有する樹脂成形品を多数個取りするための金型であって、固定型と可動型3とのパーティングラインが1ヶ所であり、該射出成形金型における成形キャビティが、可動型の可動方向に直列にスライドコア4により分けられて複数形成され、成形品の中空部を形成するコアピン5を有し、それぞれの成形キャビティに樹脂を充填するためのサブマリンゲート6が該コアピン5に形成されている。
(もっと読む)
合成樹脂製キャップ成形用の金型構造
【課題】ストリッパーが係止する位置とネジコアの有効ネジ始め部対応位置間の軸方向距離を短くしてもネジ垂れを発生させることなく、合成樹脂製キャップを成形することができる金型構造を提供する。
【解決手段】スカート壁外周部の係合突起に係合してキャップを突き出して離型するストリッパー30を有し、該ストリッパーはネジコア24の有効ネジ始め部対応位置を含む所定範囲の真下に対向する天面内周部に切欠部32を形成してなり、型抜きに際して切欠部32はスカート壁101を拘束しないので、その部分のスカート壁は外方へ拡がりやすくなり、最も抵抗が大きいアンダーカット部分の型抜き抵抗を緩和する。
(もっと読む)
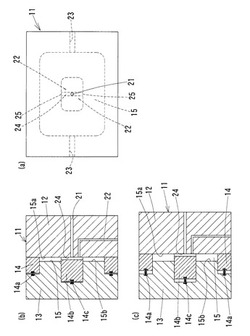
射出成形方法、射出成形金型
【課題】無駄になる樹脂量の増加を防ぎつつ、ウェルドラインなど外観不良の発生を抑制する。
【解決手段】意匠成形面14及び非意匠成形面15に沿ったゲート13の幅方向をキャビティ10の幅方向とし、且つゲート13の射出方向をキャビティ10の奥行き方向とし、非意匠成形面15には、キャビティ10の幅方向における両端とゲート13との夫々の間に、側面16からキャビティ10の奥行き方向に沿って延びる長穴17を形成し、この長穴17に嵌合し、非意匠成形面15の位置まで退避した退避位置と、意匠成形面14に向かって突出する突出位置との間で進退可能な可動壁18を形成し、キャビティ10に対して溶融樹脂の射出を行う際、可動壁18を突出位置まで突出させておくことで溶融樹脂の幅方向への流動を一旦堰き止めてから、可動壁18を退避位置へと退避させる。
(もっと読む)
射出成形機及び射出成形方法
【課題】良否判定を短い時間で漏れなく行うことができ、不良品の流出を防ぎ、品質の安定化をはかることができる射出成形機及び射出成形方法を提供する。
【解決手段】射出成形機10及び射出成形方法は、金型11と、樹脂の射出後、金型11が閉じているときに、金型11の内部において樹脂に接する金型11の一部の面に、加圧手段15により樹脂に対して突き出す加圧機構14と、を備え、加圧機構14による突き出す面の突き出し量に基づいて樹脂の良否判断を行う。
(もっと読む)
モールド金型及びこれを用いた樹脂モールド装置並びに圧着装置
【課題】ワークをクランプする際に、キャビティ駒がワーク当接面の傾斜に追従してクランプしてワークを破損することなくクランプすることが可能なモールド金型を提供する。
【解決手段】上型キャビティ凹部3の底部を形成するスイベル駒4が昇降かつ傾動可能に支持されており、スイベル駒4は、ワーク当接面と反対面に凸状球面部4cが形成されており、対向するガイド駒16の凹状球面部16cにガイドされて傾動する。
(もっと読む)
筒状部材の製造方法
【課題】隣り合う屈曲部の間からコア金型を外側に引き抜くことができないために一体成形が不可能であった任意の形状の筒状部材を確実且つ容易に製造することを可能にする筒状部材の製造方法を提供する。
【解決手段】内型と外型を型閉して形成した射出空間に溶融材を射出して筒状部材Aを成形する筒状部材の製造方法において、内型の少なくとも一部として筒状のコア部材8を用い、このコア部材8の内孔が筒状部材Aの内孔10を形成する所定位置にコア部材8を配置して型閉し、射出空間に射出した溶融材6を冷却し、内型と外型を型開する際にコア部材8を残し、冷却固化した溶融材6と一体化したコア部材8を構成要素にして筒状部材Aを製造するようにした。
(もっと読む)
射出成形用金型
【課題】略U字状に延在する貫通孔を有する成形品を一度の射出成形工程で成形することで、樹脂界面や溶着跡が無い高品質の成形品を製作すると共に工程数を削減して生産性の向上を図ることを目的とする。
【解決手段】略U字状に延在する貫通孔を有する成形品を成形する射出成形用金型1であって、成形品の外面を成形するキャビティ20が形成されたキャビティ型2と、貫通孔を成形する略U字状のコア型3と、が備えられ、コア型3が、折り返し部分3aの中央で、キャビティ型2の外部からキャビティ20内にそれぞれ挿設された一対のスライドコア30,30に分割され、一対のスライドコア30,30が、U字状のコア型3の外側部分に位置する外型31と、U字状のコア型3の内側部分に位置する内型32と、にそれぞれ分割され、外型31と内型32とが、スライドコア30のスライド方向に沿って相対的にスライド可能となっている。
(もっと読む)
眼鏡用プラスチックレンズの製造方法
【課題】重合剥がれのない眼鏡用プラスチックレンズの製造方法を提供する。
【解決手段】眼鏡用プラスチックレンズの製造方法は、所定の間隔で対向配置した2個の成形型11,12の側面に粘着テープ13を巻いてこれらの成形型11,12を粘着テープ13で固定し、2個の成形型11,12と粘着テープ13で囲まれたレンズを成形するキャビティー14を形成する成形型組立工程と、キャビティー14に原料組成物20を注入する注入工程と、原料組成物20を硬化させてプラスチックレンズ30を得る硬化工程とを有する眼鏡用プラスチックレンズの製造方法であって、粘着テープ13のJIS Z0237に準じた保持力は、10mm以上又は落下であり、硬化工程において、2個の成形型11,12のいずれか一方又は両方が、成形型組立工程で固定した位置から粘着テープ13の内面を移動して互いの間隔を狭める。
(もっと読む)
型内被覆成形方法及び型内被覆成形用金型
【課題】 型内被覆成形において成形品の表面側から注入した塗料を側面から裏面側に周り込ませて塗装する場合でも、効果的に塗料の漏れを防止する技術を提供する。
【解決手段】 本発明に係わる型内被覆成形用金型では、製品キャビティの金型割面に隣設した補助キャビティに突起部を配して金型開閉方向に伸びる壁部を形成するとともに、該壁部を形成する金型部分に対して、金型開閉方向に直交する方向に伸びる微小突起を成形するための溝部を形成した。本発明は、前述の構成により、成形時において金型を微小に開くことにより塗料を注入するための隙間を確保するとともに、微小突起が溝部から外れて金型のキャビティ面に強く押し付けられるので漏れを防止するためのシール部を形成する。従って、本発明によれば、樹脂成形品の表面側から注入した塗料を側面から裏面側に周り込んで広げて塗装する場合においても、塗料の漏れを効果的に防止できる。
(もっと読む)
回転金型支持装置及び多層成形方法
【課題】単層射出成形機を積層射出成形機に転用する場合に、成形機への追加改造を少なくすることができ、更には、固定金型と可動金型と回転金型部とを1組の金型として型開閉装置から着脱することができる回転金型支持装置及び該回転金型支持装置を備えた射出成形機を使用する積層成形方法を提供する。
【解決手段】固定盤と可動盤との間に配置され、1つの円軌跡と、それぞれの一端が該円軌跡に連続して接する型開閉方向に平行な1組の平行直線軌跡とで同一平面に構成される案内軌跡を有するスライドガイド部と、前記スライドガイド部に案内される2つのガイドブロック部と、前記ガイドブロック部が、前記同一平面において前記円軌跡の直径と同じ距離だけ離間するように配置される回転金型支持部と、前記ガイドブロック部の一方と前記可動盤との間を連結する第1のリンクと、を備えたことを特徴とする回転金型支持装置によって達成される。
(もっと読む)
射出圧縮成形金型及び射出圧縮成形方法
【課題】固化する前の溶融樹脂を圧縮部材により圧縮しながら押し込んで形成した凹部を有する成形品の製造において、成形品の損傷を抑制して、成形品の品質低下を抑制すること。
【解決手段】固定側金型2と可動側金型4との間に型閉じ状態において形成されている成形空間内へ射出された溶融樹脂が固化する前に、圧縮部材24を成形空間内へ移動させて固化する前の溶融樹脂を圧縮して押し込んで凹部を形成し、溶融樹脂を圧縮した圧縮部材24を溶融樹脂が固化した後に移動させて固化した溶融樹脂から離間させ、圧縮部材24を離間させた状態でエジェクターピン26を移動させて、可動側金型4に接触している固化した溶融樹脂からなる成形品Pを押圧して、可動側金型4から取り出す。
(もっと読む)
射出成形金型及び射出成形方法
【課題】射出成形金型を用いた成形品の製造において、製造工程を増加させずに、成形品の品質をより向上させること。
【解決手段】型閉じ及び型開きが可能な固定側金型2と可動側金型4との間に、型閉じ状態において形成されている成形空間へ射出した溶融樹脂を冷却して固化させ、可動側金型4に取り付けられている可動入れ子6の温度を、溶融樹脂のガラス転移点よりも高い温度に調節し、ガラス転移点よりも高い温度に調節した可動入れ子6を、溶融樹脂が射出された成形空間へ移動させて、固化させた状態の溶融樹脂を押圧することにより、ヒケ等の不整部分が形成された成形品に対し、固定側金型2と可動側金型4とを型閉じ状態としたままで、成形品のうち可動入れ子6で押圧される部分に形成された不整部分を整形する。
(もっと読む)
成形装置及び成形方法
【課題】金型の周囲に位置する型枠を熱可塑性樹脂に確実に当接することが可能な成形装置を提供する。
【解決手段】本実施形態の成形装置(1)は、押出装置(12)からシート状に押し出した熱可塑性樹脂(P)を金型(32)のキャビティ(116)に真空吸引し、熱可塑性樹脂(P)をキャビティ(116)に沿った形状に賦形する成形装置(1)であり、金型(32)の周囲に位置し、当該金型(32)に対して移動可能な型枠(33)を備え、型枠(33)の下側を構成する枠下部(33-2)は、型枠(33)の上側を構成する枠上部(33-1)よりも熱可塑性樹脂(P)側に突出している。
(もっと読む)
樹脂パネル部材の成形方法
【課題】成形サイクルを長くすることなく、薄肉ソリッド部を十分に冷却硬化させて後発泡膨れ現象をなくす。
【解決手段】キャビティ容積を拡大させるコアバック法により基材3上にパッド13を一体に成形する時、基材3を保持するコア型103の型成形面109に突設された突出部109aを、基材3のパッド13外周縁部に対応する開口部27に嵌入してキャビティ117に臨ませ、キャビティ空間117aの熱可塑性樹脂をキャビティ容積拡大前に冷却硬化させて、パッド13の外周縁部に薄肉ソリッド部29を形成する。
(もっと読む)
転がり軸受用保持器及びその製造方法、並びに転がり軸受
【課題】ボイドが無く高強度で、寸法精度に優れる保持器を、圧縮専用の別機構や、ポケットのバリ取り作業を要することなく低コストで提供する。
【解決手段】保持器形状と一致するキャビティと、キャビティの保持器円環部相当部位の適所に連続して該保持器円環部相当部の外部に設けられた樹脂溜りと、樹脂溜りに連続する空洞及び空洞を摺動する可動ピンを配設した成形用金型を用いるとともに、可動ピンを引いて該可動ピンの先端と樹脂溜りとの間に空所を形成した状態で溶融樹脂組成物を射出してキャビティ、樹脂溜り及び空所を充填した後、溶融樹脂組成物が固化する前に可動ピンを樹脂溜り側に移動して樹脂溜り内の溶融樹脂組成物をキャビティ内に押し込み、この圧縮状態のまま溶融樹脂組成物を固化させて保持器を製造する。また、このようにして得られた保持器を備える転がり軸受を提供する。
(もっと読む)
リサイクル可能ポリマーで作られた自転車フレームを得るための鋳型およびプロセス
【課題】リサイクル可能ポリマーで作られる自転車フレームを得るための鋳型および射出プロセスを提供する。
【解決手段】鋳型が、固定部分2と可動部分3から構成され、固定部分2も可動部分3も、熱射出ポリマーを受けそれに続いて自転車フレームを得るために共同で構造通路を構成するようにそれぞれの支承キャビティプレート2c,3cが組み付けられる基部プレート2b、3bを備える。可動部分3のキャビティ支承プレート3cは、メイン中央引出しGPがが組み付けられる長手方向ベッド3dを備え、第2の引出しGSが組み付けられる側部ベッド3eをさらに備える。前記長手方向ベッド3dは、メイン引出しGPがそこを滑ることできるようにする周囲トラック3fを備え、メイン引出しGPが水平方向MHに移動できるようにする角度に配置される押しピン3gを備える。側部ベッド3eは、第2の引出しGSのための押しピン3g’をさらに備える。
(もっと読む)
ガラスインサート成形用金型及びそれを用いたハウジングケースの製造方法
【課題】正面部分に充分な硬度を与えることができるハウジングケースを得ることができる製造方法とこれに用いるガラスインサート成形用金型とを提供する。
【解決手段】型締めによって固定型15と可動型10との間に平面板2を挟持するとともに、平面板2の周縁部及び端面が面するキャビティ13を形成するガラスインサート成形用金型。固定型15は、平面板2の周縁部に接する底部と当該底部から連続して平面板2の端面に接触する壁部とを先端に有するスライドコア5と、平面板2を挟持する面に設けられた吸引孔8とを備える。スライドコア5は、平面板位置決め位置Iとキャビティ形成位置IIとの間を型締め方向に進退可能である。
(もっと読む)
成形方法
【課題】ガラス板の全周に合成樹脂の成形部を、このガラス板の変形や破損をできるだけ招かない態様で、容易かつ適切に成形できるようにする。
【解決手段】雌雄一対の主型30、31と、この一対の主型30、31のいずれか一方に対しこの一対の主型30、31の金型分割方向xと同じ方向に可動可能に組み合わされると共に前進位置において主型内空間S内に位置される一部32aによってこの主型内空間Sを内側空間Saとこれを囲繞する外側空間Sbとに仕切る補助型32とを備えた金型3を用い、前記内側空間Sa内に前記ガラス板1をセットした後、前記外側空間Sbに前記成形部2を構成する一次側部分20の合成樹脂を充填し、次いで、前記補助型32を後退させてガラス板1と一次側部分20との間に空隙Scを形成させこの空隙Scに前記成形部2を構成する二次側部分21の合成樹脂を充填する。
(もっと読む)
金型ホルダ及び射出成形機
【課題】金型が位置決めされた状態であるかを確認可能とすること。
【解決手段】本発明の金型ホルダは、金型が着脱自在に装着されるホルダ本体と、金型を位置決めされた状態で前記ホルダ本体に保持する保持位置と、前記ホルダ本体に対する金型の着脱を許容する退避位置と、の間で可動の可動部材と、前記可動部材の位置を検出する位置検出手段と、を備える。
(もっと読む)
41 - 60 / 793
[ Back to top ]