
Fターム[4F202CK52]の内容
プラスチック等の成形用の型 (108,678) | 型の構成 (12,065) | 分割型、入れ子 (3,777) | 移動するもの (2,121)
Fターム[4F202CK52]の下位に属するFターム
離型のための (747)
特別な可動手段によるもの (581)
Fターム[4F202CK52]に分類される特許
61 - 80 / 793
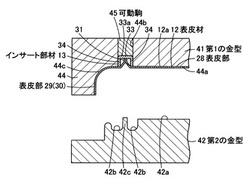
樹脂成形品の製造方法
【課題】製造コストの上昇を抑制しつつインサート部材を芯材に一体的に取り付けできる樹脂成形品を提供する。
【解決手段】進退可能な可動駒45を有する第1の金型41の可動駒45に対向する位置に装飾部材13を配置する。第1の金型41と第2の金型42とを型合わせして空間を形成し、空間に芯材を構成するための樹脂原料を充填する。可動駒45を第2の金型42側へと進出させて装飾部材13の少なくとも一部を樹脂原料に埋設した状態で樹脂原料を固化させて樹脂成形品を形成する。装飾部材13を芯材に対して別途取り付ける工程などが不要となるため、製造コストの上昇を抑制しつつ、装飾部材13を芯材に対して一体的に取り付けできる。
(もっと読む)
歯間ブラシの成形方法および成形装置

【課題】歯肉を傷めず、歯垢、食物残滓等を略完全に除去できる歯間ブラシを安価に成形できる歯間ブラシの成形方法を提供する。
【解決手段】歯間ブラシは、硬質材からなる本体部(H)と軟質材からなり多数のブラシ毛がを有するブラシ部(B)とから構成する。このような歯間ブラシを、固定側金型(1)と、可動側金型(10)と、可動側金型(10)のパーティング側に設けられている成形治具(30)とからなる成形装置によって成形する。金型(1、10)には1次成形位置(X1)と2次成形位置(X2)が設けられ、成形治具(30)は180°回転させてこれらの位置を交互に移動させることができる。1次成形して本体部(H)を成形する。本体部(H)は成形治具(30)に載せて、成形治具(30)と共に2次成形位置(X2)に移動させ、2次成形によって本体部(H)にブラシ部(B)を成形する。1次成形と2次成形は実質的に同時に行う。
(もっと読む)
射出成形装置及び射出成形方法
【課題】樹脂の射出成形にあたり、ウエルドライン部の強度不足,ジェッティング,ガラス繊維浮きなどを解消する。
【解決手段】固定型16と可動型32の間に形成されるキャビティCには、2つのゲート22A,22Bから樹脂34が射出される。樹脂34の射出にあたり、前記キャビティCを形成する成形穴36の内部でのスライドコア38の進退により、射出開始から一定時間経過後までは、キャビティCを一定容積に維持する。そして、一定時間が経過し、キャビティC内の樹脂34が合流して密着した後は、射出完了までスライドコア38を徐々に後退させてキャビティCの容積を徐々に拡張する。スライドコア38の進退は、スライドコア進退機構80により行う。これにより、製品120のウエルドラインの発生をなくし、強度不足が解消される。また、ジェッティングやガラス繊維入り材料使用時のガラス繊維浮きを解消する。
(もっと読む)
複合ヒンジキャップの成形方法
【課題】キャップ本体及び上蓋がヒンジ連結された筒状側壁を組み合わせてなる複合キャップを、生産性及び成形性よく提供可能なヒンジキャップの成形方法を提供することである。
【解決手段】頂板部及びスカート部から成り、頂板部にはスコアで区画された開口予定部が形成され、該開口予定部を取り囲むと共に注出方向の反対側に切欠きを有する注出用ノズルが形成されてなるキャップ本体、及び前記スカート部を外側から覆う筒状側壁及び該筒状側壁の上部の一端にヒンジ連結された上蓋から成る外側部材を、前記注出用ノズルの切欠きとヒンジが同じ位置になるように組み合わせて成る複合ヒンジキャップの成形方法において、前記キャップ本体及び上蓋を開いた状態の外側部材を射出成形するに際して、キャップ本体と筒状側壁が、金型の型開き方向に離隔して並列に位置し、注出用ノズルの切欠きとヒンジが一致する位置になる同一金型内で成形し、射出成形後型抜きの際にキャップ本体及び外側部材を組み合わせることを特徴とする。
(もっと読む)
ポケット部形成装置及びPTP包装機
【課題】装置の大型化を抑制しつつも、汎用性の向上等を図ることのできるポケット部形成装置及びPTP包装機を提供する。
【解決手段】PTP包装機は、帯状の容器フィルム3にポケット部2を形成するポケット部形成装置等を備える。ポケット部形成装置は下型及び上型を備え、各型にはポケット部に対応して複数の孔部が形成されている。下型の孔部には成形プラグが上下動可能に挿通され、上型の孔部にはコイルばねにより付勢された状態でプッシャが収容されている。そして、両型により容器フィルム3を挟持した上で、成形プラグを第1位置まで突出させ、深さXのポケット部2を形成する。続けて、成形プラグを第2位置まで後退させ、プッシャの圧力により、ポケット部2の頂部2aに深さYの凹部2bを形成する。
(もっと読む)
中空容器における内蔵部品の結合方法
【課題】内蔵部品の埋設周りの容器壁部のねじれや内蔵部品の姿勢崩れを低減できる中空容器における内蔵部品の結合方法を提供する。
【解決手段】本発明に係る中空容器における内蔵部品の結合方法は、本金型に転写されたパリソンに対し、結合対象の第1内蔵部品2および第2内蔵部品3を取り付け、本金型を閉じて第1内蔵部品2と第2内蔵部品3とを未結合状態として中空容器1を成形する中空容器成形工程と、本金型から取り出した中空容器1の冷却時に、中空容器1の外面を押圧部23により押圧して中空容器1の変位により第1内蔵部品2と第2内蔵部品3とを結合状態にする内蔵部品結合工程と、を有する。
(もっと読む)
樹脂モールド装置
【課題】モールド金型にワークと共に搬入された樹脂が金型クランプ面からの加熱により硬化が進まないように搬入して金型クランプ時のモールド樹脂の流動性を確保することで成形品質を向上させた樹脂モールド装置を提供する。
【解決手段】プレス部Cに備えたモールド金型には、半導体チップ粘着面側に樹脂が供給されたキャリアプレートKを金型クランプ面より離間させて支持するワーク支持部37が金型クランプ状態において金型クランプ面より金型内に退避可能に設けられている。
(もっと読む)
2色成形用金型及び2色成形品の成形方法
【課題】1次成形部を凹状に成形することなく、かつ、1次成形部が可動側金型とともに第1のキャビティから移動可能な2色射出成形金型及び2色射出成形方法を提供すること。
【解決手段】2色射出成形金型1は、可動側金型3と、第1のキャビティ41を可動側金型3との間に規定する第1の固定側金型5と、可動側金型3とともに1次成形部45が第1のキャビティ41から移動した際に、第2のキャビティ61を可動側金型3との間に規定する第2の固定側金型7とを備える。可動側金型3は、1次成形部45の成形時に第1の固定側金型5の固定側ランナ51から第1の樹脂43が流入する可動側ランナ55と、可動側ランナ55からの第1の樹脂43を第1のキャビティ41に射出し、第2のキャビティ61で2次成形部65が成形されるまで、1次成形部45と可動側ランナ55に残留した第1の樹脂43とが一体化された状態が保持されるゲート57,71とを備える。
(もっと読む)
発泡樹脂成形品の成形方法
【課題】被成形面にノッチ部を備えた発泡樹脂成形品を製造する場合において、生産性の向上を図りつつ、良好な品質、外観および均一性を備えた成形品を得る。
【解決手段】成形型10の可動型14として、ノッチ部を成形するノッチ成形部18に対応する位置で分割された第1分割型14aと第2分割型14bとを有する型を用いると共に、成形型10の固定型12と可動型14とで囲まれたキャビティ16に、発泡剤を含有する樹脂融液Aを射出して充填させ、該射出の前または後に、前記第1分割型14aを前記第2分割型14bよりも固定型12から離間した位置までコアバックさせ、前記射出と前記第1分割型14aのコアバックとの後に、前記第2分割型14bの成形面に対向する樹脂部分A2における前記ノッチ成形部18に沿った縁部に、前記ノッチ部を構成する形状ダレ20が生じるように、前記第2分割型14bを固定型12から離間する方向にコアバックさせる。
(もっと読む)
遊星歯車装置用キャリアの射出成形用金型
【課題】射出成形後におけるキャリアの支持軸の倒れを矯正する別部品(環状プレート)が不要となるように、射出成形に起因するキャリアの支持軸の倒れを抑えることができるようにした、遊星歯車装置用キャリアの射出成形用金型を提供する。
【解決手段】第1キャビティ部23内を流動する溶融状態のプラスチックの流れは、第1キャビティ部23内に円筒状に出っ張る第2キャビティ部26の開口部分28によって邪魔され、第2キャビティ部26の開口部分28の周囲に均等に充填された後、開口部分28の周囲から第2キャビティ部26内にほぼ同時に流入する。第1キャビティ部23内から第2キャビティ部26内に流入する溶融状態のプラスチックの流れは、第2キャビティ
部26の開口部分28によって絞られて整えられる。その結果、射出成形用金型2で射出成形された遊星歯車装置用キャリアは、支持軸の倒れが抑えられる。
(もっと読む)
成形装置及び成形方法
【課題】一端が閉塞された成形品、あるいは複数の枝管部が分岐した成形品であっても、成形後に成形品内からコアを容易に型抜きできるようにする。
【解決手段】幹管部P1と、その幹管部P1から分岐する複数の枝管部P2とを設けたインマニMを成形する。コア22を幹側コア23と、枝側コア24とにより構成する。幹側コア23には幹管部P1と枝管部P2との間の内側湾曲部Cを賦形する曲面部23bを形成する。幹側コア23を、曲面部23bを有する第1コア片23Aと、進退移動される第2コア片23Bとより構成する。両コア片23A,23B間には、第2コア片23Bの進退移動時に第1コア片23Aを枝側コア24に接近離間させる運動変換機構25を設ける。第1コア片23Aと枝側コア24との間には、第1コア片23Aが枝側コア24から離間されるとき、第1コア片23Aの第2コア片23Bと同方向への退出移動を拘束する拘束機構26を設ける。
(もっと読む)
合成樹脂成形品とその射出成形方法
【課題】 本発明は、成形品の表面を、均一な光沢および外観とすることにより、良好な外観体裁を確実に得ることを目的とする。
【解決手段】 肉厚板状に射出成形された本体部2の裏面に凹部3を設け、この凹部3に近接した本体部2の周端面箇所にサイドゲート方式のゲート痕を位置させ、本体部2の表面を斑のない均一な光沢および外観を有するものとすることにより、ジェティングやウエルドの影響の無い、高い装飾効果を安定して発揮する成形品1の良好な外観体裁を得ることができる。
(もっと読む)
発泡樹脂成形用金型、発泡樹脂成形品の製造方法及び発泡樹脂成形品
【課題】部分的なコアバックによって発泡樹脂成形を行うに当たり、
外観や部品精度が低下することを抑制し、またコアバックしない部分を型から取り出した際に膨れが生じることを抑制することが可能となる発泡樹脂成形用金型等を提供する。
【解決手段】型内での発泡を促進するコアバック成形に用いる発泡樹脂成形用金型であって、
前記発泡樹脂成形用金型が、少なくとも、コアが移動しない不動コアとコアバック作動する可動コアとで構成され、
前記不動コアと前記可動コアとの境界に、該不動コア側から該可動コア側へ向かって前記型内の容積をなだらかに連続して変化させる領域による容積変化形状部が形成されている。
(もっと読む)
射出成形用金型
【課題】バリが発生せず、効率的にガス抜きを行えるとともに、製造が容易な射出成形用金型を提供する。
【解決手段】キャビティ面15に収容孔23を設け、前記収容孔23には、摺動部材30を出没可能に収容した。前記摺動部材30には、前記収容孔23との接面31に摺動方向に凹条32が形成されており、前記キャビティ面15に臨む端部が塞がれて非凹部34となっている。前記摺動部材30がガス抜き位置にあるときには、前記凹条32が前記キャビティ14内と連通してガス抜き路40が形成される。一方、前記摺動部材30が樹脂100の充填圧力で退避位置に押し出されると、前記非凹部34が前記ガス抜き路40を塞いで前記キャビティ14内からの樹脂100の流出を防止される。
(もっと読む)
熱可塑性樹脂発泡成形体及びその製造方法
【課題】軽量で且つ、優れた断熱性及びクッション性を有する熱可塑性樹脂発泡成形体とその製造方法を提供する。
【解決手段】表裏スキン層1a、1bの内面に表裏発泡層2a、2bが設けられていると共にこれらの表裏発泡層2a、2b間にコア層3を設けてなり、上記コア層3は、上下両端が上記表裏発泡層の対向面に連らなっている無数の細い短繊維状樹脂体3aと、隣接する短繊維状樹脂体間に形成された空隙3bとからなることを特徴とする熱可塑性樹脂発泡成形体。
(もっと読む)
樹脂成形品の成形方法
【課題】結晶化度の高い高分子樹脂成形品を、形状の自由度が高く且つ比較的簡素な工程で製造可能な成形方法を提供する。
【解決手段】成形型を構成する固定型12と可動型13とで囲まれたキャビティ15’に結晶性高分子樹脂の融液A’が充填され、該融液に、物理発泡剤と、発生ガスの積算量が経時的に増加する第2の発泡剤とが混入され、該融液の温度が融点以下、結晶化温度以上である状態で、前記可動型を前記固定型から離間する方向にコアバックさせて前記キャビティの容積を増大させ該キャビティ内の前記高分子樹脂を前記物理発泡剤と前記第2の発泡剤とにより発泡させながら成形すると共に、その成形時に、前記融液に臨界伸長ひずみ速度以上の速度で伸長ひずみを生じさせて、該融液を配向融液の状態にし、その状態を維持して結晶化させることで、樹脂成形品を製造する。
(もっと読む)
中空樹脂成形体の成形方法
【課題】金型のキャビテイに射出される溶融樹脂の流動状態を適正に制御して、成形不良による歩留まり低下や、金型の劣化を防止して生産効率性やコスト性に優れた中空樹脂成形体の成形方法を提供する。
【解決手段】溶融樹脂が射出される接合部形成用キャビティ15の複数の射出ゲート19付近に圧力センサ18を取り付けるとともに、射出ゲートから射出される溶融樹脂が合流する接合部形成用キャビティ内の樹脂最終合流点に温度センサ17を取り付け、温度センサからのセンサ信号に基づいて樹脂最終合流点への樹脂充填を検知するとともに充填圧力を監視して樹脂充填の補圧状態を制御する。
(もっと読む)
樹脂成形装置
【課題】樹脂成形装置の性能を向上する。
【解決手段】樹脂成形装置10は、樹脂供給装置50と、樹脂供給装置50を中心として周囲に配置された複数のプレス装置30a、30bとを備え、樹脂供給装置50から供給された液状樹脂を成形するものである。樹脂供給装置50が、液状樹脂を滴下する滴下機構59と、滴下機構59を複数のプレス装置30a、30bのそれぞれに対する位置に移動する回転機構52と、滴下機構59をプレス装置30a、30bの内部と外部との間で進退動させる進退駆動機構とを有する。
(もっと読む)
オーバーモールド容器の製造方法、オーバーモールド容器の製造装置、ブロー成形装置、オーバーモールド容器
【課題】アウターが均一に被装された高品質なオーバーモールド容器を製造する。
【解決手段】金型50a内に配置されたインナーボトル10aの外側に溶融樹脂を射出してアウター20aを成形する際、柱状のロッド60aを用いて位置決めステップを実行し、インナーボトルは、上端の開口14から下方に延長する首部13と、当該首部に一体的に連続する収納部12とから構成され、柱状のロッドは、先端64が前記インナーボトル内部11の底面16の形状に係合する形状に形成されており、位置決めステップでは、首部を固定するともに、ロッドをインナーボトルの開口から底面に向けて挿入して、ロッドの先端形状66aと当該底面との形状30aとが係合するように当接させる。
(もっと読む)
表皮材の貼り付け装置および貼り付け方法
【課題】表皮材に過度の引張歪を生じさせることなく、もって、品質に優れ、耐久性の高い基材および表皮材からなる部材を製造することのできる表皮材の貼り付け装置と貼り付け方法を提供する。
【解決手段】表皮材の貼り付け装置10は、型閉め姿勢において上下のチャンバーにて表皮材Sを挟み込み、この表皮材Sによって上チャンバー空間K1と下チャンバー空間K2が画成される上チャンバー1および下チャンバー2と、下チャンバー2内において、基材Wを載置するとともに上チャンバー1側へ上昇自在な載置台5と、チャンバー内を高温雰囲気にして表皮材Sを軟化させる加熱手段11と、を備え、載置台5上において、基材Wが直接設置されて回動自在な回動手段61と、この回動手段を載置台5上で水平移動させる水平移動手段62を備え、少なくとも回動手段61の回動制御と水平移動手段62の水平移動制御を同期して実行する制御手段をさらに備えている。
(もっと読む)
61 - 80 / 793
[ Back to top ]