
Fターム[4F202CK89]の内容
プラスチック等の成形用の型 (108,678) | 型の構成 (12,065) | 多数個取り用 (336)
Fターム[4F202CK89]に分類される特許
21 - 40 / 336
チャック装置およびそれを用いた成形品取出し装置
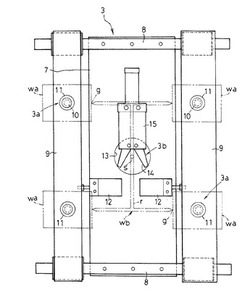
【課題】チャック装置によってそれぞれ保持した成形品における製品部分waと不要部分wbとを分断し、成形品を所定位置に移動させて製品部分waを収納する場合に、分断した製品部分waと不要部分wbとが接触干渉して姿勢や位置が変化することを防止して、製品部分waを所定位置に収納できるようにする。
【解決手段】成形品の製品部分waを保持する第1チャック部3aと、成形品の不要部分wbを保持する第2チャック部3bとを備えると共に、第1チャック部3aと第2チャック部3bとを相対接近および相対離間移動させるチャック移動手段を備え、このチャック部移動手段は、第1チャック部3aが設けられている可動枠9を、往復移動させるエアーシリンダ12を備えている。
(もっと読む)
成形部材用の切断ユニット

【課題】簡単かつ安価で製造できる装置でありながら、繋ぎ体10と多数個の成形部品20、30が一体に成形された成形部材Bから、多数個の成形部品20と30とを混在することなく切断分離して回収することのできる成形部材用の切断ユニットAを提供する。
【解決手段】切断ユニットAは、第1成形部品20を収容する第1収容保持箱40と、第2成形部品30を収容する第2収容保持箱50と、切断手段60を備える。切断手段60は、第1収容保持箱40と第2収容保持箱50とに収容されている成形部材Bにおける、第1成形部品20と繋ぎ材10との接続部および第2成形部品30と繋ぎ材10との接続部であって、第1収容保持箱40および第2収容保持箱50から露出している部分を切断する。
(もっと読む)
樹脂モールド方法および樹脂モールド装置
【課題】所望の成形品質の成形品を得ることのできる技術を提供する。
【解決手段】まず、金型クランプ面23aで開口するキャビティ凹部5の底面に設けられたポット27と、ポット27内で型締め動作に応じて相対的に往復動するように設けられたプランジャ31とを有するモールド金型2を準備する。次いで、ポット27内にポット用樹脂6aを供給した後、キャビティ凹部5内にキャビティ用樹脂6bを供給する。次いで、モールド金型2を型締めすることによって、溶融したポット用樹脂6aおよびキャビティ用樹脂6bを混ぜ合わせるようにプランジャ31で押圧し、キャビティ凹部5内に溶融樹脂6を充填する。次いで、キャビティ凹部5内の溶融樹脂6を所定の樹脂圧で保圧して加熱硬化させる。
(もっと読む)
サイドゲートノズルアセンブリ
ノズル本体210と、少なくとも1つのサイドゲートノズルチップアセンブリ112とを有する、サイドゲートノズルアセンブリ108であって、ノズル本体210と少なくとも1つのサイドゲートノズルチップアセンブリ112とは互いに摺動可能に係合する、サイドゲートノズルアセンブリが開示される。 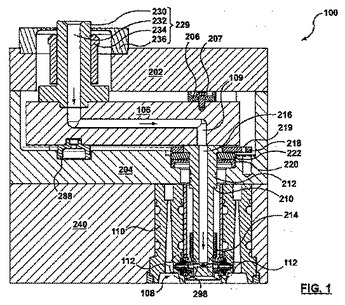 (もっと読む)
(もっと読む)
射出成形装置、成形型、及び射出成形品の製造方法
【課題】成形に際して成形型のキャビティ内の気体を効果的に排出できるようにする。
【解決手段】成形型50の少なくとも一方の分割型2のパーティング面200に、キャビティ3の周縁に沿って、所定の幅でキャビティ3の全周を囲むように画成された周縁領域9に、キャビティ3の中心から放射状に延びて周縁領域9と交差するようにして形成される第一ベント溝111,112,113,114,115と、周縁領域9の外縁に沿って形成される第二ベント溝121,122,123,124と、第二ベント溝121,122,123,124に接続されて、型外に通じる第三ベント溝131,132,133,134,135とを設け、第一ベント溝111,112,113,114,115、第二ベント溝121,122,123,124、第三ベント溝131,132,133,134,135により、キャビティ3内の気体を型外に排出する気体誘導路を形成する。
(もっと読む)
射出成形装置
【課題】溶融樹脂が間隙にどの程度侵入するか定量的に評価する射出成形装置を提供する。
【解決手段】固定型2と可動型3とキャビティ4と射出機8とを備える射出成形装置において、キャビティ4は、複数の樹脂侵入部6a〜6lを、射出された溶融樹脂の圧力が等しくなる位置に設けられている。開口部9a〜9lは、幅又は高さが互いに同一であり、他方が互いに異なる矩形形状である。キャビティ4は、中心に湯道7を備え、樹脂侵入部6a〜6lは、互いに等間隔に放射状に設けられている
(もっと読む)
成形型等の製造方法並びに成形型の製造装置
【課題】効率的な型作製ができる成形型の製造方法及び成形型の製造装置を提供すること及び上記製造方法によって得られる成形型を利用したウェハレンズ及び光学レンズの製造方法を提供すること。
【解決手段】成形型の製造装置では、サブマスター基板のサイズ即ち半径Rの値やマスター型のサイズ即ち長さa,bの値に対応して複数の配列規則のうち最適なものを選択することで、例えばサブマスター基板やマスター型を取り換えてもこれに迅速に対応し、より効率的な成形型の作製ができるものとなっている。
(もっと読む)
射出成形機用横駆動バルブ装置
【課題】ピストンシリンダ機構を溶融樹脂の流れと直交する側方に配置し、ピストンとバルブピンの作動方向とを90°偏倚させてピストンの横方向の作動に対して縦方向の往復動をテコ機構及びカム機構を介して一以上のバルブピンを作動させて成形できるようにした射出成形機用横駆動バルブ装置の提供。
【解決手段】射出成形操作により溶融樹脂をマニホールド1より複数に分割して得られるキャビティを開閉するバルブピン7の基端に、溶融樹脂の流れの方向と90°偏倚方向に往復動する駆動用ピストン3にカム機構Aを設け、このカム機構Aに係合するテコ機構Bを設けて、バルブを開閉するバルプピン7を作動させることができるようにしたことを特徴とする射出成形機用横駆動バルブ装置。
(もっと読む)
電子部品の樹脂封止成形装置
【課題】電子部品の樹脂封止成形装置の全体形状が大型化されるのを抑えると共に、電子部品の樹脂封止成形品(樹脂成形済基板14)の品質向上と生産性とを向上する。
【解決手段】少なくとも二組の樹脂成形型6・7を上下方向又は左右方向へ直列配置すると共に、各樹脂成形型6・7における樹脂材料供給用ポット6f・7fの夫々に樹脂加圧用プランジャ17の先端加圧部17aを摺動可能な状態で且つ同じ方向から夫々嵌入して構成することにより、樹脂成形装置の全体形状が各樹脂成形型6・7の直列配置方向へ大型化されるのを抑える。また、各樹脂成形型6・7を直列配置することにより、各樹脂成形型6・7の型開閉機構等を兼用することが可能となり、従って、各樹脂成形型6・7における型締圧力や樹脂材料に対する樹脂加圧力等の樹脂成形条件の均等化を図り得て、均等で且つ高品質を備えた電子部品の樹脂封止成形品14を高能率生産することができる。
(もっと読む)
射出成形方法及び射出成形装置
【課題】型締力を増大させることなく、異種形状の複数のキャビティにて品質の整った樹脂成型品の成形を行うことができる射出成形方法及び射出成形機を提供する。
【解決手段】異種形状よりなる複数個のキャビティを有する金型を用いて射出成形を行うホットランナー方式金型を用いた射出成形方法において、閉じている金型の他のキャビティに通じる樹脂流路を閉塞した状態で、所望の一個のキャビティに樹脂材料を射出し、次いで、所望の一個のキャビティに通じる樹脂流路を閉塞した状態で、各樹脂流路と連通した射出シリンダ内に次の所望のキャビティの容量に見合う樹脂材料を供給し、次いで、所望のキャビティに通じる樹脂流路を開放した状態で、所望のキャビティの内容量に相応する樹脂材料を射出し、時間差をもって複数のキャビティへの樹脂材料の射出を行い、所望の複数のキャビティに射出した樹脂材料の固化後に金型を開いて成形品を同時に型外しすること。
(もっと読む)
射出成形型
【課題】 本発明は、多数個取りの成形型で射出成形する場合に、溶融樹脂の流動性を向上し、容量の大きな射出成形品をキャビティ間のばらつき無く、多数個取りの成形型で同時に成形することができる射出成形型を提供することである。
【解決手段】 射出樹脂を複数の樹脂流路14に分岐するマニホールド10と、マニホールド10の前記樹脂流路14の端部に設置された複数のホットランナノズル11と、を固定型2内に設け、前記ホットランナノズル11の先端位置と前記成形キャビティ24との間を連通する複数のランナ25と、前記ランナ25における前記ホットランナノズル11と対向する位置に設けられ、前記固定型2と前記可動型3との型開閉方向に摺動可能なエジェクタピン19と、前記エジェクタピン19を挿通するエジェクタピン用孔23における前記ホットランナノズル11との対向部位に設けられ、前記ホットランナノズル11のコールドスラグを収容するスラグ受け部26とを可動型3に設けた。
(もっと読む)
射出成形用金型
【課題】細長い棒状又は管状の成形品を製造するのに特に適した同形状多数個取りの射出成形用金型を提供すること。
【解決手段】キャビティ1へ充填する溶融樹脂を流入させるスプルー2と、スプルー2から分岐する複数の分岐流路30を有するランナ3と、ランナ3の末端部30aからキャビティ1内へ連通するゲート4と、を備える。キャビティ1に対して複数のゲート4が設けられている。スプルー2から複数のゲート4までの距離が全て等しくなるように構成した。
(もっと読む)
樹脂シート製造方法
【課題】コールドスラッグによって、樹脂シートが破断しないようにする。
【解決手段】射出成形金型50内に、樹脂シートが成形されるキャパシティ53と、キャパシティ53へ樹脂が注入されるゲート51cと、樹脂シートの溝を形成する突起52dとを設け、射出成形機のノズル60、61から溶融された樹脂を、ゲート51cを介してキャパシティ53へ注入することにより、溝付き樹脂シートを成形するようにした樹脂シート製造方法において、ゲート51cからキャパシティ53へ樹脂が注入される線上に突起52dを設けるとともに、この突起52dに凹み52fを設け、この凹み52fは、ノズル60、61から樹脂が射出される方向に深さを有し、しかも突起52dの根元まで達しない程度の深さを有し、ノズル60、61先端に出来るコールドスラッグを凹み52fへ留めてから残りのキャパシティ53へ溶融された樹脂を注入するようにした。
(もっと読む)
光学素子の製造方法及び成形金型
【課題】個別に比較的簡易に非点収差量の調整が可能な光学素子の製造方法及び成形金型を提供すること。
【解決手段】可動金型42の外周部材32に溝32aを設けることにより、固定金型41と可動金型42との型締めの際に、外周部材32に対向する外周部22において、光学面形成面56aを所望の方向に変形させることができる。これにより、光学面形成面56aに非点収差を発生させることができる。また、溝32aを設けた外周部材32を回転させることに伴う溝32aの方向変化によって光学面形成面56aに加わる力の方向を変えることができる。これにより、光学面形成面56aの輪郭の変形方向を簡易に調整することができる。以上のことから、多数個取りのレンズOLを製造する場合でも、個別に非点収差を調整してレンズOLを製造することができる。
(もっと読む)
パーツ供給品
【課題】構成部位を組み立てるのに必要なパーツのみを集めることができ、容易にパーツを探すことができるようにして、パーツの紛失を防止することができるパーツ供給品を提供する。
【解決手段】組立模型1における特定の構成部位20を組み立てるためのパーツ301のみを集めて枝状ランナー42で枠状ランナー43に接続して特定パーツ群30を形成しているので、当該構成部位20を組み立てる際のパーツ301を容易に探すことができる。また、パーツ供給品10は、特定パーツ群30の枠状ランナー43同士を切り離し可能に結合して形成されているので、パーツ供給品10から該当する特定パーツ群30を切り離して、必要なパーツ301のみを集めることができる。このため、当該構成部位20を組み立てた後はパーツ301が残っていないので、特定パーツ群30を廃棄することができ、不要な部品を整理できる。
(もっと読む)
金型装置及びそれを有する成形装置
【課題】複数のキャビティ間で生じる樹脂圧力の差を容易に調整できる金型装置及びそれを有する成形装置を提供する。
【解決手段】射出成形機100が備える金型装置101は、互いの間に複数のキャビティ5が設けられた固定型1及び可動型2と、コア3と、を備えている。コア3は、溶融された樹脂を複数のキャビティ5に導くランナー7を固定型1のランナー形成部13との間に形成する本体型、及び、ランナー7と複数のキャビティ5とをそれぞれ連通するゲート33aを有し且つ複数のキャビティ5に対応して本体型31に連設された複数のゲート型33、を有している。そして、コア3は、ランナー7内の樹脂を複数のゲート型33のゲート33a毎に所定温度に加熱可能なように、ゲート33aのそれぞれに対応して互いに独立して設けられた複数のマイクロヒーター35を有している。
(もっと読む)
キャビティとコア交換式の発泡フォーム成形金型
【課題】キャビティとコア交換式の発泡フォーム金型を提供すること。
【解決手段】本発明は、固定金型と、前記固定金型方向に水平移送され、型合せされる移動金型とからなり、成形機に着脱する金型において、前記移動金型の前記固定金型に対向する一側面に着脱可能に結合する一つ以上のキャビティと、前記固定金型の前記移動金型に対向する一側面に着脱可能に結合する一つ以上のコアと、前記移動金型に設けられ、前記移動金型と前記固定金型が型合せされる際、前記キャビティと前記コアの間に形成される成形空間に成形品の原料を供給する原料注入器と、前記移動金型に設けられ、前記成形空間で成形された成形品を前記キャビティから分離するための取り出し手段とを含む。
(もっと読む)
圧縮成形用金型及び圧縮成形方法
【課題】被成形品に全体的及び部分的な厚み誤差があっても適切なクランプを被成形品に対して行いながら安定して被成形品を圧縮封止することができる。
【解決手段】相対的に接近・離反可能な上型112と下型140とを有し、被成形品102を上型112と下型140との間に形成されたキャビティに配置して樹脂104にて圧縮封止を行う圧縮成形用金型100であって、上型112は、内部に第1流路124と被成形品102を保持する表面に第1流路124と連通する吸着口124Aとが設けられた上圧縮型122と、緩衝ばね128を介して上圧縮型122を相対的に接近・離反可能な方向(Z方向)で変位可能に支持する上主型116とを有し、且つ、減圧状態を生じさせる第1エア吸引機構130に接続され上型112内に設けられるとともに少なくとも一部が変形可能で第1流路124に連通する第1密閉領域125を備える。
(もっと読む)
圧縮成形用金型及び圧縮成形方法
【課題】厚みの違う複数の被封止品に対して、圧縮封止不良を防止しつつ同時に成形可能とし且つ樹脂の部分の厚みを均一にすることができる。
【解決手段】相対的に接近・離反可能な上型112と下型140とを有し、2つの被成形品102を上型112と下型140との間に並列成形された2つのキャビティに配置して樹脂104にて圧縮封止を行う圧縮成形用金型100であって、キャビティ毎に、2つの被成形品102の厚みの違いに応じて被成形品102の保持高さを変更しキャビティにおける被成形品102の圧縮封止側の面を同位置にさせる緩衝機構124を備える。
(もっと読む)
射出成形方法および射出成形装置
【課題】キャビティ内へ吐出する溶融樹脂の吐出量および圧力を最適とすることにより、成形不良の発生を防止し、品質の高い成形品を安定して生産することができる射出成形方法および射出成形装置を提供する。
【解決手段】射出成形装置1は、射出スクリュー21により溶融樹脂を射出し、バルブゲート32、33を介して、キャビティ31に射出充填する構成を有する。射出成形装置1は、バルブゲート32、33の開度を調整するゲートピン34、35と、ゲートピン34、35の進退位置を制御するゲートピン駆動部38と、射出スクリュー21の前進位置を検出するスクリュー位置センサ22と、条件マップ6を基に目標進退位置を算出するコントローラ5とを有する。射出成形装置1は、ゲートピン駆動部38により、ゲートピン34、35の進退位置が常に目標進退位置に近づくように各ゲートピン34、35の進退位置を位置制御する構成を有している。
(もっと読む)
21 - 40 / 336
[ Back to top ]