
Fターム[4F202CK89]の内容
プラスチック等の成形用の型 (108,678) | 型の構成 (12,065) | 多数個取り用 (336)
Fターム[4F202CK89]に分類される特許
41 - 60 / 336
金型の製造方法及び金型の製造装置
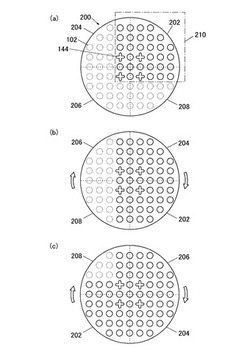
【課題】加工範囲が金型母体の加工対象面積より狭くても、汎用の加工装置で金型母体の加工を行うことができる金型の製造方法を提供する。
【解決手段】金型の製造方法は、金型母体200の被加工面に複数のアライメントマーク144を形成する工程と、金型母体200の被加工領域を切削装置の加工範囲210以下の大きさの複数の領域202,204,206,208に分割し、この分割された領域単位で金型母体200を切削装置の加工範囲210に対して相対的に移動させ、各領域の金型母体200を加工する工程と、を備え、複数のアライメントマーク144のうち少なくとも2つが前記相対移動前後で切削装置の加工範囲210に含まれている。
(もっと読む)
樹脂モールド装置

【課題】部品の交換が容易な樹脂モールド装置を提供する。
【解決手段】樹脂モールド装置1は、下金型80と、下金型80の外部に設けられた駆動源を有する金型駆動機構86と、下金型80内において可動に構成されたテーパプレート85と、一端が前記駆動源に接続されると共に他端がテーパプレート85に接続される駆動ロッド86aと、前記駆動源に駆動ロッド86aを接続した接続位置と、この接続位置から退避した退避位置との間で前記駆動源を回動可能に軸支する回動機構91とを備えている。
(もっと読む)
金型駆動装置
【課題】金型の開閉方向に、金型の内部のキャビティインサートを変位させるテーパプレートに動力を伝える新規な金型駆動装置を提供する。
【解決手段】金型駆動装置33は、動力源となる動力部76bと、一端が上金型70の内部でテーパプレート75に接続され、他端が上金型70の外部で動力部76bと接続される伝動軸76aと、動力部76bに設けられ、伝動軸76aを把持するチャック部91とを有する金型駆動機構76を備えている。金型駆動機構76が、伝動軸76aの軸方向にテーパプレート75を押し引きして、キャビティインサートを型開閉方向に変位させる。
(もっと読む)
複合材成形品の製造方法
【課題】 離型フィルムを簡単且つ効率的に剥離することができ、複合材成形品を製造する効率が向上する複合材成形品の製造方法を提供する。
【解決手段】 プリプレグ体100を加工する複合材成形品200の製造方法において、第1の離型フィルム111連続的に繰り出す工程と、前記第1の離型フィルム111上に前記プリプレグ体100を所定間隔をおいて搭載する工程と、前記第1の離型フィルム111との間に前記プリプレグ体100を挟むように前記第1の離型フィルム111の上方に第2の離型フィルム121を連続的に繰り出す工程と、前記第1の離型フィルム111と前記第2の離型フィルム121との間に挟まれた前記プリプレグ体100に対して加熱加圧成形する工程とを含む複合材成形品の製造方法。
(もっと読む)
ブロー成形方法
【課題】 歩留まりやサイクルタイムなど生産効率が向上するブロー成形方法を提供する。
【解決手段】 1台の成形機2の左右の金型取付板11a,11bに左金型3aと右金型3bからなる第1金型3と左金型4aと右金型4bからなる第2金型4を上下方向に取り付け、これらの金型3,4にパリソン5を供給して製品を2個同時に成形する。第1金型3と第2金型4は、それらの製品面が互いに同じ向きで、互いの金型分割面のずれ幅が最小になるように金型取付板11a,11bに取り付けられる。
(もっと読む)
射出成型装置および樹脂の成形体の製造方法
【課題】キャビティの形状によっては、樹脂が既に充填されている部分にもさらに樹脂が注入されるため樹脂がキャビティ内から溢れてしまい、樹脂の使用効率が悪いという課題を解決して、かつ樹脂を成形する射出成型装置および樹脂の成形体の製造方法を提供するものである。
【解決手段】第一の型と第二の型によって形成されるキャビティを有する型を用いて樹脂を成形する射出成型装置において、減圧された空間の容積である減圧容量を独立に制御可能で、前記キャビティに接続可能なキャビティ接続端部を有する複数のアウトゲートを持つことを特徴とする射出成型装置である。減圧された空間の容積である減圧容量を独立に制御することにより、キャビティの形状が複雑な成形体を形成する場合であっても、キャビティ内の樹脂の充填されていないそれぞれの領域が、適切な減圧容量で減圧される。そのため、キャビティ内から溢れる樹脂の量が少なく、樹脂の使用効率が悪いという課題が解決できるようにした。
(もっと読む)
成形体の製造装置及び製造方法
【課題】 成形体の形状精度を低下させることなく、成形体の生産性を向上することができる成形体の製造装置及び製造方法を提供する。
【解決手段】 本発明は、成形体の形状に合わせて形成された型部12a及び12bを有する一対の金型本体7a及び7bを備え、一対の金型本体7a及び7bのうちの一方の金型本体7aに塗布された熱可塑性樹脂18を他方の金型本体7bで押付けて成形体を成形する成形体の製造装置である。型部12a及び12bを一対の金型本体7a及び7bに複数有し、他方の金型本体7bが熱可塑性樹脂18を一方の金型本体7aへ押付けている状態で、隣り合う型部12a及び12bの間に位置する熱可塑性樹脂18の部分に開口を形成する開口形成手段13を備える。
(もっと読む)
成形品吸着ユニット及び成形品吸着部材
【課題】取り付けスペースを狭小化して小型化する。
【解決手段】外周面に多数の孔が軸線方向へ樹脂成形品における製品間隔をおいて形成された共通排気管23・25と、樹脂成形品の製品に相対する上部に一側面が開放し、他側面が閉鎖され、樹脂成形品の製品を吸着する多数の吸引孔33aが形成された開口凹所33を有すると共に基端側に上記共通排気管に挿嵌して固定され、かつ孔に一致する空気流路が形成された固定部を有した吸着本体29、上記吸着本体内に収容され、上記吸引孔に接続される負圧発生手段37、上記負圧発生手段に圧縮空気を供給する圧縮空気供給部39、上記開口凹所の開放側面側に設けられ、開口凹所内に光を照射する発光部材及び上記空間部からの戻り光を受光する受光部材からなる光検知部材を備えた成形品吸着部材3とからなる。該共通排気管に対して複数の該成形品吸着部材を、樹脂成形品の製品に相対して位置変更可能に取り付ける。
(もっと読む)
医療用コネクター/シャフト組立体、或いはその製造方法
【課題】 本発明は、カテーテルシャフトとコネクター間の接合強度が高く、ガイドワイヤーのコネクターへの挿入性に優れる(易挿入性)医療用コネクター/シャフト組立体を提供することを目的とする。
【解決手段】 反応性官能基を含有するカテーテルシャフトに対し、その内腔に、該内腔の内径と略同一の外径を有する挿入部と、該挿入部に隣接し、少なくともその隣接部分に段差を有することなく挿入部に接続された突出部を有するコアピンを、その挿入部がカテーテルシャフトの内腔の近位部に挿入され、突出部がカテーテルシャフトの内腔の近位部から近位側に隣接して突出する態様で配置された状態で、ポリアミド系樹脂組成物をインサート成形して一体化したことを特徴とする医療用コネクター/シャフト組立体を提供した。
(もっと読む)
光学素子、成形品および光学素子の製造方法
【課題】成形に際し光学素子を複数個取りする際の成形品の形状を複数個の光学素子部分を二次元に配列したアレイ状とし、成形品の各光学素子部分間を切断して製品とすることにより効率的に製造される光学素子、成形品および光学素子の製造方法を提供する。
【解決手段】射出成形された透明熱硬化性樹脂の成形品30から複数の光学素子部14を切り離して光学素子とする。成形品30は、複数個の光学素子部14が縦横に配列されている。成形品30は、縦横に配列された光学素子部14が一体に繋がった形状に射出成形されている。成形品30が光学素子部14間で切り離されて各光学素子部14に分離されることにより光学素子とされる。
(もっと読む)
ウェハレンズアレイ及びその製造方法
【課題】硬化した樹脂成形体(ウェハレンズアレイ)自体が型にひっかからず、型から容易に抜くことができるウェハレンズアレイを提供する。
【解決手段】一次元または二次元に配列される複数のレンズ部7と、該レンズ部7を相互に連結する基板部8と、レンズ部7の内縁を含む面よりも外側から突出しているギャップ部9とを有し、レンズ部7のレンズ面7’は、それぞれ、1つまたは2つ以上の曲面を有し、ギャップ部9の内側面は、レンズ部に近い側から遠い側に向かって拡がっている、ウェハレンズアレイ。
(もっと読む)
レンズ成形品、ゲートカット装置及びレンズ製造方法
【課題】ゲートカット装置とレンズ成形品との正確な位置決めを行うことなく、ゲートとレンズの境界にてゲートを正確に切断可能なレンズ成形品、ゲートカット装置及びレンズ製造方法を提供する。
【解決手段】レンズ成形品が、ゲートのレンズと対峙する側にレンズに近づくに従ってゲートの中心軸に近づくような傾斜面が形成されており、傾斜面と前記レンズの境界には溝が形成されている。また、ゲートカット装置が、ブレードがゲートの傾斜面に近接するように該ブレードに対するレンズ成形品の位置を調整する位置決め手段と、ブレードがゲートの傾斜面に近接した状態から、該ブレードを前記レンズ成形品のゲートの中心軸に向かう方向に移動させて該ゲートを切断する駆動手段と、切り離されるレンズの移動方向を前記ゲートの中心軸方向のみに制限するレンズ抑えと、を有する。
(もっと読む)
ホットランナー金型におけるノズル開閉装置
【課題】ホットランナー金型が備えるニードルバルのバルブ作動部材の昇降移動を、カム機構の採用により機械的に行い得るように構成して低圧力での駆動を可能とする。
【解決手段】ホットランナー金型が備えるランナーブロック下側のバルブ作動部材の両端に、カム機構と駆動シリンダとによるノズル開閉装置を配設する。カム機構を可動台上に横長に立設したノズル開閉用のカムプレートと、バルブ作動部材の端面に取付けてカムプレートのプレート面内のカム溝に嵌装した軸付きの従属コロとから構成する。従属コロを介してバルブ作動部材の両端をカムプレートに昇降自在に支持する。
(もっと読む)
成形型、成形方法、ウェハレベルレンズアレイ、ウェハレベルレンズアレイ積層体、素子アレイ積層体、レンズモジュール、並びに撮像ユニット
【課題】製造されるウェハレベルレンズアレイのレンズ部の位置のばらつきを抑えることができる成形型、成形方法を提供する。
【解決手段】基板部と基板部に配列された複数のレンズ部とを有するウェハレベルレンズアレイを成形する成形型であって、レンズ部の形状を反転させた形状のレンズ転写部を含む型面を有し、型面同士の間にウェハレベルレンズアレイを成形する空間であるキャビティを形成する一対の型部材からなり、一対の型部材のうち少なくとも一方の型部材には、キャビティの内部と外部とを連通する、キャビティ内に供給されたウェハレベルレンズアレイの材料である液状の樹脂の一部をキャビティの外部に排出する樹脂排出孔が設けられている。
(もっと読む)
車両用内装部品の製造装置
【課題】 本発明は、接着剤を塗布、あるいはラミネートした表皮材の裏面に直接エアを供給し、接着剤の粘着力を弱めて表皮材の離型を容易にする構造を有する車両用内装部品の製造装置を提供する。
【解決手段】 車両用内装部品の樹脂芯材に、接着剤層が形成された表皮材を貼着する製造装置であって、樹脂芯材が装着される成形型17と、成形型17の外周部に沿って設けられ、樹脂芯材に貼着された表皮材の周辺部裏面にエアを供給して離型を促進するエア供給部26と、エア供給部26に接続されるエア供給系と、を備え、エア供給部26は、エア供給系26から供給されたエアを噴出する複数の噴出孔24を有する。
(もっと読む)
ワッシャーセット及びこれを成形する金型装置
【課題】複数のワッシャーをまとめて保管したり、持ち運んだりすることができ、且つ、容易にワッシャーを取り出すことができるワッシャーセットを提供する。
【解決手段】複数のワッシャー2と、これらワッシャー2を保持するワッシャーホルダー3を備える。ワッシャーホルダー3は、複数のワッシャー2の孔に通された軸6と、この軸6の両端部に形成され、ワッシャー2の内径よりも大きな幅を有して軸6が通されたワッシャー2が軸6から外れることを防止するストッパー7を有する。これら両ストッパー7のうちの少なくとも一方が、ワッシャー2が通過できるように弾性変形可能となる取出用ストッパー7aで構成されている。
(もっと読む)
ブロー型ユニット及びそれを用いたブロー成形機
【課題】別個の駆動装置に対してそれぞれ着脱可能な一対のキャビティ型と上げ底型とを一体化したブロー型ユニット及びそれを用いたブロー成形機を提供する。
【解決手段】ブロー成形機10の基盤72に取り付けられるブロー型ユニット300は、パーティング面同士を当接させる第1,第2のブローキャビティ割型62A,62Bと上げ底型63とを含むブロー型60を複数の有し、さらに、第1、第2のブローキャビティ割型をそれぞれ固定する第1の固定板310と、第2の固定板312と、固定板にそれぞれ固定する複数の第1の圧受板320と、固定板の間に配置されて、複数の上げ底型を第1面330Aに固定する第3の固定板330と、第3の固定板の第2面330Bより垂下された自由端部342B,344Bとする複数の軸部340(342,344)と、第3の固定板の下方にて、第1,第2の固定板にそれぞれ固定される複数の第2の圧受板330とを有する。
(もっと読む)
金型組立体及び射出成形方法
【課題】射出成形品の意匠面の上方から射出成形品を眺めたとき、内部に対称な中空部が形成され得る金型組立体を提供する。
【解決手段】金型組立体は複数のキャビティを有し、更に、主ランナ21、複数の副ランナ23を備えており、各副ランナ23は、第1方向に延びる副ランナ第1部分24、第2方向に延びる副ランナ第2部分26、及び、屈曲部25から構成されており、副ランナ第1部分24を第1方向に沿って流動した溶融樹脂は、第3方向に流動方向を変えて屈曲部25に流入し、屈曲部25に流入した溶融樹脂は、第1方向又は第2方向に沿って流動し、第3方向に流動方向を変えて副ランナ第2部分26に流入し、副ランナ第2部分26を第2方向に沿って流動した溶融樹脂は、溶融樹脂射出部からキャビティに射出される。
(もっと読む)
レンズアレイ用成形型
【課題】バリの発生を抑制することのできるレンズアレイ用成形型を提供する。
【解決手段】上型及び下型を備え、複数の貫通孔が配設された基板及び複数の前記貫通孔の各々に供給される樹脂材料を該上型及び該下型で挟み、前記基板と一体に複数の前記貫通孔の各々にレンズを形成するレンズアレイ用成形型であって、前記上型及び前記下型は、前記基板を支持する支持面と、前記基板における複数の前記貫通孔と同じ並びで該支持面に配設された複数のレンズ成形部とをそれぞれ有しており、前記下型の複数の前記レンズ成形部の各々は、その全体が対応する前記貫通孔に収容され、前記下型の前記支持面は、複数の前記貫通孔の各々の縁に全周に亘って密接する。
(もっと読む)
樹脂成形物の成形方法及び成形装置
【課題】幅の違うボックス等、多種類の収納箱等、車両用の樹脂成形物を、一つの金型内で製造し、収納箱のコストダウンにつなげること。
【解決手段】合成樹脂製の2個の分割部材または3個の分割部材の組み合わせで、嵌合し、組み付けられる樹脂成形物の成形方法で、当該成形方法は前記各分割部材である第1分割部材11と第3分割部材13と第1、第3分割部材の間にある第2分割部材12とを同一の成形金型内でそれぞれ独立的に成形し、第1分割部材11と第3分割部材13を各々仮保持し金型内を移動する移動型部材24、25の移動手段により、第1分割部材11と第3分割部材13を共通にした前記2個の分割部材の組み合わせと、前記3個の分割部材の組み合わせとの2種類の樹脂成形物31、32を得られるようにした。
(もっと読む)
41 - 60 / 336
[ Back to top ]