
Fターム[4F202CN27]の内容
プラスチック等の成形用の型 (108,678) | 加熱、冷却 (4,153) | 加熱、冷却の調整部材を有する型、コア (204)
Fターム[4F202CN27]に分類される特許
81 - 100 / 204
加熱装置および成形装置ならびに加熱方法
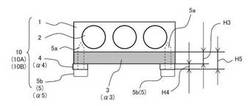
【課題】高精度な温度で効率よく加熱することが可能な加熱装置を提供する。
【解決手段】複数のカートリッジヒーター2を内蔵した加熱ブロック1に固定部材5を用いてブロック部材3を密着させ、このブロック部材3を介して外部の被加熱物を加熱する構成の加熱装置10において、固定部材5の大径部5bとブロック部材3との間に、ブロック部材3の線膨張係数α3および固定部材5の線膨張係数α5よりも大きな線膨張係数α4を持つ調整部材4を介設し、常温から所定の設定温度に加熱しても、熱膨張差によってブロック部材3と固定部材5との間に隙間ができることを、調整部材4の熱膨張によって補い、固定部材5による、加熱ブロック1に対するブロック部材3の締結力を確実に維持して、加熱ブロック1からブロック部材3への熱伝達の均一化および効率化を実現する。
(もっと読む)
自動車用途ハンドルの射出成形工法及び自動車用途ハンドル

【課題】製造コストの低減を図ることができると共に、意匠性を損なわず、バリやヒケの問題も解決することができ、場合によっては肉盗み部を形成しなくてもよい自動車用途ハンドルの射出成形工法及び自動車用途ハンドルを提供する。
【解決手段】金型1は、製品キャビティ2が成形されている可動金型部3と、固定金型部4とからなり、固定金型部4には、射出用シリンダー5から注入される溶融樹脂が移動する第1樹脂流路6と、第1の栓体7が進退可能に設置されている第2樹脂流路8と、第2の栓体9が進退可能に設置されている第3樹脂流路10が形成されている。第2樹脂流路8及び第3樹脂流路10の各々に溜まった溶融樹脂は、断熱構造部16a、16bと加熱構造部17a、17bとによって、合成樹脂の相転移温度近傍に保たれる。
(もっと読む)
金型装置及びこれを用いた成形体の製造方法
【課題】高品質の成形体を得ることができる金型装置を提供する。
【解決手段】上金型41のキャビティ型45と下金型61のキャビティ型65には、それぞれ厚さ方向の中央部に冷却用配管50及び70が配設されると共に、冷却用配管50及び70の対象表面48及び68側及び反対象表面側の双方にそれぞれ金型加熱用ヒータ51及び71が配設され、これら冷却用配管50及び70、金型加熱用ヒータ51及び71は、それぞれキャビティ型45及び65に対して対象表面48及び68と平行な面内方向にも、対象表面48及び68と垂直な方向にも対称に配置されている。キャビティ型45及び65の温度を上昇させても下降させても、キャビティ型45及び65の反りが防止される。
(もっと読む)
ホットランナープローブにおける尖鋭ノズル装置
【課題】ホットランナープローブの先端ノズル部分を金型に対して簡単にかつ精度よく組み込みを可能とする製品の提供。
【解決手段】ホットランナーの射出成形機に用いるランナー通路を備えたプローブであって、前記プローブの先端を円錐状に形成して最先端の尖鋭状のチップ部に1以上のノズル孔9を穿ち、金型のゲート8に臨ませ前記ノズル孔9の外周に外部加熱のチップヒータ5を捲回してノズル孔内で冷却固化する樹脂を前記外部加熱のチップヒータ5に通電して加熱溶融して射出を可能とすると共に、前記外部加熱のチップヒータ5への通電停止により樹脂冷却固化させて射出を停止してノズルが当接する開閉金型のゲート8の開閉を行うようにして成ることを特徴とするホットランナープローブにおける尖鋭ノズル装置。
(もっと読む)
樹脂成形金型及び射出成形機
【課題】本発明は、型面側における温度ムラを低減し、金型が型締めによって変形することを抑えることによって、高精度の転写を可能にする樹脂成形金型。
【解決手段】型板73がキャビティ部71及び温調部72の基材よりも熱伝導率が高い材料を基材とするので、温調部72によって形成された温度ムラを均一化してキャビティ部71に伝達することができ、成形面における温度ムラを抑えることができる。つまり、全体としての厚みを増加させないで成形面の温度をより均一に保って高精度の成形を可能にする。また、上記型板73が、キャビティ部71及び温調部72の基材よりも剛性が高い材料を基材とするので、型板73が支持体となって、樹脂射出、保圧、型締め等の影響でキャビティCVに発生する変形を低減することができ、成形品の形状精度を向上させることができ、バリ等の外観不良が発生することを防止できる。
(もっと読む)
微細発泡成形品の射出成形システム及びその方法
【課題】発泡成形品の外観上の欠陥をなくし、過量の原料液注入による問題を回避できる、微細発泡成形品の射出成形システム及びその方法を提供すること。
【解決手段】金型の型閉じを行った後、キャビティに対して継続して第一負圧を加え、成形機で原料液を注入し、液状樹脂中に高圧気体を注入して微小気泡を形成し、続いて第一負圧を停止してキャビティに対し正圧パルスを加える。
(もっと読む)
赤外線照射部材及び赤外線透過ブロックを用いた圧縮成形装置及び圧縮成形方法
【課題】 電子部品のチップ6等を搭載した大型基板7等の大面積を圧縮成形する場合の樹脂封止装置において、樹脂材料9の加熱作用や成形品14の離型作用を改善して樹脂成形効率を向上させると共に、型加熱効率を向上させて電力の節減化を図る。
【解決手段】 樹脂封止成形用型1における樹脂成形用凹部10を、赤外線透過性を有するブロック4・8の表面に形成すると共に、前記赤外線透過ブロック4・8の背面側に該赤外線透過ブロック4・8背面の形状及び大きさに対応する形状及び大きさとして形成された赤外線照射部材5・11を配設し、さらに、前記赤外線照射部材5・11における背面、側面及び赤外線透過ブロック4・8の側面とに前記赤外線照射部材5・11から照射された赤外線を反射する赤外線反射部材12・13を配設する。
(もっと読む)
OA用ブレード用金型
【課題】ショートのない適正形状の弾性部材を備えたOA用ブレードを製造するのに最適であるOA用ブレード用金型を提供する。
【解決手段】長尺形状の硬質プレート2上に、弾性部材3が長手方向に沿って設けてあるOA用ブレード1の製造に用いる金型5であって、前記弾性部材に対応した形状に形成してあるキャビティCAと、前記キャビティCAに前記弾性部材となる材料MAを外部から注入するゲート14とを有し、前記ゲート径が0.5〜0.8mmとされている。一般的なゲート径よりも細い径に設定されているので、キャビティ内で材料の最適な充填速度の確保して、ショートなどの発生を抑制できる。
(もっと読む)
射出成形機の駆動方法
【課題】成形金型を複雑化せずに、成形ディスクの外周隆起いわゆる、スキージャンプを改善できる、射出成形機の駆動方法を提供する。
【解決手段】固定金型3と、可動金型4とを有するディスク成形金型5を閉し、可動金型4内に配置された外周リング16を加圧した状態で、ディスク成形金型5のキャビティ11内に溶融成形材料を射出し、溶融成形材料の冷却開始以降に、加圧力を下げることで、金型とディスク外周部の接触熱伝導を下げる。
(もっと読む)
金型の急速加熱方法
【課題】 金型のチャネル内部で加熱された高温の熱を直接チャネルの表面を介して金型に伝達することができる金型の急速加熱方法を提供すること。
【解決手段】 本発明による金型の急速加熱方法は、金型のチャネル内部にヒータユニットを挿入し、金型に前記ヒータユニットを結合させるヒータユニットの結合段階(S210)と、前記チャネルの内部に連結された流入口を介して電熱媒体を前記チャネルの内部に流入させ、前記チャネルの内部に前記電熱媒体が満たされれば、前記チャネルの外部に連結された流出口及び前記チャネルの内部に連結された流入口を閉鎖する電熱媒体の充填段階(S220)と、前記チャネルの内部に挿入された前記ヒータユニットを加熱させて前記電熱媒体を高温に上昇させ、前記電熱媒体によって前記金型を高温に上昇させる金型の直接加熱段階(S230)とを含む。
本発明による方法を利用すれば、迅速で且つ効率的に金型を加熱して作業することができる。
(もっと読む)
金型装置及びその温度調整方法
【課題】成形品の品質を十分に向上させることができ、成形サイクルを十分に短くすることができるようにする。
【解決手段】第1の金型と、第1の金型との間にキャビティ空間C1、C2を形成する第2の金型と、第1、第2の金型のうちの少なくとも一方におけるキャビティ空間C1、C2の内周面に配設され、所定のタイミングで成形材料を加熱する加熱部とを有する。所定のタイミングで、第1、第2の金型のうちの少なくとも一方におけるキャビティ空間C1、C2の内周面に配設された加熱部によって成形材料が加熱されるので、成形材料の流動性を高くすることができる。その結果、成形品の品質を十分に向上させることができる。成形材料は、加熱が終了した後、冷却されるので、固化させるのに必要な時間を一層短くすることができる。
(もっと読む)
射出成型装置及び射出成型品の製造方法
【課題】本発明の目的は、コールドランナーの面積を均一かつ最小とし、各キャビティへの樹脂充填バランス及び保持圧力バランスを制御して良好な歩留りを実現することが可能な射出成型装置及び射出成型品の製造方法を提供することにある。
【解決手段】射出成型を行うための射出成型装置Sに関する。
射出成型用の型に形成され、溶融樹脂の通路となるランナー12a,13a乃至13eと、このランナー12a,13a乃至13eの内部に収容された振動子34と、を備え、この振動子34は、ランナー12a,13a乃至13e内部で振動することにより、溶融樹脂の溶解状態を維持する。
(もっと読む)
転写方法及び装置
【課題】本発明は、微細構造を成形部材に容易に転写することができ且つ容易に離型させることができると共に、射出成形による転写よりも短時間で転写を行うことができる転写方法及び装置を提供することを目的とする。
【解決手段】スタンパ2,3に形成された微細構造2a,3aを成形部材1に転写する。スタンパ2,3の微細構造2a,3aを成形部材1に押圧して、微細構造2a,3aを成形部材1に転写する。スタンパ2,3の微細構造2a,3aを、成形部材1のガラス転移点以下の温度において冷却及び加熱を繰り返すことにより、スタンパ2,3からの成形部材1の離型を促進する。
(もっと読む)
成形金型
【課題】成形体の成形サイクルを短縮した場合にも、成形金型の耐久性の低下を招くことなく、転写性および機械特性を両立することができる成形金型を提供する。
【解決手段】成形金型は、スタンパが取り付けられる第1の成形面を有する第1の金型と、第1の成形面に対向する第2の成形面を有する第2の金型とを備える。第1の金型が、第1の成形面と第2の成形面との間の成形空間に溶融樹脂が供給された場合、該溶融樹脂の温度変化を緩衝するバッファ部を備える。熱バッファ部が、第1の成形面から露出せずに第1の成形面近傍に設けられている。
(もっと読む)
樹脂射出成形用金型
【課題】樹脂射出成形用金型において、加熱、冷却を速く行なうことができるようにする。
【解決手段】樹脂射出成形用金型1は、キャビティ型2とコア型3より成っており、金属光造形によってベースプレート31の上に製造される。キャビティ型2には、加熱するための温水を流すキャビティ温水回路23と、冷却するための冷水を流すキャビティ冷水回路24が設けられている。コア型3にも、コア温水回路33とコア冷水回路34とが設けられている。コア型3には、樹脂成形部11に温風や冷風を送風するための送風路35と、樹脂成形部11の気体を吸引するための吸引路36とが設けられており、送風路35と吸引路36の樹脂成形部11側は、金属粉末の焼結密度が低く気体を通過させる低密度造形部32bによって形成されている。低密度造形部32bを通して、温風や冷風を吹き込むことができるので、樹脂射出成形用金型1の加熱、冷却を速くすることができる。
(もっと読む)
成形金型
【課題】簡単な構成で、樹脂特性や形状特性に応じ金型の必要な場所を必要な温度に設定することができる成形金型を提供する。
【解決手段】熱交換流体を通すための温調流路が備えられている成形金型において、上記温調流路3(または8)の一部または全体に温調用部品40,41(または42〜44)が圧入され、上記温調用部品は、断熱性を有する筒状部材からなり、その胴部に少なくとも1以上の開口部40b,41bまたは切欠き部42b,43b,43c,44bが形成され、上記温調用部品が圧入された範囲では、上記熱交換流体が、上記開口部または上記切欠き部において上記温調流路の内壁と接触するように構成されていることを特徴とする。
(もっと読む)
樹脂成形装置
【課題】転写精度を高くすることができ、金型装置のコストを低くすることができ、成形サイクルを短くすることができるようにする。
【解決手段】第1の金型と、第1の金型に対向させて配設された第2の金型と、凹凸のパターンから成る転写面をキャビティ空間C1、C2に向けて第1、第2の金型のうちの一方の金型に取り付けられた転写プレート34と、前記一方の金型と転写プレート34との間に配設され、金属ガラスから成る断熱層40とを有する。一方の金型と転写プレート34との間に金属ガラスから成る断熱層40が配設されるので、成形材料が有する熱エネルギーが一方の金型側に逃げるのを抑制することができる。したがって、成形材料の温度が急激に低くなってスキン層が形成されるのを抑制することができるので、転写精度を高くすることができる。
(もっと読む)
複合型光学素子の成形方法および成形装置
【課題】成形設備や製造コストの増大を招くことなく、エネルギー硬化型樹脂と成形型との離型を確実に行わせることが可能な複合光学型光学素子の成形技術を提供する。
【解決手段】光学基材11に供給された紫外線硬化型樹脂15に当接して成形面1aの形状を転写する金型1の回りに、金型1とは土器率に軸方向に変位し、光学基材11のコバ部11aに当接する離型環31と、この離型環31の一部に設けられ、光学基材11のコバ部11aに衝撃力を与える衝撃発生部材32を設け、金型1を加熱冷却素子34にて所定の温度に冷却する離型時に、離型環31で光学基材11のコバ部11aを離型方向に押圧した状態で衝撃発生部材32からコバ部11aに衝撃力を与えることで金型1の成形面1aから紫外線硬化型樹脂15を確実に剥離させる離型動作を行う。
(もっと読む)
複製装置および複製方法
【課題】多面付けされた複数の微細パターンを複製するのに好適な複製装置および複製方法を提供することを目的とする。
【解決手段】本発明の複製装置は、多面パターンのパターン境界部を加熱する加熱機構を備える。これにより、多面パターンが複製された樹脂膜表面上のパターン境界部を選択的に結晶化することが出来、パターン毎の断裁が容易になるような断裁補助処理を表面上に施した状態で多面パターンを複製することが出来る。よって、好適に多面付けされた複数の微細パターンを複製することが出来る。
(もっと読む)
射出成形装置
【課題】高アスペクト比のナノ構造を持つ金型に対して、ナノ構造物の深部まで樹脂の充填を可能にし、さらに、離型剤等を使用しないで、高生産性を維持しアスペクト比1以上の反射防止ナノ構造物の成型品を製造する。
【解決手段】固定側コア4と可動側コア5の表面を、成形されるべき樹脂の軟化温度より高い温度に加熱してから前記固定側コア4と可動側コア5を型締めし、型締め後に、固定側コア4と可動側コア5内に樹脂を充填し、充填後に、固定側コア4と可動側コア5を樹脂の軟化温度より低い温度まで冷却しながら充填された樹脂を保圧し、低い温度で樹脂成型品を冷却保持し、その後、固定側コア4と可動側コア5を型開きして、ナノメータサイズの構造物を表面に有する成型品を射出成形する。
(もっと読む)
81 - 100 / 204
[ Back to top ]