
Fターム[4F204AG20]の内容
プラスチック等の注型成形、圧縮成形 (61,336) | 一般形状、構造物品(用途物品優先) (4,801) | 多孔質、細胞質 (715)
Fターム[4F204AG20]に分類される特許
1 - 20 / 715
発泡成形体の製造方法
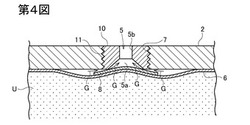
【課題】発泡成形時に、非通気性部材により排気孔への発泡樹脂の侵入をより確実に防止することが可能であり、且つこの排気孔からキャビティ内のガスを十分にキャビティ外に排出することが可能であり、また発泡成形体の意匠性を良好なものとすることが可能な金型、金型の排気孔形成部材、及び発泡成形体の製造方法を提供する。
【解決手段】金型1のキャビティ4の内面に、該キャビティ4内のガスを該キャビティ4の外部に排出するための排気孔5が設けられている。金型1は、発泡成形体を製造するに当り、キャビティ4内に、排気孔5を覆うように通気性部材6が配置され、且つ該通気性部材6の該排気孔5側に、該排気孔5と対向するように非通気性部材8が配置された状態にて、該キャビティ4内において該発泡合成樹脂が発泡されるものである。排気孔5のうち、少なくともその軸心線方向の途中部からキャビティ4側の部分は、該キャビティ4側ほど大径となるテーパ形状部5aとなっている。
(もっと読む)
インサート部品設置装置及びそれを備えた発泡材成形機

【課題】 低コスト、省スペースであり、インサート部品の設置位置が制約されることなく、インサート部品を成形空間内に設置できるインサート部品設置装置を提供する。
【解決手段】 発泡材成形機100の成形空間104にインサート部品Pを供給するインサート部品設置装置1は、インサート部品Pを保持するとともに、成形時に、保持されたインサート部品Pが成形空間104の内部に位置するように、成形空間104を形成する金型102Aの一部となる保持部材121と、金型102Aの一部として成形空間104を形成する成形位置と、新たなインサート部品Pを供給する退避位置との間で、保持部材121を駆動する駆動機構126とを備えている。
(もっと読む)
成形用機器
【課題】発泡成形時に、非通気性部材により排気孔への発泡樹脂の侵入をより確実に防止することが可能であり、且つこの排気孔からキャビティ内のガスを十分にキャビティ外に排出することが可能であり、また発泡成形体の意匠性を良好なものとすることが可能な金型及び成形用機器を提供する。
【解決手段】金型1のキャビティ4の内面に、該キャビティ4内のガスを該キャビティ4の外部に排出するための排気孔5が設けられている。金型1のキャビティ4内に、排気孔5を覆うように通気性部材6が配置され、且つ該通気性部材6の該排気孔5側に、該排気孔5と対向するように非通気性部材8が配置されている。排気孔5のうち、少なくともその軸心線方向の途中部からキャビティ4側の部分は、該キャビティ4側ほど大径となるテーパ形状部5aとなっている。
(もっと読む)
成形装置
【課題】成形装置の部品点数を削減しつつ、発泡成形品を良好に成形することにある。
【解決手段】第一型11と、第一型11に閉じ合せ可能な第二型12と、第一型11と第二型12の間に形成されるキャビティ14とを有し、キャビティ14内の成形材料を発泡させて車両用シートのクッション材を成形する成形装置10において、第一型11と第二型12の少なくとも一方に、成形装置10の外部と非連通の複数の凹部30を設けるとともに、複数の凹部30に、成形材料の発泡時においてキャビティ14内に滞留する気体を流入可能な構成とした。
(もっと読む)
ストラップ付き硬質ウレタン発泡体の製造方法
【課題】作業時間の短縮、型費削減を実現し、品質確保しながら生産性向上に貢献するストラップ付き硬質ウレタン発泡体の製造方法を提供する。
【解決手段】型開状態下、ストラップ基端部52が型閉じ時に発泡型1のキャビティC内へ配される一方、ストラップ先端部51が該キャビティC外に出るように、発泡型1にストラップ5をセットし、次いで、該キャビティC内に硬質ポリウレタンフォーム原料8を注入すると共に型閉じし、その後、硬質ポリウレタンフォーム原料8を発泡膨張させ、発泡硬化した硬質ウレタン発泡体7に前記ストラップ基端部52を埋設一体化させて、前記ストラップ先端部51が該硬質ウレタン発泡体7から突き出すようにした。
(もっと読む)
クッションパッドの製造方法及びその発泡型
【課題】型面への裏当て材のセットが簡単ながら、型面への裏当て材の追随性を良好にして、発泡成形時に裏面側への発泡原料のリークをなくし、作業性向上,品質向上に貢献するクッションパッドの発泡型を提供する。
【解決手段】キャビティ形成用型面1aにセットされたシート状裏当て材8が、パッド本体裏面71に被着一体化されるクッションパッドの発泡型において、型面1aから突出する二つの衝立部51がその立面51aを対向させて配設され、且つ両衝立部51の上縁から相手方衝立部51へ向けて夫々延出される内鍔部52が設けられる横断面逆L字形の細長部材5を一対具備し、型面1aに当接させて、シート幅Wが両衝立部51の間に収まる裏当て材8が、その両側縁81を衝立部51でガイド規制させ且つ両側縁寄りシート部分82を内鍔部52に潜り込ませその長手方向に向けて係止させて、型面1aにセットされるようにした。
(もっと読む)
車両用フロアスペーサ、および、車両用フロアスペーサ成形方法
【課題】実用性の高い車両用フロアスペーサ及び、それの成形方法を提供する。
【解決手段】ウレタンフォーム原料によって金型内部で成形される車両用フロアスペーサにおいて、連続気泡率(ASTM D 2856−94)が、75%以上であり、密度(JIS K 7222)が、40〜95kg/m3であり、25%圧縮硬さが300N以上、かつ、50%圧縮硬さが500N以上、かつ、75%圧縮硬さが800N以上とする。また、金型内部でフロアスペーサを成形する方法において、多価アルコールにエチレンオキサイドを付加重合させることにより得られる官能基数4〜6、水酸基価400〜500のポリエーテルポリオールであり、EO率が35%以上であり、全ポリオールに対して2〜15質量%となるポリエーテルポリオールをウレタンフォーム原料として採用する。これにより、低密度化、高い圧縮硬度、高い吸音性を実現することが可能となる。
(もっと読む)
クッションパッドの製造方法及び発泡成形型
【課題】車両用、特には自動車用のシートクッションパッド2に、裏面に近接して耐力フレーム27を埋め込むにあたり、エアポケットや欠肉といった不具合の発生を低減でき、しかも、製造効率や作業性に優れたものを提供する。
【解決手段】耐力フレーム27の近傍におけるキャビティー16の天井面について、一部が中子型13によって形成されるようにする。すなわち、中子型13から、ひさし状の延在部51が耐力フレーム27の上方にまで延びるようにすることで、上型11と中子型13とのパーティングライン18が、耐力フレーム27の真上に来るようにする。また、さらには、ひさし状延在部51よりもさらに突き出すフレーム取り付け用延在部52を設けることで、中子型13に耐力フレームを取り付けるようにする。
(もっと読む)
クッションパッド及びその製造方法
【課題】シート材を発泡型にセットし易いばかりか脱型も容易で、シート材の垂れ下がりをなくし、作業性向上,品質向上に貢献するクッションパッドの製造方法を提供する。
【解決手段】シート材8を発泡型1にセット後、発泡原料fの注入,型閉じを経て、裏面F1にシート材8が被着一体化されるパッド本体Fを発泡成形するクッションパッドPの製造方法で、シート状裏面材8bとプレスフェルト8aとを固着した積層シート部8Aが形成され且つ積層シート部8Aを貫通する通孔80が形成されたシート材8と、通孔80を塞いで窪み穴uになるよう積層シート部8Aのシート面85に貼着一体化される強磁性体入りテープ片9と、キャビティC側へ張り出し且つ窪み穴uに嵌合する突出磁石5が設けられた発泡型1とを具備し、窪み穴uに突出磁石5を嵌入し、その上端面52bに強磁性体入りテープ片9を磁力吸着させてシート材8を発泡型1にセットする。
(もっと読む)
成形体およびその成形方法
【課題】軽量であり、かつ、成形性が良好な、成形体およびその成形方法を提供する。
【解決手段】繊維集合体からなる芯材20を、表側面材21と裏側面材22とで挟んで積層体25を形成して、積層体25の、成形後に折れ曲がる角部となる部分に、他の部分に比べて液状の発泡性熱硬化性樹脂40を多く含浸させる。そして、発泡性熱硬化性樹脂40が含浸した積層体25を加圧成形することで、液状の発泡性熱硬化性樹脂40を加熱発泡させて、発泡性熱硬化性樹脂40を積層体25の内部に充填させる。さらに、積層体25を加熱することで発泡性熱硬化性樹脂40を硬化させる。
(もっと読む)
複合成形体およびその製造方法
【課題】高剛性で軽量な複合成形体を容易にしかも薄肉形態にて製造可能な方法、およびその方法により製造された複合成形体を提供する。
【解決手段】予め成形した繊維強化樹脂Aを予備成形体として金型内に配置し、該金型内に繊維強化樹脂Aに接するように発泡樹脂Bを供給し該発泡樹脂Bを繊維強化樹脂Aに接合して複合成形体を製造する方法であって、発泡樹脂Bを金型内で発泡させる際の金型のキャビティの容積に対し、該発泡樹脂Bを含む複合成形体を成形する際の金型のキャビティの容積を縮小して該複合成形体を圧縮成形することを特徴とする複合成形体の製造方法、およびその方法により製造された複合成形体。
(もっと読む)
複合材料の芯体
【課題】レジントランスファーモールディング法を採用しながらも軽量化を図ることができる複合材料の芯体を提供すること。
【解決手段】芯体13は、レジントランスファーモールディング法でサンドイッチパネル11を製造する際に用いられ、ハニカム構造体14を有する。ハニカム構造体14の各セル14a内には独立気泡状の発泡体15が充填されている。
(もっと読む)
排気孔付き型および成形品を生成する方法
【課題】排気孔付き型および成形品を生成する方法を提供することである。
【解決手段】この型(200)は、型キャビティを規定するように解除可能に係合可能なふた(205)とボウル(210)とを備え、このふたは、(i)ガスが型キャビティから逃げるための通路を有する排気孔(220)と、(ii)これら排気孔に接続されている複数の溝と、を備えている。型キャビティ表面における複数の溝/スロットの使用は、効果的に、成形される組成物からガスを引き抜くサイフォンとしての機能を果たす。複数の溝/スロットは、1つ以上の排気孔に接続され、それにより、この場合、型キャビティから型の外側にガスが逃げることを可能にする。
(もっと読む)
車両用シートパッドの製造方法
【課題】パッド本体の立壁状外周部につながる裏面側厚み面で、シートフレームとの間で発生する異音を防ぎ、さらに発泡成形時に発泡原料漏れ対策を講じた車両用シートパッドの製造方法を提供する。
【解決手段】パーティングラインPL位置が、発泡成形されるパッド本体1の外周部1aで、裏面1R側へ張り出すその一番高い地点10よりも下方地点に設けられ、さらに上型7にセットされる布状材と通じる発泡ガス用ガス抜き孔7gがその上型に設けられる発泡型6を用いて、布状材5の外周縁51が、発泡成形されるパッド本体1の外周部1aでその一番高い地点10を越え且つパーティングラインPLの手前に配されるようにして、上型7の型面7Aに布状材5をセットする第一工程と、発泡原料9の注入及び型閉じする第二工程と、発泡成形で余剰の発泡ガスをガス抜き孔7gから放出して、布状材5が被着一体化されるパッド本体1を発泡成形する第三工程とを備える。
(もっと読む)
衝撃吸収体、及び衝撃吸収体の製造方法
【課題】強度を維持しつつ、生産性の高い衝撃吸収体等を提供する。
【解決手段】硬質ポリウレタンフォーム28Aを含む第1の衝撃吸収材20Aと、硬質ポリウレタンフォーム28Bを含み、第1の衝撃吸収材20Aと圧縮応力が異なる第2の衝撃吸収材20Bと、硬質ポリウレタンフォームを含み、第1の衝撃吸収材20Aと第2の衝撃吸収材20Bとの間に配置され、且つ、第1の衝撃吸収材20Aに対する圧縮応力差が、第2の衝撃吸収材20Bに対する圧縮応力差よりも小さい仕切部材20Cと、を備える。
(もっと読む)
繊維強化樹脂成形体及びそれを用いた車両用内装材
【課題】高温での垂れ下がりが軽減された繊維強化樹脂成形体を提供する。
【解決手段】本発明の繊維強化樹脂成形体100において、樹脂発泡体シート2の両側の主面上に複合繊維が一方向に配列された一方向シートを1層以上含む繊維強化樹脂用シート1、3が配置されており、樹脂発泡体シート2の一方の主面と接している第一繊維強化樹脂用シート1の一方向シート1cにおける複合繊維の配列方向と、樹脂発泡体シート2の他方の主面と接している第二繊維強化樹脂用シート3の一方向シート3cにおける複合繊維の配列方向が異なっている。また、第一繊維強化樹脂用シート1と第二繊維強化樹脂用シート3は、対応する一方向シートを2層以上含み、第一繊維強化樹脂用シート1における一方向シートの積層順と、第二繊維強化樹脂用シート3における一方向シートの積層順が異なっていることが好ましい。繊維強化樹脂成形体100は、車両用内装材といて用いられる。
(もっと読む)
繊維強化樹脂成形体及びそれを用いた車両用内装材
【課題】表面のしわの発生が低減された繊維強化樹脂成形体及びそれを用いた車両用内装材を提供する。
【解決手段】本発明の繊維強化樹脂成形体100は、繊維強化樹脂用シート1と樹脂発泡体シート2とを貼りあわせた繊維強化樹脂成形体100であって、繊維強化樹脂用シート1(1a、1b)は、樹脂発泡体シート2の両側の主面上にそれぞれ配置されており、少なくとも一方の繊維強化樹脂用シート1aの樹脂発泡体シート2と接していない側の主面上に樹脂発泡体又は繊維集合体で構成された被覆層3が設けられており、所定の形状に圧縮成形されている。繊維強化樹脂成形体100は、車両用内装材といて用いられる。
(もっと読む)
繊維強化樹脂成形体及びそれを用いた車両用内装材
【課題】高温での垂れ下がりが軽減された繊維強化樹脂成形体及びそれを用いた車両用内装材を提供する。
【解決手段】本発明の繊維強化樹脂成形体100は、繊維強化樹脂用シート1、3と樹脂発泡体シート2とを貼りあわせた繊維強化樹脂成形体であって、繊維強化樹脂用シート1、3は、樹脂発泡体シート2の両側の主面上にそれぞれ配置されており、樹脂発泡体シート2の一方の主面に接している第一繊維強化樹脂用シート1の目付が、樹脂発泡体シート2の他方の主面と接している第二繊維強化樹脂用シート3の目付より大きい。繊維強化樹脂成形体100は、車両用内装材として用いることができる。
(もっと読む)
繊維強化樹脂成形体及びそれを用いた車両用内装材
【課題】優れた剛性を維持しつつ、軽量で、凹凸部での強化繊維の浮き上がりも防止した繊維強化樹脂成形体及びそれを用いた車両用内装材を提供する。
【解決手段】本発明の繊維強化樹脂成形体は、繊維強化樹脂用シート1、3と樹脂発泡体シート2とを貼りあわせた繊維強化樹脂成形体100であって、繊維強化樹脂用シート1、3は、樹脂発泡体シート2の両側の主面上にそれぞれ配置されており、樹脂発泡体シート2の一方の主面上に配置されている第一繊維強化樹脂用シート1は、ステッチング糸により連結されており、樹脂発泡体シート2の他方の主面上に配置されている第二繊維強化樹脂用シート3は、ステッチング糸により連結されておらず、第二繊維強化樹脂用シート3の樹脂発泡体シート2と接していない側の主面上に表皮材4が設けられており、所定の形状に圧縮成形されている。繊維強化樹脂成形体100は、車両用内装材といて用いられる。
(もっと読む)
石目調内装材の製造方法
【課題】サイディング以上に本物の石材の凹凸を表現した石肌面を有し、その石肌面に凹凸に加えて、鉱物の結晶面を表す多数の微細な結晶面部9,9,…が出た質感を有する石目調内装材が後塗装や後加工によることなく実現できるようにする。
【解決手段】多数の鉱物の結晶を有する、火成岩又は変成岩からなる原石材をランダムに切削して、凹凸のある石肌面(割石面)が形成されかつ石肌面に結晶の一部が平滑面(平面)からなる結晶面として部分的に露出したマスター石材を形成する。そのマスター石材に溶融シリコン樹脂を押し当ててシリコン型を取り、そのシリコン型に発泡材(成形材料)を流し込んで発泡成形させて成形体を得、その成形体の表面を塗装する。
(もっと読む)
1 - 20 / 715
[ Back to top ]