
Fターム[4F205HK05]の内容
型の被覆による成形、強化プラスチック成形 (42,245) | 強化プラスチック等の成形操作、装置 (1,357) | 成形操作 (1,023) | 硬化(←多段工程) (409)
Fターム[4F205HK05]に分類される特許
41 - 60 / 409
ガスタンクの製造方法
【課題】繊維強化樹脂層を均一に昇温させることにより、短時間にかつ均一に繊維強化樹脂層を硬化させて、外観が良好で、しかも、品質が安定したガスタンクの製造方法を提供する。
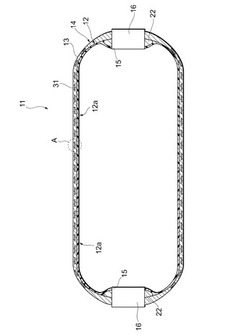
【解決手段】ライナー12の外周側に熱硬化性樹脂を含浸させた誘導性材料からなる強化繊維を巻き回して積層した繊維強化樹脂層13を有するガスタンク11の製造方法であって、強化繊維とともに導電線を巻き回すことにより、繊維強化樹脂層13の内層部に導電線からなる内部コイル31を設けるとともに、外周に外部コイルを巻き付けて配置し、内部コイル31及び外部コイルに、異なる周波数の電流を流して強化繊維を発熱させることにより、熱硬化性樹脂を加熱硬化させる。
(もっと読む)
高圧タンクの製造方法、および、高圧タンク

【課題】ライナーの外表面に繊維強化プラスチック層を備える高圧タンクの製造工程において、比較的少ない工程数で、フィラメントワインディング法を用いて繊維強化プラスチック層を形成する際の繊維の巻き崩れを抑制する。
【解決手段】高圧タンクの製造工程において、内層54の形成工程は、ライナー円筒部42の外表面に、第1のフープ層54aを形成する工程と、第1のフープ層54aに含まれる熱硬化性樹脂を加熱硬化することなく、ライナードーム部44の外表面、および、第1のフープ層54aの外表面に、低角度ヘリカル層54bを形成する工程と、第1のフープ層54aに含まれる熱硬化性樹脂、および、低角度ヘリカル層54bに含まれる熱硬化性樹脂を加熱硬化することなく、第1のフープ層54a上における低角度ヘリカル層54bの外表面に、第2のフープ層54cを形成する工程と、を含む。
(もっと読む)
タンクの製造方法及び製造装置
【課題】内容器の外表面に補強繊維層を有するタンクを製造する際の、補強繊維層における樹脂への加熱方法を改善し、良好な性状を有する補強繊維層を形成することができる、タンクの製造方法及び製造装置を提供すること。
【解決手段】ライナー3の外表面に、樹脂11を含浸した繊維12を巻回し且つ樹脂12を熱硬化することで補強繊維層4を形成するタンクの製造方法において、ライナー3の内部にマイクロ波照射装置24を配置し、マイクロ波照射装置24によってライナー3の内部から樹脂11を加熱するようにした。
(もっと読む)
樹脂製歯車
【課題】樹脂成形部が吸湿による膨潤で寸法変化を起こす場合においても、歯車の噛み合い誤差が増大することが少ない樹脂製歯車を提供する。
【解決手段】金属製のブッシュ2と、このブッシュの周囲に配置される樹脂成形部6とを備え、樹脂成形部6が、不織布基材に樹脂を含浸、硬化させたもので、歯先部と歯元部とを有する斜歯であり、歯先部ねじれ角が、歯元部ねじれ角より大きい。好ましくは、先部ねじれ角が、歯元部ねじれ角より0.1〜0.5度大きい。本発明は、抄造による不織布基材に好適に適用できる。
(もっと読む)
圧力容器の製造方法
【課題】プリプレグの乗り上げやプリプレグ間の隙間の発生を抑えて圧力容器の強度を安定させる。
【解決手段】ライナ20と、該ライナ20の外周を包むFRP層とを有する圧力容器を製造する際、所定の繊維数で成形された平板部を備えるプリプレグ70を幅方向に折り畳みあるいは巻くことによってひも状にし、ライナ20の外周に巻き付ける。プリプレグ70をひも状にした後、その断面を四角に成形してからライナ20の外周に巻き付けることも好ましい。
(もっと読む)
複合材成形治具
【課題】炭素発泡体をコア材とした場合であっても、より均等に成形品を加熱できる成形治具を提供することを目的とする。
【解決手段】複合材成形治具は、成形品側に配置される炭素発泡体5、及び、炭素発泡体5の背面に接着配置された別の炭素発泡体6で構成されたコア材2と、コア材2中に埋設されたコア材2に伝熱可能な熱源3と、繊維強化複合材料でコア材2の表面を被覆して形成した複合材層4と、を備え、炭素発泡体5の熱伝導率が、別の炭素発泡体6の熱伝導率よりも高いことを特徴とする。
(もっと読む)
プリプレグテープ並びにテープ制御情報設定方法
【課題】プリプレグテープの貼着時に、様々な曲面に対応して皺無く貼着や積層を図ることを提供する。
【解決手段】テープ幅を等分した複数条のテープ分割体に分断され、三次元に湾曲した曲面に貼着されるプリプレグテープを用いる。このプリプレグテープの貼着に要するテープ制御情報のうち少なくとも一要素を設定するテープ制御情報設定方法は、プリプレグテープが貼着される曲面に設定されるレイアップパスを取得するレイアップパス取得ステップS1、S6と、レイアップパス取得ステップS1、S6で取得したレイアップパス上に演算開始点を設定する演算開始点設定ステップS101と、演算開始点を通り且つレイアップパスに対して曲面沿いに直交する横断ラインと、各テープ分割体が貼着される分割ゾーンの中心を通る縦断ラインとが交差する点にテープ制御点を設定するテープ制御点設定ステップS7とを備えている。
(もっと読む)
プリプレグ材の製造方法とその製造装置、および樹脂歯車の製造方法とその製造装置
【課題】効率的で生産性の高い波形形状のプリプレグ材の製造方法とこの製造方法を実現する製造装置、およびこれらの製造方法や製造装置によって製造されたプリプレグ材を使用する樹脂歯車の製造方法とこの製造方法を実現する製造装置を提供する。
【解決手段】プリプレグ材の製造方法と樹脂歯車の製造方法は、第2ピンが第1ピンの径方向外方に配された姿勢でプリプレグ材を配置する配置工程(S1)と、プリプレグを加熱しながら、第2ピンが第1ピンよりも径方向内方に配されるように、少なくとも一方のピンを径方向に稼動させる稼動工程(S2)と、プリプレグ材とマトリックス樹脂を一体成形する成形工程(S3)から構成されている。
(もっと読む)
強化繊維基材、強化繊維複合材のプリフォームおよび強化繊維複合材
【課題】従来よりも賦形性に優れた強化繊維基材、強化繊維複合材のプリフォームおよび強度に優れた強化繊維複合材の提供にある。
【解決手段】強化繊維を一方向に引き揃えた一方向強化繊維シート12と織布13との積層により形成された強化繊維基材11である。織布13は、織布13の厚み方向に貫通する複数の切れ目14を備える。複数の切れ目14が織布13の全面にわたって配設され、複数の切れ目14により賦形時における織布13の皺の発生が抑制される。
(もっと読む)
高圧タンクの製造方法
【課題】表面における凹凸の発生を低減することができる高圧タンクの製造方法を提供すること。
【解決手段】この製造方法は、ライナを配置するライナ配置工程と、ライナの周囲に繊維強化プラスチック材料faを巻き付ける巻付け工程と、その巻き付けた繊維強化プラスチック材料faの外側に加熱によって収縮する熱収縮体stを配置する収縮体配置工程と、繊維強化プラスチック材料faと熱収縮体stとを加熱して繊維強化プラスチック層と成す硬化工程と、を備え、巻付け工程において、巻き付けた繊維強化プラスチック材料faの外側表面に凹部raを形成する。
(もっと読む)
繊維強化樹脂シートの製造方法
【課題】透明な硬化性樹脂を硬化してなる非通気性のバリア層をキャリアフィルム上に安定して連続的に形成する方法を提供すること。
【解決手段】メッシュ体に透明硬化性樹脂を含浸・硬化してなるコンクリート構造物の補修又は補強用繊維強化樹脂シートの製造方法において、少なくとも下記の工程(1)〜(2)を含む製造方法。
工程(1):キャリアフィルム及びカバーフィルムが共に2軸延伸ポリエチレンテレフタレートフィルムであり、キャリアフィルムの厚みT1が25〜100μm、カバーフィルムの厚みT2が12〜50μmであり、かつ、厚みの比T1/T2が1.5〜5である、キャリアフィルム及びカバーフィルムをそれぞれ選択し、該キャリアフィルム上に、厚みが30〜100μmで非通気性のバリア層を形成するため、透明硬化性樹脂組成物(A)を塗布して液層(a)を形成し、該液層(a)を該カバーフィルムで積層して硬化炉に導き、透明硬化性樹脂組成物(A)を硬化する工程、及び
工程(2):前記キャリアフィルム上の硬化された透明硬化樹脂からなるバリア層の表面からカバーフィルムを剥離して、該剥離されたカバーフィルムを後の工程のカバーフィルムに使用すべく迂回させるカバーフィルムの剥離・迂回工程。
(もっと読む)
FRP及びFRPの製造方法
【課題】断熱材を別途設けることなく断熱性を向上させ、安価に製造可能なFRP及びFRPの製造方法を提供する。
【解決手段】荷重方向に配向された繊維からなる垂直繊維層3と、該垂直繊維層と直交する向きに配向された繊維からなる水平繊維層4と、前記垂直繊維層に対して傾斜した向きに配向された繊維からなる剪断繊維層5を所定数層積層させるFRP1であって、所定数層の前記剪断繊維層からなる剪断繊維積層層7が熱源側に配置され、所定数層の前記垂直繊維層と前記水平繊維層からなる垂直水平繊維積層層8が前記剪断繊維層の非熱源側に配置される様前記垂直繊維層と前記水平繊維層と前記剪断繊維層とを積層。
(もっと読む)
複合材料部品及びその製造方法
【課題】複数層のプリプレグから製造する、面内湾曲及び面外湾曲を持つ形状を有する複合材料部品を提供する。
【解決手段】面内湾曲をもつ形状を有する複合材料部品28,30、例えば、後退構造を有する翼形部14の翼桁キャップ。この部品28,30を製造する方法は、部分的に硬化したポリマー材料のマトリックス中に繊維状強化材を含有する積層構造を有するプリプレグを形成することを含んでいる。これらのプリプレグを積み重ね、直線状の細長いプリフォームを形成する。次に、プリフォームの長手方向及び横断方向を含有する平面内でプリフォームに面内湾曲を誘発して後退構造を作成する。面内湾曲は、プリフォームの横断方向に平行な力をかけながら、プリフォームをポリマー材料の溶融温度未満の温度にしてポリマー材料をコールドフローさせることによって誘発される。次に、ポリマー材料を十分に硬化させて複合材料部品28,30を得る。
(もっと読む)
FRP成形体の製造装置及び製造方法
【課題】樹脂含浸繊維を表面に有する成形体をマイクロ波加熱する際に、成形体表面でアーク放電が発生してしまうことを抑制する。
【解決手段】熱硬化性樹脂を含浸した繊維2を表面に有する成形体1を収容して成形体1にマイクロ波を照射する照射ユニット20を備える成形体の製造装置を構成する。この製造装置は、マイクロ波の照射前に照射ユニット20内を加湿するか、マイクロ波の照射前に成形体の表面に水を噴霧するか、または、マイクロ波の照射前に熱硬化性樹脂を含浸した繊維の表面を樹脂でコーティングする。
(もっと読む)
ガス容器及びガス容器製造方法
【課題】繊維強化樹脂の硬化状態にムラが生じるのを防ぐことができるガス容器製造方法を提供する。
【解決手段】合成樹脂製のライナ10を調製するライナ調製工程と、ライナ10の開口部11に口金20を取り付ける口金取付工程と、ライナ10及び口金20の外面に不織布30を貼り付ける不織布貼付工程と、繊維強化樹脂30を不織布30の外側に巻き付ける繊維強化樹脂巻付工程と、口金20に形成された連通孔24を介して外部から不織布30にガスを供給しながら繊維強化樹脂30の熱硬化性樹脂を加熱して硬化させる樹脂硬化工程と、を備えるガス容器製造方法である。
(もっと読む)
耐摩耗性の繊維強化複合材及びその製造方法
【課題】アンダーコート層、或いは、セラミックス粒子が食い込んだトップコート層を設けることなく、良好な接着強度を有する溶射皮膜が形成された耐摩耗性の繊維強化複合材及びその製造方法を提供する。
【解決手段】最外層に溶射皮膜層4を有する耐摩耗性の繊維強化複合材1であって、繊維強化プラスチック基材層2と、繊維強化プラスチック基材層2の表層に積層されたガラス繊維強化プラスチック層3と、ガラス繊維強化プラスチック層3の表層に溶射により被覆された溶射皮膜層4とを有する。
(もっと読む)
ガスタンクの製造方法
【課題】ガスタンクの製造において、誘導加熱を用いて繊維強化樹脂層を全体に亘り十分に熱硬化する。
【解決手段】ガスタンクの製造方法であって、熱硬化性樹脂が含浸された繊維を内容器20の外周部に巻回して内容器20の外周部に繊維強化樹脂層21を形成する第1の工程と、繊維強化樹脂層21を熱硬化する第2の工程と、を有する。第1の工程において、熱硬化性樹脂には、導電性材料Bが添加されている。第2の工程は、内容器20の周囲に巻かれた誘導加熱コイル40により繊維強化樹脂層21を誘導加熱することにより行われる。
(もっと読む)
ガスタンクの製造方法
【課題】ガスタンクの製造において、誘導加熱を用いて効率よく、より十分に繊維強化樹脂層の熱硬化を行う。
【解決手段】ガスタンクの製造方法であって、熱硬化性樹脂が含浸された繊維を内容器20の外周部に巻回して内容器の外周部に繊維強化樹脂層21を形成する第1の工程と、繊維強化樹脂層21を熱硬化する第2の工程と、を有する。第2の工程は、内容器20の周囲に巻かれた誘導加熱コイル40により繊維強化樹脂層21を誘導加熱することにより行われる。その際、誘導加熱コイル40と繊維強化樹脂層21の繊維は、同じ方向に巻かれている。
(もっと読む)
ガスタンク及びその製造方法
【課題】強度と耐熱性に優れ、ガス透過性を抑制したガスタンク、及びその製造方法を提供する。
【解決手段】ガスバリア性を有する内殻と、該内殻を覆うように設けた耐圧性のFRP製外殻とを有するガスガスタンクであって、前記外殻は、(A)補強繊維束、(B)熱硬化性樹脂、並びに(C)エラストマー粒子及び/又は熱可塑性樹脂粒子からなり、かつ、(B)熱硬化性樹脂中に分散した(C)エラストマー粒子及び/又は熱可塑性樹脂粒子が(A)補強繊維束内に存在することを特徴とする。
(もっと読む)
繊維強化プラスチック部品
【課題】孔のあいた板状の強化繊維プラスチック部品において、孔の周囲の強度を高める。
【解決手段】ヒンジを構成する要素であるヒンジプレート12は、先端20側に孔14があけられている。ヒンジプレート12を多層構造とし、その少なくとも1層を複数の補強繊維26を有する補強層22とする。補強層22の複数の補強繊維26は、孔14の先端20側では、孔14の周囲に同心円状に配置される。この同心円状に配置された部分の両端が、先端20と反対側の基端18に向けて延びる。
(もっと読む)
41 - 60 / 409
[ Back to top ]