
Fターム[4F206AD27]の内容
プラスチック等の射出成形 (77,100) | 挿入物等(補強材、芯材、表面材、ライニング対象部材、接合対象物) (7,906) | 前処理、処理 (524)
Fターム[4F206AD27]の下位に属するFターム
粗面化 (63)
予熱(←温度調整) (48)
予冷却
エネルギー線処理 (33)
化学的処理(←酸洗、脱脂、エッチング) (77)
プライマー処理、下塗り (103)
Fターム[4F206AD27]に分類される特許
61 - 80 / 200
金属膜を有する樹脂成形品の製造方法
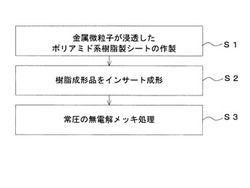
【課題】常圧の無電解めっき液を用いた安価な処理により、樹脂成形品の材料などにかかわらず汎用的に、高い密着性を有する金属膜を樹脂成形品に形成できる製造方法を得る。
【解決手段】少なくとも一方の表面が、金属微粒子を分散させたポリアミド系樹脂から形成されている樹脂シート10を、樹脂成形品5を成形する金型73内に、ポリアミド系樹脂が金型73と接した状態で設置することと(S1)、樹脂シート10が設置された金型73内に溶融樹脂を充填して、樹脂シート10と溶融樹脂とが一体化してなる樹脂成形品5を成形することと(S2)、アルコールを含有した無電解めっき液に樹脂成形品5を常圧下で浸漬させることと(S3)を含む製造方法が提供される。
(もっと読む)
電気的接続部品

【課題】バスバーを樹脂ケースにインサート成型して形成させるインサート成型タイプの電気的接続部品について、バスバーを仮に連結している連結部の切断加工時に生じるバスバーの埋込み部の露出化を防止できるようにする。
【解決手段】電気的接続部品は、窓部3を有するインサート部4が形成された樹脂ケース2を備えるとともに、インサート成型により樹脂ケースに組み込まれた複数のバスバー5を備え、バスバーの樹脂ケースへの組み込みは、各バスバーを連結部12で仮に連結して形成されるバスバーユニット22を用いてなされ、バスバーユニットをインサート成型により組み込んだ後に、窓部で露出する連結部に切断加工を施すことで各バスバーに導電路を形成させるようになっており、そして埋込み部に対する樹脂による保持力を増強させる保持力増強部23が連結部の近傍でバスバーに設けられている。
(もっと読む)
バックモールドされた(back−molded)プラスチック部分の製造方法
【課題】
積層複合材料をポリマー溶融体でバックモールドする、バックモールドされたプラスチック部分の製造方法を提供する。
【解決手段】
好ましくはロールから引き出す不織布材料(2)を提供し、
材料構造を一部破壊しながら、不織布材料(2)を少なくともセクションで常温延伸し、
続いて、不織布材料に伸縮性プラスチックフィルム(8, 8’)を積層して積層複合材料形成し、
次いで、積層複合材料(1)を射出成形型内に挿入し、
その上に不織布材料(2)を配置した表面にポリマー溶融体をバックモールドし、積層複合材料(1)をバックモールドすることにより伸張させ、その結果プラスチックフィルム(8, 8’)が射出成形型の割り当てられた表面にプレスされそして
不織布材料(2)に、ポリマー溶融体を少なくとも一部浸透させる、
バックモールドされたプラスチック部分(14)を製造する方法。
(もっと読む)
容器を製造する金型システム
本発明は、容器(500)を製造するために可動金型部分(10)及び静止金型部分(20)を備える金型システム(1)に関し、金型部分(10及び20)は相互に対向して位置付けられ、金型システム(1)は、厚紙素材からプレスされた底(57)、前記底(57)に接続された壁(59)、及び少なくとも部分的にプラスチックから注型され、壁(59)の上縁に接続されて壁を取り囲むリム(50)を備える容器(500)を製造するために使用することができ、それにより静止金型部分(20)に対して動作可能な金型部分(10)は、少なくともコア(41)を設けたコアプレート(4)、コア(41)に対して動作可能でシール表面(5a)を備え、コア(41)を囲む板状シールリング(5)、及びコア(41)及びシールリング(5)に対して動作可能で、その間に嵌め込むことができるカラーリング(6)を含み、静止金型部分(20)は、少なくとも金型キャビティ(71)及びシール表面(7a)を設けた金型プレート(7)を含む。金型システム(1)内で、プラスチックリムの注型段階で前記シール表面又はカラーリングの機能を変更するインサート(9及び/又は612)を、シールリング(5)のシール表面(5a)及び/又はカラーリング(6)のカラー(61)に着脱式に取り付けることができ、インサートは、容器(500)の基本リム(50)の寸法を変更する、又は前記基本リム(50)の表面にその平面の残りの部分から上方向に延在する膨らみ、又は表面(50)の平面の残りの部分より低い溝を設ける、又は容器(500)の基本リム(50)の外縁からさらに突出し、場合によっては開口などの吊り下げ手段(56)を備える突起(55)を形成するためにも使用することができる。 (もっと読む)
複合体およびその製造方法
【課題】本発明は、接合強度に極めて優れた(イ)ポリフェニレンサルファイド樹脂組成物と(ロ)金属とを接合させた複合体およびその製造方法の取得を課題とする。
【解決手段】(イ)ポリフェニレンサルファイド樹脂組成物と(ロ)金属とを接合させた複合体であって、(イ)ポリフェニレンサルファイド樹脂組成物の塩素含有量が1000ppm以下であることを特徴とする複合体。(イ)ポリフェニレンサルファイド樹脂組成物に含まれるポリフェニレンサルファイドの塩素含有量は1500ppm以下であることが好ましい。
(もっと読む)
スタビライザ装置およびその製造方法
【課題】ブッシュがずれるのを防止することにより信頼性を高めたスタビライザ装置を提供する。
【解決手段】スタビライザ装置1は、トーション部110とトーション部110の両端部から伸びるアーム部120とにより全体として略コ字状をなすスタビライザ100と、トーション部110の両端部に設けられ、スタビライザ100を車体10に固定するためのブッシュ300と、ブッシュ300と接触する接触部410を有し、トーション部110の軸方向の所定の範囲の全周を覆うようにトーション部110に対して一体成形された樹脂製のずれ止め部材400とを備え、トーション部110の外周面に、ずれ止め部材400と噛み合う凹凸部111を設ける。
(もっと読む)
靴底および靴底の製造方法
【課題】外観性を改善させ、コストダウンを達成させ、ラバーパーツと熱可塑性樹脂との接着性を向上させ、品質を安定させ、機能性をより向上させた靴底の製造方法および靴底を提供する。
【解決手段】あらかじめ少なくとも部分的に架橋成形されたラバーパーツに、熱可塑性樹脂をオーバーモールドすることにより、前記ラバーパーツと前記熱可塑性樹脂を架橋接着することを特徴とする靴底の製造方法およびその製造方法によって得られた靴底に関する。
(もっと読む)
合成樹脂成形品の製造方法及び金型装置
【課題】溶融した合成樹脂を注入する圧力及び型締めによる圧力を低減させ、インサート部材に関する不具合の発生を減少させる合成樹脂成形品の製造方法及び金型装置を提案する。
【解決手段】固定金型10と移動金型20との間に形成されたキャビティ5の移動金型20側に、インサート部材1が配置され、固定金型10側からキャビティ5に溶融した合成樹脂2hを注入して、合成樹脂成形品を製造する方法であって、固定金型10と移動金型20とが開いた状態で、溶融した合成樹脂2hをキャビティ5に注入する注入工程と、固定金型10と移動金型20とを型締めして、溶融した合成樹脂2hを加圧する第1加圧工程と、固定金型10からキャビティ5に向けて加圧材15を送り出して、溶融した合成樹脂2hを加圧する第2加圧工程と、を備える製造方法を採用する。
(もっと読む)
自動車用内装部品の製造方法
【課題】自動車用内装部品の製造方法であって、軽量化及びコストダウンを図るとともに、成形サイクルを短縮化し、かつ外観凹凸を解消することを課題とする。
【解決手段】ドアトリム10におけるドアトリム本体20は、軽量で保形性を有する発泡樹脂基材21と、その裏面側に一体化される樹脂リブ22と、発泡樹脂基材21の表面側に貼付される表皮23とから構成され、成形上下型41,42の型締めによる一次加圧処理により、加熱軟化処理した発泡樹脂シートSを所要形状に成形し、その後、一次加圧より高圧な二次加圧処理を成形上下型41,42で行ない、発泡樹脂基材21を圧縮した状態で成形下型42の溝部424内に溶融樹脂Mを射出充填する際、二次加圧時間と射出充填時間とを同一に設定し、その後、表皮23のクッション層23bが復元するだけの低圧プレス加工により、発泡樹脂基材21と樹脂リブ22との一体化を図る。
(もっと読む)
成形体および成形方法
【課題】ポリアリーレンスルフィド樹脂組成物からなる成形基材と配向層が接着剤を用いることなく一体化させた成形体を提供することを目的とするものである。
【解決手段】本発明の成形フィルムは、ポリアリーレンスルフィド樹脂組成物からなる成形基材(A)とポリアリーレンスルフィド樹脂組成物を主成分とする配向層(B)が接着剤を介することなく一体化されてなる成形体であり、p−フェニレンスルフィドを主成分とする二軸配向ポリフェニレンスルフィドフィルムの少なくとも片側に、p−フェニレンスルフィド以外の少なくとも1種以上の共重合成分を有する共重合ポリフェニレンスルフィド層が積層された積層二軸配向ポリフェニレンスルフィドフィルムである配向層(B)をあらかじめ賦形したのち金型に配置し、配向層(B)の共重合ポリフェニレンスルフィド層側にポリアリーレンスルフィドを主成分とする樹脂組成物からなる成形基材(A)を射出成形により一体化する成形方法である。
(もっと読む)
内燃機関用制御部品
【課題】 高い生産性と信頼性を有する内燃機関用制御部品を安価で提供する。
【解決手段】 外部接続用端子を外装と一体化で形成し、内部に配置される電子部品等をモールド樹脂にてモールドした内燃機関用制御部品において、外装を第1成形段階から複数回に分けた成形段階で行う事で作製した事を特徴とする。特に、それまでの段階の樹脂は、あとの段階の樹脂より、低結晶化タイプのものや、線膨張係数が近似している事や、外周面は凹凸が形成されている事や、あとの段階にて成形される部分の表面積が、それまでの段階で成形された部分の表面積より上回る事を特徴とする内燃機関用制御部品とする。
(もっと読む)
ヒータ、樹脂成形装置、樹脂成形方法、及び樹脂成形体
【課題】製造のスループットを向上可能なヒータ、樹脂成形装置及び樹脂成形方法、及び、このようにして製造された樹脂成形体を提供する。
【解決手段】ヒータは、金属製の天板M41と、該天板に設けられた金属製の柱材M42,M43と、該柱材の軸の周囲を囲むコイルWRとを備え、該柱材の内部に冷却通路P1,P2を設けた。これにより、該柱材を自然冷却時よりも高速に冷却することができるため、スループットを向上させることができる。また、筒体M42と柱部M43とを異種金属から構成し、該筒体内に該柱部を圧入した場合に、これらの熱膨張係数の差によって該柱材に固定された該天板に生じた歪は、該冷却通路により吸収することができる。特に、該天板を樹脂成形用の金型に用いる場合には、熱膨張係数の差による歪が生じにくくなるため、精密な樹脂成形が可能となる。
(もっと読む)
インサート成形用金型及び複合シート体のインサート成形方法
【課題】シート体の寸法精度のバラツキにより、形成される樹脂部の端部から溶融樹脂が漏れ、複合シート体のバリの発生を防止するインサート成形用金型及び複合シート体のインサート成形方法を提供すること。
【解決手段】インサート成形用金型100は、固定型30と可動型10の間に形成される凹部40にシート体Bを挿入し、キャビティ50に溶融樹脂を射出して前記シート体Bの周縁に樹脂部80を形成し、前記シート体Bと前記樹脂部80が一体に形成される複合シート体を成形するインサート成形用金型100であって、前記凹部40は、前記固定型30と前記可動型10の間に前記シート体Bが挟み込まれない内寸に設定され、前記固定型30と前記可動型10は、形成される前記樹脂部80の端部に位置する前記シート体Bの一部を溶融樹脂の射出に先立ち切断して切り抜くと共に、前記シート体Bの切断面を封止する切断封止手段90が設けられてなる。
(もっと読む)
芯材のインサート成形方法
【課題】金属製の芯材をキャビティの所定位置に支持してゴム様弾性体の原料を注入してもキャビティ内を押し動かされることがないようにすると共に、芯材をキャビティ内に支持する手段が成形品の表面に露出して外観を損なうことがないようにする。
【解決手段】金属製芯材21の取付孔22に突起物23の差込部25を強く押し込んで首部24に嵌合固定させ、突起物23をキャビティ11を形成する金型8に当てて支持させる。突起物23は成形物のゴム様弾性体と同じ材質とすることにより、突起物先端が成形物表面に露出しても目立たないようにする。
(もっと読む)
管継手及び管継手の製造方法,並びに管継手製造用の射出成形金型
【課題】内部に形成された連通路が曲折部乃至は合流部を備えた管継手において,前記曲折部乃至は合流部において前記連通路に内向きに突出する内側コーナー部を弧状に形成する。
【解決手段】管継手1を,管継手1の内部形状を成す内筒体2と,この内筒体2の外周に一体的に形成された外包体3によって形成する。前記内筒体2は,これをブロー成形によって前記連通路10に内向きに突出する内側コーナー部11が弧状となるように製造する。そして,この内筒体2に形成された流路10内にコアピン301a〜301cを挿入して射出成形金型のキャビティ23内に配置し,前記弧状に形成された内側コーナー部11を除き前記内筒体2を溶融温度に加熱した状態で前記キャビティ23内に外包体3と成る溶融樹脂を注入する。
(もっと読む)
ラベル付き合成樹脂成形品
【課題】 本発明は、インモールド成形法を利用して従来にない加飾性、立体的な視覚効果、質感、風合、さらには断熱性等の機能が付与可能なラベルの層構成を創出することを課題とし、今までにない加飾性と機能性を付与したラベル付き合成樹脂成形品を提供すること目的とする。
【解決手段】 インモール成形により表面にラベルを積層したラベル付き合成樹脂成形品において、ラベルは、基材フィルムとこの基材フィルム上に所定のパターンで形成した接着剤層と加飾層を順次積層したものとし、加飾層は、接着剤層の形成パターンに沿って基材フィルムに接着固定される接着部と隣接する接着部間に位置する非接着部を有し、インモールド成形における基材フィルムと加飾層の成形収縮の差により、隣接する接着部間で非接着部に弛みが発生した構成とする。
(もっと読む)
基材の表面層形成方法
【課題】基材の表面層形成方法を提供することを目的とする。
【解決手段】基材の表面層形成方法は、穴を有するモールド10を提供する工程と、少なくともモールド10の穴104内の一部に表面層108を形成する工程と、基材をモールドする工程とを備えるものである。このうち表面層108は、例えば、金属材料又はセラミックス材料を含む。モールド10は、例えば、上モールド102、下モールド100、及び少なくとも一つの開口106を含む。
(もっと読む)
構造体を成形するための工具
ブランクから容器を成形するための成形工具が開示される。成形工具はキャビティ及びコアを有する。キャビティはキャビティベースに可動に接続される関節部を有する。コアはノーズベースに可動に接続されるノーズを有する。ブランクから容器を成形する際、ノーズをノーズベースに対して移動させてから、キャビティベースに対して関節部を移動させる。  (もっと読む)
(もっと読む)
樹脂成形品の成形装置、および樹脂成形品の成形方法
【課題】装飾が施された装飾部を有する金属製部品をインサート成形する場合に、成形型に対する金属製部品の位置ずれを抑え、樹脂成形品において装飾部の位置のばらつきや、バリの発生を防止し得る、樹脂成形品の成形方法、および樹脂成形品の成形装置を提供する。
【解決手段】樹脂成形品の成形装置は、装飾が施された装飾部21と、装飾部に連続し樹脂材料と一体化されるインサート部22とを備える金属製部品20をインサート成形する。成形装置は、金属製部品のインサート部を配置するとともに溶融樹脂材料60を注入するキャビティ51が形成された成形型と、金属製部品の装飾部が配置される凹所52と、キャビティに注入される溶融樹脂材料の一部を凹所に導く凹所用流路53と、を有している。そして、凹所に導いた溶融樹脂材料が有する圧力Pによって、金属製部品を、装飾部からインサート部に向かう方向に沿って押圧する。
(もっと読む)
ポリブチレンテレフタレート樹脂組成物
【課題】冷熱サイクル環境での高度な耐久性等の性能と、シリコーンゴムとの接着性を両立させたポリブチレンテレフタレート樹脂組成物を提供する。
【解決手段】(A)ポリブチレンテレフタレート樹脂100重量部に対し、(B)コア層がアクリル系ゴムで構成されており、平均粒子径が2μm以上であるコアシェル型ポリマー5〜30重量部、(C)ガラス繊維20〜100重量部を配合してなる、シリコーンゴムとの接着性に優れたポリブチレンテレフタレート樹脂組成物。
(もっと読む)
61 - 80 / 200
[ Back to top ]