
Fターム[4F206AD27]の内容
プラスチック等の射出成形 (77,100) | 挿入物等(補強材、芯材、表面材、ライニング対象部材、接合対象物) (7,906) | 前処理、処理 (524)
Fターム[4F206AD27]の下位に属するFターム
粗面化 (63)
予熱(←温度調整) (48)
予冷却
エネルギー線処理 (33)
化学的処理(←酸洗、脱脂、エッチング) (77)
プライマー処理、下塗り (103)
Fターム[4F206AD27]に分類される特許
21 - 40 / 200
インモールド成形の製作方法及びその製作方法を使用したケース
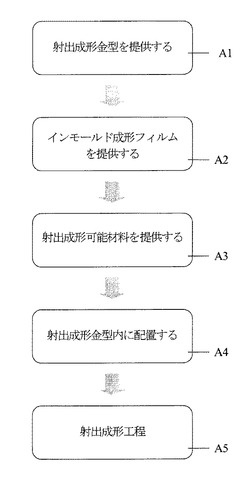
【課題】本発明は、皮革の外観及び触感をもつケースを成形させることが可能な、インモールド射出の成形金型内に用いられるインモールド成形(In−Mold Roller)の製作方法、及びインモールド成形の製作方法によって製作されたケースを提供する。
【解決手段】インモールド成形の製作方法は、射出成形金型を提供する工程と、インモールド成形フィルムを射出成形機台上に提供する工程と、射出成形可能材料を提供する工程と、射出成形可能材料とインモールド成形フィルムを射出成形金型内に設ける工程と、射出成形で模様構造と同じ模様をもつケースを形成させる工程とからなり、射出成形金型は、キャビティ、及びキャビティと対応するコアとからなり、キャビティは模様構造を有する。
(もっと読む)
電磁誘導加熱用樹脂製食器

【課題】電磁誘導加熱を繰り返しても剥離や割れが生じることがなく、且つ、成形時に封入した金属が破損して電磁誘導加熱が十分に行われなくなることを防止することが出来る電磁誘導加熱用樹脂製食器の提供。
【解決手段】第1の樹脂成形部材(1)と第2の樹脂成形部材(2)と金属製網(3)とを有し、第1の樹脂成形部材(1)と第2の樹脂成形部材(2)とは積層されており、金属製網(3)の一部(31)は第1の樹脂成形部材(1)に埋没し、金属製網(3)の残りの部分は第1の樹脂成形部材(1)と第2の樹脂成形部材(2)との間に封入されており、第2の樹脂成形部材(2)の樹脂材料(M)供給位置は、金属製網(3)が第1の樹脂成形部材(1)に埋没している位置(中央部31)に対応している。
(もっと読む)
加飾シート
【課題】箔ばりや箔こぼれの発生を抑制し、優れた製造効率で加飾成形品を製造することを可能とし、かつ良好な高硬度性と優れた転写性及びより形状が複雑な成形品を得られる成形性とを付与する加飾シート、該加飾シートを用いた加飾成形品を提供することを課題とする。
【解決手段】基材フィルムの片面に少なくとも離型層とハードコート層形成層とを順に有する加飾シートであって、該離型層が水系メラミン樹脂を含む塗工液で形成されてなり、該離型層と該ハードコート層形成層との20℃における剥離強度が0.06〜0.4N/18mmであり、80℃における剥離強度が0.06〜0.5N/18mmである加飾シート、該シートを用いた加飾成形品である。
(もっと読む)
圧縮木製品の製造方法
【課題】圧縮木材を補強するとともに、該圧縮木材の木目や風合いが損なわれない圧縮木製品を得る。
【解決手段】本発明の圧縮木製品の製造方法は、略椀状をなす木材からなるブランク材を軟化し、圧縮力を加えることによって軟化前とは異なる略椀状の圧縮木材に圧縮する圧縮工程と(ステップS33)、圧縮されたブランク材の内壁面に、溶融した合成樹脂を通さない材料からなる保護膜を取り付ける保護膜取付工程と(ステップS33)、保護膜が内壁面に取り付けられた圧縮木材を射出成形用金型に配置し、合成樹脂を射出成形することによって保護膜10上に所定形状の樹脂補強部を形成する樹脂補強部成形工程と(ステップS37)、を含む。
(もっと読む)
選択的無電解めっき層の成形方法。
【課題】 マスクで覆う部分の汚れの除去の手間が軽減できる共に、希少金属からなる触媒の省資源化を図ることができ、かつ強固な密着性が得られる。
【解決手段】 フィラーを含有する液晶ポリマ−を射出成形して疎水性表面の一次成形品1を成形し、めっきすべき部分11を除いて、紫外線4を吸収または遮断する機能を有する加水分解性のポリグリコール酸系樹脂からなるマスク2で覆うように射出成形して二次成形品3を成形する。二次成形品3の全表面に有酸素雰囲気の下で紫外線4を照射して、一次成形品1の露出部分を選択的に表面改質した後に、マスク2をアルカリ水溶液で除去する。マスク2を除去した一次成形品1を触媒液に浸漬して、表面改質された部分に触媒5を付与し、次いで無電解銅めっき液に浸漬して、この表面改質された部分に選択的に無電解めっき層6を成形する。
(もっと読む)
偏光性成形体および同品の製造方法
【課題】衝撃に対し強い、偏光度の高い偏光性成形体、例えば衝撃に強くて、かつ防眩性能高いゴーグル、サングラス、眼鏡類を得る。
【解決手段】2枚の保護シート層の間に偏光子シート層を挟持した偏光板を含む積層構造の偏光性成形体であって、保護シート層1層とポリウレタンシート層またはポリアミドシート層とが接着剤または粘着剤で接合され、さらにポリウレタンシート層またはポリアミドシート層と熱成形樹脂層とが熱接着されている。本発明の他の技術手段は、2枚の保護シート層の間に偏光子シート層を挟持した構造の偏光板を調製し、偏光板の保護シート層1層にポリウレタンシート層またはポリアミドシート層を接着剤または粘着剤で接合した偏光性複合体を調製し、偏光性複合体を球面形状体に熱プレス成形し、次いで、球面形状体のポリウレタンシート層またはポリアミドシート層に、熱成形樹脂層を熱成形する偏光性成形体の製造方法である。
(もっと読む)
水平移動式車両用内装材の成形装置及び成形方法
【課題】 水平移動式車両用内装材の成形装置及び成形方法を提供する。
【解決手段】 表皮材を予熱させるための予熱手段;予熱された表皮材を垂直に着脱させる固定部を備えて、移動自在に構成される移送手段;移送手段を通じて移送された表皮材のエッジを真空吸着して固定させる吸着部、表皮材に転写させるためのエンボス紋が形成されたベース部材、表皮材のエッジをクランピングして表皮材とベース部材との間の内部空間をシーリングさせる固定部材、表皮材をベース部材に真空吸着させるための真空ホールを備えて、地面に垂直に設けられる第1金型;第1金型に平行に設けられて射出基材が流入される第2金型;第1金型と第2金型のうちいずれか一つを水平移動させて相互型合わせまたは分離させる金型移動手段;を備える水平移動式車両用内装材の成形装置及び成形方法。これにより、水平方式で動作する金型で表皮材と基材との一体成形が可能であり、また予熱過程で伸びた表皮材の原緞が荷重により下方に撓む現象を防止でき、それだけでなく表皮材の完壁なシーリングを通じて表皮材が折り畳まるか、または寄らないようにする。
(もっと読む)
強化繊維用サイジング剤、炭素繊維束およびこれらの製造方法、ならびに熱可塑性樹脂組成物およびその成型品
【課題】安価で、かつマトリックス樹脂と炭素繊維束の双方と良好な界面接着性を発現させることができる強化繊維用サイジング剤を提供する。
【解決手段】下記一般式(1)で表される単量体(a)由来の単位および下記一般式(2)で表される単量体(b)由来の単位を有する重合体(A)を含む強化繊維用サイジング剤である。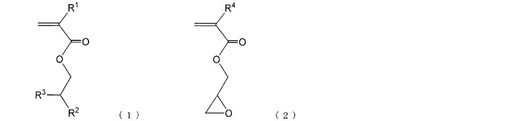
(ここで、R1およびR4は、それぞれ、水素またはメチル基を表す。R2およびR3は、直鎖または分岐構造を有するアルキル基を表し、互いに同一であっても異なっていてもよい。)
(もっと読む)
フィルム一体化成形品製造システム
【課題】フィルムがカールしていても、埋め込み体が所望の位置/姿勢でフィルムに埋め込まれたフィルム一体化成形品を製造する。
【解決手段】埋め込み体が埋め込まれたフィルムを備える成形品の製造システムであって、成形品を射出成形する金型30を備える射出成形装置58と、フィルムの第1表面を吸着する平坦な吸着面を備えた吸着テーブル70と、フィルムを吸引して吸着保持する平坦な吸着保持面を備え、吸着テーブル70に吸着されたフィルムの第2表面に吸着保持面を押し当てて吸引することによってフィルムを保持し、保持したフィルムを金型30に位置合わせするロボット96と、金型30に搬送される前に、ロボット96に保持されたフィルムの第1表面に埋め込み体を貼り付ける貼り付け装置56と、ロボット96によって平坦状態で金型30に位置合わせされた、且つ第1表面に埋め込み体が貼り付けられたフィルムを金型30に固定する固定装置とを有する。
(もっと読む)
フィルムカット装置
【課題】フィルム一体化成形品を製造において、ロール状フィルムのロスを少なくするとともに、あらゆる幅のロール状フィルムに対応する。
【解決手段】ロール状フィルム60からシート状フィルム14を作製するフィルムカット装置であって、ロール状フィルムの先端部を吸引して吸着保持した状態で移動することにより該先端部を引き出すフィルムチャックユニット64と、引き出されたフィルムの部分を幅方向に切断してシート状フィルムを作製するカッタユニット66と、シート状フィルムを吸引して吸着する吸着面70aを備える吸着テーブル70とを有する。フィルムチャックユニットは、ロール状フィルムの先端部を吸着保持して設定量移動し、切断時には吸着保持状態を維持し、切断によって作製されたシート状フィルムを吸着保持した状態で吸着テーブルに移動し、シート状フィルムがシート吸着テーブルに移動した後、吸引を停止する。
(もっと読む)
プラスチック筐体
【課題】金属製ロゴマークをプラスチック筐体から剥がれにくする。
【解決手段】樹脂に埋め込まれた金属製ロゴマーク20が筐体の表面側で露出しているプラスチック筐体を、前記金属製ロゴマーク20が前記筐体の前記樹脂の表面側に露出する露出部21と、前記露出部の表面より高さが低い上面を有する帯状の梁部22を備え、前記梁部22が前記露出部21を連結し、前記露出部21の周縁と前記梁部22の上面が前記樹脂で覆われ、前記梁部22の上面の該樹脂が前記梁部22の縁22bの樹脂を介して裏面の前記樹脂に連結されて強固に保持されるようにする。
(もっと読む)
多重壁構造体
【課題】 本発明は、蛍光インキで印刷された模倣防止情報の存在を、可視光線下では視認し難くすることにより、信頼性の高い模倣品防止効果を得ることを目的とする。
【解決手段】 外側壁1と内側壁2の間に蛍光表示体5を位置させ、少なくとも外側壁1と内側壁2の一方を、透明かつ紫外線透過性とし、蛍光表示体5に、紫外線の照射により蛍光発光する蛍光インキで蛍光表示層7を形成し、蛍光表示層7の存在が可視光線では検知し難くし、高い模倣防止効果を得る。
(もっと読む)
めっき層を有する合成樹脂成形品
【課題】装飾を有し、部分めっきが施された合成樹脂成形品の簡易な製造方法を提供すること。
【解決手段】金型表面に隣接して合成樹脂シートを装填した後、金型内に溶融樹脂を射出して、合成樹脂シートを溶着接合してなる合成樹脂成形品の製造方法であって、合成樹脂シートの片面にインク膜層を形成する工程(S10)と;合成樹脂シートをインク膜層を溶融樹脂が射出される空間側にして金型内に装填する工程(S12)と;合成樹脂シートが装填された金型内に溶融樹脂を射出して合成樹脂成形品を形成する工程(S14、S16)と;合成樹脂成形品にめっきにより金属層を形成する工程(S22、S24)とを備える合成樹脂成形品の製造方法。
(もっと読む)
遊色効果を有する加飾面を備えた合成樹脂成形品の製造方法
【課題】
従来の合成樹脂成形技術では実現することができなかった新規な加飾性を合成樹脂成形品に付与することを課題とするものであり、特に遊色効果を有する加飾面を備えた合成樹脂成形品の製造方法を提供する
【解決手段】
合成樹脂シートにインクジェット印刷により印刷層を形成する工程と、印刷層の上にミラー層を形成する工程とによって準備された複層合成樹脂シートを使用し、複層合成樹脂シートの印刷層およびミラー層とは反対の面を金型の空洞内面に接触させるようにして金型内に装填する工程と、複層合成樹脂シートが装填された金型内に溶融樹脂を射出する工程とからなる合成樹脂成形品の製造方法。
(もっと読む)
積層フィルム及び成形体の製造方法
【課題】加熱仮硬化した硬化性組成物の保管形状保持性及び硬化性組成物を電離放射線で完全硬化した成形体の耐擦傷性の両方が優れた積層フィルム、当該積層フィルムを使用した成形体、及び当該成形体の製造方法を提供する。
【解決手段】ポリエポキシド(A)、フェノール性水酸基を1個有する化合物と多価カルボン酸とのエステル(B)、熱重合触媒(C)、(メタ)アクリレート(D)、光ラジカル重合開始剤(E)、重合平均分子量が500,000〜1,000,000であるビニルポリマー(F)及び体積平均粒径が10〜100nmであるシリカ微粒子(G)を含有することを特徴とする硬化性組成物2をプラスチックフィルム1に塗布・乾燥し、60℃以上170℃以下の温度で加熱した後、硬化性組成物2を塗布した面に保護フィルム3を積層することにより得られる積層フィルム、当該積層フィルムを使用した成形体、並びに当該成形体の製造方法。
(もっと読む)
合成樹脂中空体の製造方法
化粧料溶液、薬品および飲料などの流体物質を収容する合成樹脂中空体の製造方法において、オーバーモールド工程の間、中空成型体に冷却したガスまたは冷却した加圧ガスを充填する。  (もっと読む)
(もっと読む)
インサート材を備えた樹脂成形品及びその製造方法
【課題】インサート材の周囲に樹脂部を備え、強度と美観を向上させた樹脂成形品、及びその製造方法を提供する。
【解決手段】凹部を有するシート材4と、凹部に配置され、裏面がシート材4の表面に接着した平板状のインサート材3と、シート材4の表面がインサート材3の側面に密着するように、シート材4の裏面、かつインサート材3の周囲に、射出成形により環状に形成された樹脂部7と、を備えた。
(もっと読む)
成形体及びその成形方法
【課題】 簡単な機構により、予め表面に気体不透過層が設けられた中空形状の部品を、キャビティ内に設置したインサート成形を、当該部品の変形がないように行う技術を提供する。
【解決手段】 開口部を有する中空形状の部品の外側に、気体不透過層を形成した後、前記部品を金型のキャビティ内に設置して、前記部品の中空部に液体を封入し、前記開口部を密封した状態で、前記部品外壁とキャビティ内壁の間の空隙に、溶融した材料を充填する。具体的には溶融した材料の充填を、射出成形法で行うが、前記の液体封入により中空部の変形を防止できる。
(もっと読む)
樹脂金属接合物及びその製造方法
【課題】接着性を向上させた、銅部品とPPS又はPBT樹脂との樹脂金属接合物及びその製造方法を提供する。
【解決手段】
本発明は、銅部品とPPS又はPBT樹脂との接着性を向上させた樹脂金属接合物及びその製造方法であり、樹脂金属接合体は、前記銅部品表面上に、酸化銅が面積比で次の範囲;10%≦Cu2O/(Cu2O+CuO)≦75%で存在し、5〜100nmの凹凸形状が形成されている銅部品接合面により、前記樹脂部品と接合されてなる樹脂金属接合物である。
(もっと読む)
車両用金属調加飾部品及びその製造方法
【課題】別体感が、意匠面において確実且つ安定的に表現されて、高級感の向上が有利に図られてなる車両用金属調加飾部品とその製造方法とを提供する。
【解決手段】樹脂基材12の表面に固着される金属シート14の意匠面20に、該意匠面20を複数の領域に区分けする溝部28を、プレス成形により形成すると共に、該金属シート14の意匠面20よりも暗色の着色層34を、該溝部28の少なくとも底部の全長に形成して、構成した。
(もっと読む)
21 - 40 / 200
[ Back to top ]