
Fターム[4F206AD27]の内容
プラスチック等の射出成形 (77,100) | 挿入物等(補強材、芯材、表面材、ライニング対象部材、接合対象物) (7,906) | 前処理、処理 (524)
Fターム[4F206AD27]の下位に属するFターム
粗面化 (63)
予熱(←温度調整) (48)
予冷却
エネルギー線処理 (33)
化学的処理(←酸洗、脱脂、エッチング) (77)
プライマー処理、下塗り (103)
Fターム[4F206AD27]に分類される特許
141 - 160 / 200
電子機器のキャビネットをインサート成形する方法及び布製カバーによって覆われたキャビネットを有する電子機器
【課題】電子機器のキャビネットに、布地を皺のできにくいようにインサート成形する。
【解決手段】平面状の布地本体30と平面状のプラスチックシート21とを接着する。プラスチックシート21が接着された平面状の布地本体30を加熱しながら予めプレス成形して曲面状の布製カバー9を成形する。この後、布製カバー9を成形型31に取り付けて溶融樹脂を流し込んでインサート成形する。
(もっと読む)
挿入部材ならびに挿入部材を備えた射出成形部材
本発明は、射出成形部材(14)内への挿入部材、特に固定手段を収容開口(17)内に収容するための固定ブシュであって、少なくとも外側の表面(18,19)が設けられている形式のものから出発する。少なくとも外側の表面(19)が、金属製の防食層(12)を有しており、該防食層(12)に封止層(13)が析出されていることが提案される。  (もっと読む)
(もっと読む)
容器の蓋並びにその成形方法

【課題】
容器の蓋の外壁面全面に模様や写真などの加飾を位置ずれやたわみ、しわなどを発生させずに簡単に施すことができる容器の蓋並びにその成形方法を提供する。
【解決手段】
容器の蓋6の天板部6aの上面から側壁部6bに至ってシート材4を貼りつける成形方法であって、前記シート材4の外周に切り目4aを適宜間隔で複数個形成して、前記シート材4を前記容器の蓋6の形状に対応する外面型2bに載置して後、前記外面型2bと離間してコア型1から合成樹脂材を注入して成形する容器の蓋6並びにその成形方法である。
(もっと読む)
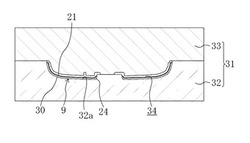
成形体の製造方法及び成形体
【課題】本体部品の開口部に樹脂部品が射出成形されており、樹脂部品と本体部品の間の気密性に優れた成形体の製造方法を提供する。
【解決手段】本体部品12の開口部20の周囲に発泡シール材16を付着する。射出する樹脂と同じ樹脂で形成されており、付着させた発泡シール材を厚さ方向に圧縮した状態に保持する保持部品18を本体部品12に取り付ける。本体部品に取り付けられた保持部品が金型のキャビティ36内に露出するように本体部品を金型に配置する。金型のキャビティ内に溶融した樹脂を射出する。射出した樹脂と保持部品は同じ樹脂なので一体化して樹脂部品14となる。この製造方法は、保持部品が発泡シール材を樹脂を射出する前に厚さ方向に圧縮状態に保持するので射出した樹脂が固化して収縮しても樹脂部品と本体部品の間の空隙には圧縮された発泡シール材16が膨張し充填される。樹脂部品と本体部品の間の気密性を確保できる。
(もっと読む)
インサート成形用金型構造
【課題】 本発明によれば、インサートの金型への装填を簡略化し、インサート成形における成形サイクルを短縮する。
【解決手段】 金属の薄板から一体的に型抜きされ、隣り合うターミナル11A同士が連結部により連結され初期連結ターミナルを下部金型13のキャビティ13Aに装置する。下部金型13において連結部に対応する位置に抜き穴13Bをそれぞれ設ける。上部金型14において連結部に対応する位置に、切断ピン14Aを設ける。金型の型締め動作により、連結部を切断ピン14Aにより切断し、抜き穴13Bから廃棄する。金型に、切断された各ターミナル11Aを横切る樹脂充填部を設ける。樹脂充填部に樹脂を射出充填し、樹脂連結部を形成し、切断されたターミナル11Aを再び一体化する。
(もっと読む)
展性キャリヤを備えた補強材、バッフル及びシール
展性キャリヤ(10)を備えた補強材、バッフル及びシールを形成する方法が開示される。この方法は、代表的には、活性化可能な材料(38)を展性キャリヤ(10)に取り付けるステップと、活性化可能な材料(38)又は若しくはこれら両方を輪郭付けするステップとを有する。  (もっと読む)
(もっと読む)
光学素子デバイスの製造方法、光学素子デバイス、および成形装置
【課題】芯取り用にレンズを構成する光学素子を大きく成形する必要がなく、成形難易度を下げることができ、しかも光学素子の素材の重量管理を厳しく行なう必要がない光学素子デバイスの製造方法を提供する。
【解決手段】下型16上にガラスプリフォーム35をセットした状態で上型15と下型16とを閉じ、成形温度まで加熱して光学レンズ45を成形する。そしてこの後に上型15および下型16を冷却し、枠素材を成形できる温度に達した段階で、射出成形用ノズル40によって上型15と下型16の周囲に形成されたキャビティ31、32内に溶融樹脂を射出し、これによって光学レンズ45と一体に結合された状態で枠体46を成形する。
(もっと読む)
転写フィルムおよび合成樹脂成形体の加飾方法
【課題】加飾するために使用される紫外線硬化型インクの密着性を高めるアンカーコート剤を、加飾対象物に適切に付着させることが可能な転写フィルムおよび合成樹脂成形体の加飾方法を提供する。
【解決手段】熱可塑性合成樹脂材で形成される基体上に順次、剥離層と、二液硬化型ウレタン樹脂で形成され、紫外線硬化型インクジェットプリンタによりデザインが印刷される、紫外線硬化型インク用のアンカーコート層とを備える。アンカーコート層は下地露出箇所を有し、下地露出箇所の位置には予め色彩や絵柄などが付与された下地着色部が設けられる。
(もっと読む)
複合構造要素の製造方法
【課題】多要素成形品の製造方法に関する。
【解決手段】第1プラスチックフィルムおよび第2プラスチックフィルムをインジェクションモールドの第1キャビティに別々に導入し、第1および第2プラスチックをその間に空隙を形成するように第1キャビティ内にそれぞれ配置する。次いで、空隙に第1熱可塑性材料を注入し、これにより第1成形品を形成する。次いで、第1成形品を金型から外し、第1成形品および少なくとも1つの第2成形品を金型の第2キャビティに一緒に導入する。最後に、第2熱可塑性材料を金型の第2キャビティに注入し、これにより第1成形品および第2成形品を共に組み合わせ、このようにして多要素成形品を形成する。
(もっと読む)
積層構造体並びにその成形方法
【課題】発泡樹脂基材とその裏面側に一体化される樹脂モールド部とからなる積層構造体並びにその成形方法であって、発泡樹脂基材の成形性を高め、かつ成形サイクルを短縮化できる積層構造体並びにその成形方法を提供する。
【解決手段】ドアトリムは、ドアトリムアッパー(積層構造体)20とドアトリムロア(樹脂単体品)とから構成されている。ドアトリムアッパー20は、軽量でかつ保形性を有する発泡樹脂基材21と、その内面側に一体化される樹脂モールド部との積層構造体から構成されている。そして、ドアトリムアッパー20に形成されるシャープなハイライト線等、意匠面凸部20aの成形時、成形下型の溝部と上記意匠面凸部20aの交差部分にスライド駒、あるいはエジェクタピン、または直上げブロックを配置し、これらのスペーサ作用により、意匠面凸部20aにおける発泡樹脂基材21を精度良く成形する。
(もっと読む)
耐衝撃性複合材料
軽量防弾プレート等、耐衝撃性構造は、少なくとも部分的に熱可塑性樹脂を浸透されかつ熱可塑性プレートもしくは他の基体に積層された織布を含む。  (もっと読む)
(もっと読む)
インモールド成形装置
【課題】樹脂成形品の角部への転写性に優れて、金型内へのゴミ付着による外観不良防止に効果的なインモールド成形装置及びインモールド成形方法の提供。
【解決手段】加飾樹脂成形品1のインモールド成形装置10であって、キャビティ型20とコア型30からなる射出成形型と、キャビティ型20とコア型30との間に挿入された加飾フィルム40に向けて吹き出すガス供給手段とを備え、ガス吹出口33は、射出成形される樹脂体の角部1aであって且つ加飾部に対応する加飾フィルム40部分に向けて吐出するように配設されたものであることを特徴とする。なお、ガス供給手段は、超臨界流体発生装置等を用いて発生させた流体をガス化し、所定の温度に調整できるものを使う。
(もっと読む)
アクリル樹脂フィルム状物、アクリル樹脂積層フィルム、光硬化性アクリル樹脂フィルム又はシート、積層フィルム又はシート、及び、これらを積層した積層成形品
【課題】インサート成形、またはインモールド成形を施した時に、成形品が白化しない、また、寒冷地でVカット加工やラッピング加工を施した時に、成形品が白化しない、かつ車輌用途、建材用途に用いることができる表面硬度、耐熱性を満足するアクリル樹脂フィルム状物を提供すること。
【解決手段】巾20mmの試験片をチャック間距離25mm、速度50mm/min、温度23℃の条件で、終点のチャック間距離33mmとなるように引張試験を行った後の試験片をJIS K7136(曇価の測定方法)の試験方法にて測定した値と、試験前の試験片をJIS K7136(曇価の測定方法)の試験方法にて測定した値との差が30%以下であり、かつ、鉛筆硬度(JIS K5400に基づく測定)が2B以上であるアクリル樹脂フィルム状物(A)。
(もっと読む)
自動車用内装部品の製造方法
【課題】自動車用内装部品の製造方法であって、軽量化及びコストダウンを図るとともに、樹脂リブ成形時のシール性を高め、樹脂リブの成形性を向上させるとともに、成形金型を簡素化する一方、金型の耐久性を高める。
【解決手段】発泡樹脂基材21は、成形上下型41,42の一次加圧工程で成形し、更に一次加圧よりも高い加圧力の二次加圧工程により発泡樹脂基材21を圧縮した状態で発泡樹脂基材21の裏面に溶融樹脂M1を射出充填して、発泡樹脂基材21の弾性反発力を利用して、シール性を高めた状態で樹脂リブを成形する。この時、型クリアランス調整機構として、長尺ブロックと油圧シリンダとから構成することで、型クリアランスの精度を向上させるとともに、成形金型40の耐久性を高める。
(もっと読む)
一体成形方法
【課題】 見栄えよく表皮材と樹脂材料とを一体に成形できる、低コストな一体成形方法を提供することを目的とする。
【解決手段】 表皮材5が、コア型3とキャビ型4との間に配置された後に、型閉めされながらまたは型閉めの途中に、表皮材5とコア型3との間に溶融樹脂材料が注入され、最終製品としてリインフォースメント6が表皮材5と一体成形される。表皮材5は一体成形前の予備賦形工程において、アシストプラグ1と雌型2との間で賦形され、キャビ型4に一致した形状に成形されるが、この時、アシストプラグ1に装着された押圧部材13と、雌型2の圧縮面23との間で厚み方向に圧縮され、薄肉のシール部55が形成される。これにより、一体成形時に、コア型3の移動方向に延びた密閉部31aにより、表皮材5がキャビ型4内に押し込まれることを防止できる。
(もっと読む)
自動車用内装部品の製造方法
【課題】自動車用内装部品の製造方法であって、軽量化及びコストダウンを図るとともに、外周端末部の見栄えを向上させ、かつ端末処理作業を簡素化する。
【解決手段】ツートンタイプのドアトリム10におけるドアトリムアッパー20は軽量でかつ保形性を有する発泡樹脂基材21と、その内面側に一体化される樹脂リブ22と、発泡樹脂基材21の表面に積層される加飾材23とから構成する。従って、軽量な発泡樹脂基材21を使用するとともに、樹脂リブ22での投影面積の軽減により、軽量化、コストダウンを図る。また、加飾材23のセット作業をやり易くし、加飾材23を確実に保持するために、多機能型ブロック50を成形上型41に配置し、この多機能型ブロック50と成形下型42との間でシャーエッヂ部Aを形成し、発泡樹脂基材21における端材21aをカット除去して端末処理を効率良く行なう。
(もっと読む)
軸受装置
【課題】 軸受隙間を高精度に設定することで、軸受性能を高めた軸受装置を提供する。
【解決手段】 電鋳部5をインサート部品とする樹脂の射出成形品で、かつ電鋳部5の内周面に軸受面4を設けた軸受部材3と、軸受部材3の内周面4に挿入される軸部材2とで軸受装置1を構成する。軸受部材3の内周面4に内接する仮想円P1の半径r1と、軸部材2の外周面10に外接する仮想円P2の半径r2との差をr1>r2に設定すると共に、電鋳部5の軸受面4の真円度と軸部材2の外周面の真円度との和を4μm以下に設定する。
(もっと読む)
通気部品及び通気部品の製造方法並びに防水性通気膜
【課題】 防水性通気膜で通気口を覆った通気栓の通気性を十分に確保しながら防水性を高めることができるようにする。
【解決手段】 通気栓13の通気口15を覆う通気シート17は、防水性通気膜20の内面側に補強用のバッキングシート21が積層され、通気栓13の成形材料をバッキングシート21の空隙に浸透させて固化させることで通気栓13に接合固定されている。更に、通気シート17の外面側(防水性通気膜20の外面側)のうち少なくともシート固定部16との接合部内周側に沿った領域に、防水性通気膜20の微細孔をシール材22で塞いで通気性を遮断又は低下させるシール処理を施す。このシール処理によって防水性通気膜20のうちシート固定部16との接合部付近の耐水圧性能を高めながら、防水性通気膜20のうちシール処理が施されていない中央部分では本来の通気性を維持する。
(もっと読む)
均質な耐候性特徴を有するプラスチックパネル
乗物用ウィンドウの用途のためのプラスチックパネル及び方法が開示されている。当該プラスチックパネルは、基層;第一表面及び第二表面を有する耐候性フィルム層であり、耐候性フィルム層の第一表面が基層に付着している耐候性フィルム層;及び耐候性フィルム層の第二表面に付着している耐磨耗性層を有する。耐磨耗性層は、磨耗により生じる損傷から耐候性フィルム層及び基層を保護するのに有用である。 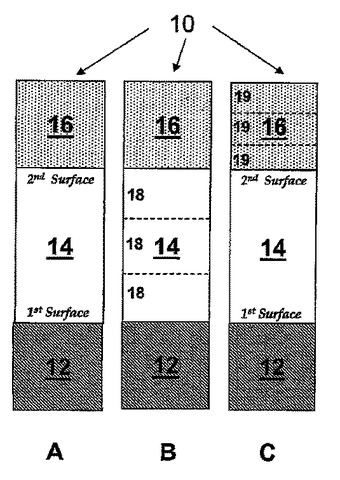 (もっと読む)
(もっと読む)
車輌用灯具の製造方法及び車輌用灯具
【課題】 ヒーターを備えた車輌用灯具を容易に製造する。
【解決手段】 樹脂プレート7の少なくとも一部がレンズ3の出射面部3aの少なくとも一部となるように樹脂プレートを所定の形状に形成する形状形成工程と、金属線6が熱布線された樹脂プレートを成形用金型内200におけるレンズの少なくとも出射面部が形成される位置にインサートするインサート工程と、成形用金型内に溶融樹脂を射出してレンズを射出成形する成形工程とを設けた。
(もっと読む)
141 - 160 / 200
[ Back to top ]