
Fターム[4F206AF01]の内容
プラスチック等の射出成形 (77,100) | 表面の性状、外観に特徴ある成形品 (523) | 凹凸模様 (152)
Fターム[4F206AF01]に分類される特許
61 - 80 / 152
装飾部材およびその製造方法
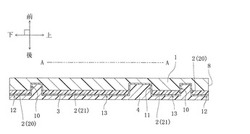
【課題】安価でありかつ意匠性に優れる装飾部材およびその製造方法を提供すること。
【解決手段】装飾部材を、透明層1と、透明層1の後面側に形成されている第1加飾層2および第2加飾層3で構成し、第2加飾層3を樹脂を含むフィルム体で構成するとともに、第1加飾層2を透明層1の後面の一部に直接形成し、第2加飾層3を第1加飾層2および透明層1の後面全面に積層形成する。第1加飾層2を透明層1に直接形成することで、透明層1に対する第1加飾層2の位置ズレを抑制し、第2加飾層3を第1加飾層2および透明層1の後面全面に積層形成することで、第1加飾層2と第2加飾層3との見切り部の位置ズレを抑制する。
(もっと読む)
樹脂成形品のシボ形成方法

【課題】比較的簡素な構成にて適正且つ効果的にシボを形成し得る樹脂成形品のシボ形成方法を提供する。
【解決手段】樹脂成形品の製品意匠面にシボを形成する方法であって、成形金型10における製品意匠面に対応するキャビティ部位にシボ転写素材1及び分離フィルム2を順に添設し、シボ転写素材1が持つシボ形状を製品意匠面に転写形成する。
(もっと読む)
良否検査方法および樹脂成形物の製造方法
【課題】射出成形処理時における成形条件や、樹脂成形物自体の良否を短時間で確実に検査検査する。
【解決手段】情報記録媒体のデータトラックパターンを構成する凸部に対応する凹部27(成形物側凹部)とデータトラックパターンを構成する凹部に対応する凸部26(成形物側凸部)とを有する凹凸パターン25が射出成形処理によって形成されたスタンパー20(樹脂成形物としての樹脂スタンパー)の成形条件およびスタンパー20自体の少なくとも一方の良否を検査する際に、情報記録媒体の回転方向に対応する矢印Ra2の方向(第2の方向)に沿った長さLa2が、データトラックパターンを構成する凹部に対応する凸部26bの矢印Rb2の方向に沿った長さLb2よりも短い凸部26aを検査用凸部として、予め規定された良否判定条件に基づいて凸部26aの成形状態を特定し、特定した成形状態に基づいて検査する。
(もっと読む)
金型組立体、射出成形方法、及び、成形品
【課題】高い耐久性を有し、平面、曲面を問わず製作可能であり、B5サイズ以上の面積の大きな面積であっても作製可能な入れ子を備え、しかも、成形品の離型性に問題を生じ難い構造を有する金型組立体を提供する。
【解決手段】金型組立体10は、(A)第1金型部11、第2金型部12、溶融樹脂射出部14、キャビティ13を備えた金型、(B)入れ子20A, 20B、並びに、(C)表面に凹凸部を有し、入れ子20A, 20B上に配設された厚さ0.03mm乃至0.5mmの金属膜40A, 4Bを備えており、入れ子20A, 20Bは、金属製ブロック31A, 31B、厚さ0.03mm乃至1mmの金属下地層32A, 32B、及び、金属下地層32A, 32B上に形成された、セラミックスから成る溶射皮膜33A, 33Bから構成されており、金属膜40A, 40Bの表面には、10原子%乃至45原子%の水素原子を含有する炭素水素固形物から成る炭素水素固形物被膜が形成されている。
(もっと読む)
モールド金型及びその製造方法
【課題】キャビティ凹部を形成する側面部の加工条件を底面部と変えることで離型性が向上したモールド金型を提供する。
【解決手段】金型母材に放電加工を含む加工工程を経て形成されたキャビティ凹部4のうち、少なくともキャビティ底面部5とこれを囲むキャビティ側面部6は面性状が異なり、該キャビティ側面部6の断面形状は周縁部が溝部6aに囲まれた上に凸となる逆クレーター部6bが連なる平滑面に形成されている。
(もっと読む)
発泡樹脂成形品並びにその成形方法
【課題】材料供給時と発泡反応時に型クリアランスを調整する成形工法を使用する発泡樹脂成形品及びその成形方法であって、縦壁部におけるコーナー部でのR垂れを解消する。
【解決手段】ラゲージサイドトリム10はトリムアッパー(発泡樹脂成形品)20とトリムロア(樹脂成形品)30とを接合一体化して構成され、トリムアッパー20は可動側金型50と固定側金型60とで画成される一般部用キャビティC1、縦壁部用キャビティC2に発泡樹脂材料Mを射出充填した後、可動側金型50を型開操作し発泡スペースSを確保して、発泡反応を行なわせる際、縦壁部用キャビティC2に臨む可動側金型50の型面に絞深さ80μm以上の深絞模様52を刻設しておき、絞模様の吸着作用により、可動側金型50に追従させる。
(もっと読む)
積層成形体及び積層成形体の製造方法
【課題】本発明は、意匠性に優れる積層成形体であって、積層シートと成形用樹脂との接着強度が大きく、例えば浴室など、湯水を使用した環境下でも剥離などが生じず、積層成形体表面の残水も自然乾燥で短時間のうちに乾燥状態にすることができ、しかも、光の反射や照り返しを防止することができる積層成形体を提供する。
【解決手段】フィルムインサート成形により得られる積層成形体において、転写シート層1、模様層2、バインダー層3を有する積層シート4と、基材層5とを備え、転写シート層1が、表面の全部又は一部に親水化する微細凹凸1aを有する積層成形体。
(もっと読む)
プラスチック成形品の製造方法およびプラスチック成形品
【課題】透明導電層を備えるプラスチック成形品であって、製造コストが低く、また、意匠性の高いプラスチック成形品を提供することを課題とする。
【解決手段】成形用金型の空洞内に、透明基材上に透明導電層と、互いの屈折率が異なる高屈折率層若しくは低屈折率層を少なくとも1層備える薄膜積層体を備える透明導電性フィルムを配置する工程と、成形用金型の空洞内に熱可塑性プラスチック材料を射出する工程と、成形用金型から透明導電性フィルムの熱可塑性プラスチック成形体の積層品であるプラスチック成形品を取り出す工程とを備えることを特徴とするプラスチック成形品の製造方法とした。
(もっと読む)
プラスチックレンズ、成形金型およびプラスチックレンズの製造方法
【課題】製造時に発生する気泡の混入による外観上の不良が低減したプラスチックレンズを提供する。
【解決手段】成形金型に接続されたゲート部を介して、成形金型の内部に樹脂を注入することによって形成されるプラスチックレンズ1は、光学面を有する有効径部2と、有効径部2の外周に沿ってリング状に形成された非有効径部3とを備えている。非有効径部3における、光軸を挟んでゲート部の反対側の位置には、光軸に対して傾斜した傾斜部4が形成されている。これにより、傾斜部4の形成された非有効径部3に気泡7が存在する場合であっても、プラスチックレンズ1を傾斜部4の形成された側から見たとき、気泡7は視認され難い。
(もっと読む)
光学素子の製造方法、光学素子成形金型、及び光学素子
【課題】溶融樹脂をゲート付近で迅速に固まりやすくして、ゲート付近に光学歪みが広がることを抑制すること。
【解決手段】一対の金型41,42が、熱伝導率20W/m・K以下の低熱伝導材料で基材が構成されたコア部52,62と、ゲートGAを成形するゲート形成部51d,61dの周囲に熱伝導率80W/m・K以上240W/m・K以下の放熱材料で構成された放熱部分71,72を有する型板51,61とを備えるので、レンズOLのうち中心部OLaについては、比較的緩やかに冷却することができ、ゲートGAについては、比較的迅速に冷却することができる。よって、溶融樹脂の冷却に伴ってゲートGAの周辺に光学歪みが広がって中心部OLaに影響することを防止しつつ、中心部OLaについては、光学面成形面52a,62aに対応する凹凸形状を精密に転写することができる。
(もっと読む)
射出成形金型及び射出成形方法
【課題】異なる材料からなる第1部分及び第2部分を一体に有する樹脂成形品において、第1部分と第2部分との見切り線を明りょうにする。
【解決手段】第1部分(上面部2)を成形する第1成形面31のうち、第1部分と第2部分(正面部3)との境界部を成形する面に沿って、粗面31aを設ける。この粗面31aは、粗面31aから前記境界部と離反した領域に設けられた平滑面31bよりも、表面粗さが大きくなるように設定される。
(もっと読む)
加飾表面を備えた加工品の製造方法
【課題】本発明の目的は、写真等の転写技術や特殊な塗料を必要とせず、フィルム等の貼り合わせを不要とした加飾表面を備えた加工品の製造方法を提供する。
【解決手段】本発明は、加飾表面を備えた加工品の製造方法であり、基材に絞を形成する絞付き基材の形成工程10と、絞付き基材の形成工程で形成された基材を脱脂する脱脂工程と20、脱脂工程の後で、第1の塗料を塗布する第1中塗り工程30と、第1中塗り工程の後で、半乾燥した状態で、第2の塗料を塗布する第2中塗り工程50と、第2中塗り工程の後で、乾燥させる乾燥工程60と、乾燥工程の後で、塗布面を研磨する研磨工程70と、研磨工程の後で、漆により仕上げ層を形成する仕上げ塗布工程80と、仕上げ塗布工程の後で、漆に紫外線を照射する工程90と、を備えた。
(もっと読む)
成形用加飾フィルム
【課題】インサート成形の真空成形時又は射出成形時に、或いはサーモジェクト成形の射出成形時に、加飾フィルム表面の凹凸模様に割れが発生しない成形用加飾フィルムを提供する。
【解決手段】基材シートの上に盛上部を有する成形用加飾フィルムであって、該基材シート全面に対して、該盛上部の総面積が45%以下であり、且つ1つの盛上部の面積が2mm2以下であることを特徴とする成形用加飾フィルムである。
(もっと読む)
加飾樹脂成形品の製造方法及び加飾樹脂成形品
【課題】加飾樹脂成形品に簡便に凹凸模様を付することができる加飾樹脂成形品の製造方法及び加飾樹脂成形品を提供すること。
【解決手段】(A)表面に凹凸形状を有する熱可塑性樹脂フィルムを金型に挿入する工程、(B)該金型に成形樹脂を射出して加飾樹脂成形品を得る工程、及び(C)該加飾樹脂成形品を熱処理する工程を有する加飾樹脂成形品の製造方法であって、(C)工程の熱処理温度が、熱可塑性樹脂フィルムを構成する樹脂のガラス転移温度(Tg)より30℃低い温度以上の温度であることを特徴とする加飾樹脂成形品の製造方法及び該製造方法により得られる、加飾部分の表面の凹凸平均深さが3〜15μmである加飾樹脂成形品である。
(もっと読む)
射出成形装置
【課題】高アスペクト比のナノ構造を持つ金型に対して、ナノ構造物の深部まで樹脂の充填を可能にし、さらに、離型剤等を使用しないで、高生産性を維持しアスペクト比1以上の反射防止ナノ構造物の成型品を製造する。
【解決手段】固定側コア4と可動側コア5の表面を、成形されるべき樹脂の軟化温度より高い温度に加熱してから前記固定側コア4と可動側コア5を型締めし、型締め後に、固定側コア4と可動側コア5内に樹脂を充填し、充填後に、固定側コア4と可動側コア5を樹脂の軟化温度より低い温度まで冷却しながら充填された樹脂を保圧し、低い温度で樹脂成型品を冷却保持し、その後、固定側コア4と可動側コア5を型開きして、ナノメータサイズの構造物を表面に有する成型品を射出成形する。
(もっと読む)
樹脂成形品の製造方法及び成形型並びに外観部材
【課題】多数の樹脂成形品に同一の表面形状を容易に形成することができ、しかも、製造が容易な樹脂成形品の製造方法を提供する。
【解決手段】電鋳により転写された母型17の表面形状の転写面27を型面に備えた成形型35を用い、転写面27に樹脂成形材料を接触させて成形することにより樹脂成形品10を製造する方法であり、転写面27がHv300以上500未満の硬度を有する金属からなり、この転写面27により強化材料を含有する樹脂成形材料を成形する。
(もっと読む)
射出成形方法
【課題】高アスペクト比のナノ構造を持つ金型に対して、ナノ構造物の深部まで樹脂の充填を可能にし、さらに、離型剤等を使用しないで、高生産性を維持しアスペクト比1以上の反射防止ナノ構造物の成型品を製造する。
【解決手段】固定側コア4と可動側コア5の表面を、成形されるべき樹脂の軟化温度より高い温度に加熱してから前記固定側コア4と可動側コア5を型締めし、型締め後に、固定側コア4と可動側コア5内に樹脂を充填し、充填後に、固定側コア4と可動側コア5を樹脂の軟化温度より低い温度まで冷却しながら充填された樹脂を保圧し、低い温度で樹脂成型品を冷却保持し、その後、固定側コア4と可動側コア5を型開きして、ナノメータサイズの構造物を表面に有する成型品を射出成形する。
(もっと読む)
成膜成形体およびその製造方法、製造装置
【課題】表面に基礎成膜10が施された基礎基材9から電気回路が形成された基板1を簡単に製造する。
【解決手段】基礎基材9を射出成形した後、該基礎基材9の表面に成膜装置8によって基礎成膜10を施し、次いで前記基礎基材9を成形するための射出用型面6a、7aに設けた金型(子金型)6c、7bを出没させ、これによって基礎基材9に、基礎成膜10が分断された段差面部2cを介するようにして成膜3、4を有する二段の凹面部2a、凸面部2bを形成してそれぞれの上面に電気回路を有する基板1を製造するようにした。
(もっと読む)
導光板の成形金型および導光板の成形方法
【課題】 比較的簡単な金型構造により、導光板の反射面にパターンが形成可能であって、なおかつ成形時にゲートカットが可能な導光板の成形金型および成形方法を提供する。
【解決手段】 一方の金型13と他方の金型12の間で形成されるキャビティ14に溶融樹脂を射出充填して導光板Pの成形を行う導光板の成形金型11において、一方の金型13にパターンが形成された反射面形成面42bが設けられ、他方の金型12には一方の金型13に向けて突出されるゲートカッタ24が設けられている。
(もっと読む)
複合成形体
【課題】十分な密着強度を持ち、且つ100℃以下の金型温度で成形可能なポリブチレンテレフタレート樹脂/金属の複合成形体を提供する。
【解決手段】繊維状強化剤と熱可塑性エラストマーを含むポリブチレンテレフタレート樹脂組成物、あるいは全ジカルボン酸成分に対してイソフタル酸成分の含有率が3〜50モル%であるポリブチレンテレフタレート/イソフタル酸共重合体からなる変性ポリブチレンテレフタレート樹脂と繊維状強化剤を含む変性ポリブチレンテレフタレート樹脂組成物と、表面が微細凹凸処理された金属(層)とが一体に付着している複合成形体である。
(もっと読む)
61 - 80 / 152
[ Back to top ]