
Fターム[4F206AH51]の内容
プラスチック等の射出成形 (77,100) | 用途物品 (5,334) | 家具、家庭備品(←照明具、掃除機) (50)
Fターム[4F206AH51]に分類される特許
1 - 20 / 50
熱転写箔およびその製造方法
【課題】表面の高硬度性や立体形状追従性等に優れると同時に、各層間の密着性を向上させた熱転写箔を提供する。
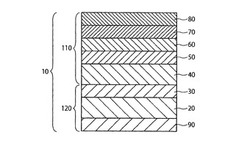
【解決手段】基材20と、該基材の一方の面上に、離型層30と、電離放射線硬化性官能基としてビニル基、(メタ)アクリロイル基、アリル基、およびエポキシ基から選ばれる少なくとも1種を有するポリマーと、無機粒子の表面に反応性官能基を有する反応性無機粒子および/または反応性異形無機粒子と、多官能イソシアネートとを含むインキ組成物から形成されるハードコート層であって、インキ組成物中の反応性無機粒子の含有量が、ポリマーならびに反応性無機粒子の合計質量に対して13〜60質量である、ハードコート層40と、アクリルポリオールと多官能イソシアネートが反応してなる樹脂を含むアンカーコート層50と、熱可塑性樹脂を含む受容層60とをこの順に有してなるものである。
(もっと読む)
熱転写箔およびその製造方法

【課題】表面の高硬度性や立体形状追従性等に優れると同時に、ハードコート層とアンカーコート層、アンカーコート層と受容層の各層間の密着性を向上させた熱転写箔およびその製造方法の提供。
【解決手段】熱転写箔は、基材20と、該基材の一方の面上に、離型層30と、電離放射線硬化性官能基としてビニル基、(メタ)アクリロイル基、アリル基、およびエポキシ基から選ばれる少なくとも1種を有するポリマーと、無機粒子の表面に反応性官能基を有する反応性無機粒子および/または反応性異形無機粒子と、多官能イソシアネートとを含むインキ組成物から形成される、ハードコート層40と、50〜80質量%のアクリルポリオールと10〜30質量%の多官能イソシアネートが反応してなる樹脂を含んでなるアンカーコート層50と、熱可塑性樹脂を含んでなる受容層60とをこの順に有してなる。
(もっと読む)
高意匠性インモールド転写フィルムおよび高意匠性インモールド成型品
【課題】ホログラムや光輝性パターンの図柄を任意の部分に設けた、高意匠性インモールド転写フィルム、およびそれを用いた高意匠性インモールド成型品を提供する。
【解決手段】ホログラム転写フィルムや光輝性パターンの転写フィルムから、サーマルヘッドで印字して、ホログラムや光輝性パターンの図柄をインモールド転写フィルム上に形成することにより高意匠性インモールド転写フィルムをオンデマンドで製造する。カラーの図柄22はレジンタイプの溶融転写フィルムから、サーマルヘッドで印字して形成する。インモールド転写フィルム35上に形成されるホログラムや光輝性パターンの図柄21は高精細であり、100μm以下の細線や、75lpiの線数の網点画像を形成する。該高意匠性インモールド転写フィルム35を使用してインモールド成型することにより、高意匠性インモールド成型品を得る。
(もっと読む)
プラスチック体およびプラスチック体を製造するための製造装置
【課題】軽量で安定性が高く、寸法精度が高いプラスチック体を提供する。
【解決手段】本発明は、中央領域を管状の中空体(52)として形成されているプラスチック体に関する。本発明によれば、前記管状の中空体(52)は、両端部(55,56)をそれぞれ、閉じた第1または第2の中実体(53,63)によって閉止されている。、前記管状の中空体(52)の前記両端部のうち第1の端部(55)に排除体(16,40,41,42)が配置されている。該排除体は前記中空体(52)と前記第1の中実体(53)との移行部に位置し、前記管状の中空体(52)の第2の端部(56)に、前記管状の中空体(52)と前記第2の中実体(63)との間に延在する中空室が形成されている。
(もっと読む)
発泡合成樹脂成形体及びその製造方法
【課題】穴状部が貫通孔である場合には、発泡成形時に該穴状部を塞ぐバリ部を形成することなく、該穴状部の周辺部にボイド等の成形不良が生じることを十分に防止ないし抑制することが可能であり、該穴状部が非貫通状である場合には、該穴状部の底部にボイド等の成形不良が生じることを十分に防止ないし抑制することが可能な発泡合成樹脂成形体の製造方法及び発泡合成樹脂成形体を提供する。
【解決手段】少なくとも第1の型21と第2の型22とを有する金型20を用いて、外面に穴状部3を有する発泡合成樹脂成形体1を製造する。第1の型21のキャビティ内面に、穴状部3を形成するための凸部23が設けられており、金型20は、型締めした状態において、凸部23の突出方向の先端面が第2の型22のキャビティ内面に所定の間隔をあけて対向するように構成されている。金型20を型締めした状態において、凸部23の先端面と第2の型22のキャビティ内面との間に金型20内の気体を気体誘導手段で誘導する。
(もっと読む)
射出成形方法
【課題】製品の意匠面に生ずるヒケ等の外観不良を防止するに好適な射出成形方法を提供する。
【解決手段】意匠面側の金型キャビティ温度を反意匠面側の金型キャビティ温度より高く設定するとともに、反意匠面側の金型キャビティ15に射出充填した樹脂の熱量でガス化する材料Cを塗布する。樹脂の射出完了後に型締力を低下させて、短時間で金型10内での樹脂圧力が0Paとなるように制御することによって、反意匠面側の金型キャビティ面と樹脂の間で、ガスを発生させて反意匠面側の樹脂を金型キャビティ15から短時間で離型させることにより、意匠面側の樹脂に樹脂の熱収縮による影響がでないようにして、ヒケの発生を抑制する。
(もっと読む)
合成樹脂表皮材の製造方法及び合成樹脂表皮材
【課題】乾燥工程における突沸が抑制され、1回の塗工工程により、充分な厚みを有し、つや消しの良好な外観を有する合成樹脂表皮材を効率よく製造しうる合成樹脂表皮材の製造方法を提供する。
【解決手段】直径が60mm〜120mmの塗工ロールを備えるキスリバース式塗工装置を用いて、水性ウレタン系樹脂と、該水性ウレタン樹脂100質量部に対して10質量部〜150質量部の有機樹脂粒子及びシリカ粒子から選択される1種以上の粒子と、を含む表面層形成用組成物を、基材表面に、基材の搬送速度が10m/分〜30m/分となる条件で、ウエット塗布量が10g/m2〜30g/m2となるように塗布する塗膜形成工程、及び、得られた塗膜を赤外線ヒータ、マイクロ波、及び高周波から選択される少なくとも1つの手段を用いて乾燥する乾燥工程、を有する合成樹脂表皮材の製造方法。
(もっと読む)
誘導加熱調理用容器
【課題】発熱のバラツキを抑制することができる誘導加熱調理用容器を提供する。
【解決手段】非導電性材料からなる容器本体1に電磁誘導によって発熱する発熱体2を備えた誘導加熱調理用容器であって、発熱体2は、箔状のシートを折り曲げることにより、容器本体2の底部10に位置する底面部20と該底面部20の周縁部から立ち上がって容器本体1の側壁部11に位置する筒状の側面部21とを有する形状に形成されている。容器本体1は射出成形により形成され、発熱体2はインサート成形により容器本体1と一体化されている。
(もっと読む)
ラミネート加工を施したポリエステル生地のインサート成形方法
【課題】音響機器用表面材、家具用表面材、建築用内装材、キャビネット用表面材、キッチン扉用内装材、自動車内装部品等として用いる材料として使用することができるインサート成形体の製造方法を提供する。
【解決手段】不織布状模様に加工されたポリエステル生地3や、あるいは木目板等の装飾模様を印刷したポリエステル生地3の表面に、透明フィルム4でラミネート加工を施して形成されたラミネート部材2をインサート成形して、該成形して得られたインサート成形体1を装飾用合成樹脂パネルとして使用することができるようにしたものである。
(もっと読む)
植物由来成分を含むポリウレタン組成物
【課題】ひまし油に由来するポリオール成分の使用量が、全ポリオール成分中の30重量%以上と言う高い植物由来成分利用率を維持しながら、生産性の高い高密度ポリウレタンRIM成形品の製造方法とその原料組成物の提供。
【解決手段】ポリイソシアネート(A)と、ポリオール、架橋剤及び触媒を含んでなるポリオール混合物(B)とから、反応射出成形法によって、密度が1.0g/cm3以上のポリウレタンエラストマーを製造する方法であって、(1)ポリオールは、ポリオール100重量部中、ひまし油に由来するポリオール成分を30重量部以上含み、ひまし油に由来するポリオール成分は平均官能基数が2.0〜2.7で、かつ水酸基価が70〜170mgKOH/gであり、(2)架橋剤がメチルジエチルジアミノベンゼン(DETDA)であり、(3)触媒が第3級アミンと金属触媒を共に含むことを特徴とする製造方法。
(もっと読む)
フィルムインサート成形品
【課題】外周曲げ部のような段差を設けずに、フィルムの端部の剥がれを防止する。
【解決手段】意匠面10Aにフィルム11が配置されたフィルムインサート成形品よりなる照明ユニットのカバー材10であり、フィルムの端部11Eの位置を意匠面の端部10Eの手前の位置に配置することで、意匠面の端部とフィルムの端部との間に、成形樹脂層の露出部よりなるフィルム端部保護域14を確保し、該フィルム端部保護域の表面14Aとフィルムの表面11Aとを面一に形成した。意匠面の端部10Eと成形樹脂層の端面12Cとの交わる角部12Dを鋭角に設定し、成形樹脂層の端面を天井トリムへの当接面とした。成形樹脂層12は透明樹脂で構成され、フィルム11は黒色系フィルムよりなり、成形樹脂層の裏面から成形樹脂層の端面までの範囲が、黒色系フィルムと同色系の皮膜層13で覆われている。
(もっと読む)
熱可塑性エラストマー発泡成形体
【課題】高発泡倍率で、ソフト感と表面硬度のバランスに優れた熱可塑性エラストマー発泡成形体を提供する。
【解決手段】表層から順に非発泡層A(1)、低発泡層B(2)、高発泡層C(3)が配置してなり、(a)高発泡層Cの独立気泡率が5%以上50%以下、(b)高発泡層Cのコア倍率XCが2倍以上25倍以下、(c)少なくとも片面の隣り合うA層,B層の厚み、tA、tBの合計が0.7mm以上、であることを特徴とする熱可塑性エラストマー発泡成形体。
(もっと読む)
金属調樹脂組成物及び金属調樹脂成形品
【課題】アルミフレークの偏在による色ムラの発生のない、所望の外観を有する金属調樹脂成形品と、それを有利に成形可能な金属調樹脂組成物とを提供する。
【解決手段】ABS系樹脂とポリカーボネートとを混合してなるアロイ樹脂に対して、平均粒径が5〜30μmのアルミフレークと粒度が5〜500μmのパール調顔料とを、それぞれ0.1〜5重量%の割合で配合して、金属調樹脂組成物を得た。そして、そのような金属調樹脂組成物を用いた射出成形品にて、金属調樹脂成形品10を構成した。
(もっと読む)
メッシュを有する椅子部材の製造方法及びその椅子部材
【課題】
メッシュ生地を有する背部、座部等の椅子部材を、簡単にかつきれいに、経済的に成形できる製造方法を提供する。
【解決手段】背部や座部の枠体を形成するためのキャビティを構成するコア金型2とキャビ金型1を有する。このコア金型2の外側面11に、メッシュ生地9を保持しかつキャビティ17の一部を構成する型面を有するメッシュ押え型3の内側面10を添着し、コア金型方向に移動させてメッシュ生地9に必要とされる張力を付与する。メッシュ生地9の周縁側は、コア金型2とメッシュ押え型3の間からキャビティの外方に引き出される。上記キャビティにプラスチック材料を射出してメッシュ生地をインサート成形する。その後、周縁から飛び出しているメッシュの周縁部を切り取る。
(もっと読む)
加飾樹脂成形品と加飾樹脂成形品の製造方法
【課題】本木材(天然材)と同じ立体感と表面意匠に近づけ、より木質感を向上させた安価な加飾樹脂成形品と簡易な加飾樹脂成形品の製造方法を提供すること。
【解決手段】本木材の表面に存在する木目導管凹形状に模した導管模様凹部13が意匠表面に形成された樹脂成形基材11に、木質感の表現を施した加飾樹脂成形品1であって、射出成形用型23内で、射出成形圧による混合樹脂材料17の流れにより混合樹脂材料17に含まれた第二樹脂ペレット16aがそのまま射出成形用型23内のゲート24から各々多方向へ無定形状に配向し、前記樹脂成形基材11に木目色模様が形成された木目色模様部18と、前記導管模様凹部13に無機系顔料を含むワイピング剤を埋設したワイピング部12と、を備えた事にあり、より本木材に近い木質感を有する安価な加飾樹脂成形品を得ることが可能になった。
(もっと読む)
圧密木材複合成形品の成形方法
【課題】 3次元成形を賦形した木材の表面硬度を向上させ、反りやひずみがなく、木材表面の平滑性が高く、良好な光沢を有する、圧密木材複合成形品の成形方法を提供する。
【解決手段】 木材を成形金型内に設置し、該木材の裏面側に溶融熱可塑性樹脂を加圧射出して、該木材を厚さ方向に圧縮して所定形状の3次元形状に賦形するとともに、該木材を圧密化し、該木材と該熱可塑性樹脂とを一体化する、圧密木材複合成形品の成形方法である。
(もっと読む)
台所部材及び台所部材の製造方法
【課題】樹脂組成物で一体成形され、安価に大量生産可能であり且つ多種多様に製造可能である台所部材、及び前記台所部材の製造方法を提供することである。
【解決手段】水槽状部領域30とカウンター部領域20とコンロ設置領域10の内の少なくとも2つの領域が一体化された台所部材1の各領域の裏面側又は内面側を構成する補強部材を製造する補強部材製造工程と、補強部材を成形型に設置する補強部材設置工程と、成形型に樹脂を充填する樹脂充填工程とを有し、成形型は、補強部材を取付け可能であって、取り付けられた補強部材の表面側と成形型の内面との間に樹脂充填空間を形成するものであり、樹脂充填工程で充填される樹脂によって複数の補強部材の表面側が一体的に覆われて補強部材同士が接合される。
(もっと読む)
樹脂成形体
【課題】優れた香り持続性を備える樹脂成形体を提供する。
【解決手段】熱可塑性樹脂からなり、表面に形成された非発泡層2と内部に形成された発泡層3とを備える樹脂成形体1であって、発泡層3は、表面に近い側から順に、第1の発泡層3aと、第1の発泡層3aより平均孔径の小さな気泡を備える第2の発泡層3bと、第1の発泡層3aより平均孔径の大きな気泡を備える第3の発泡層3cとからなり、樹脂成形体1は、付香成分を含有することを特徴とする。前記付香成分は、ヒノキチオール、トロポノイド、α−ツヤプリシン、γ−ツヤプリシン、β−ドラブリンからなる群から選択される少なくとも1種を用いることが好ましい。樹脂成形体1は、平均粒子径が1〜1000μmの範囲である木粉を、前記熱可塑性樹脂100重量部に対して30〜70重量部の範囲で含むことが好ましい。前記木粉は、前記付香成分を含有してもよい。
(もっと読む)
ラベルを統合して成型された製品、およびそのような成型品を具備したレイザハンドル
成型品(80)は第1成型部品(61)と、第2成型部品(62)と、第1成型部品に設けられた後側と前側とを備え前側が周縁(73)を備えたラベル(63)と、を具備し、第2成型部品(62)は重ね部(65)を備え、重ね部は前記周縁上のみにおいてラベルの前側と重なっている。レイザハンドルはそのような成型品(80)を具備している。そのような成型品(80を生産するための方法が開示されている。 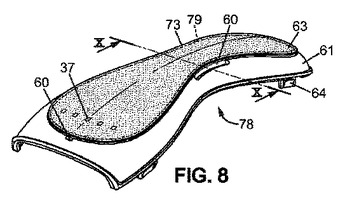 (もっと読む)
(もっと読む)
射出成形方法
【課題】板状部の裏面に突起部を有する射出成形品の成形に際し、板状部のヒケを防止できる射出成形方法の提供を目的とする。
【解決手段】板状部の裏面に突起部を有する射出成形品を射出成形する際に、射出成形金型20内の突起部成形用キャビティ25に溶融樹脂を射出して射出成形品の突起部13を成形した後、射出成形金型20を板状部の厚みに応じた分だけ開くことにより、射出成形金型20内に突起部13の一方の端面13aと接する板状部成形用キャビティ27を形成し、板状部成形用キャビティ27に溶融樹脂を射出して突起部13の高さよりも厚みが小で、且つ突起部13の一方の端面13aを覆う板状部を成形する。
(もっと読む)
1 - 20 / 50
[ Back to top ]