
Fターム[4F206AR08]の内容
プラスチック等の射出成形 (77,100) | 調整制御量(制御の対象) (4,319) | 速度 (333)
Fターム[4F206AR08]の下位に属するFターム
回転速度(←回転数) (98)
加速度 (16)
Fターム[4F206AR08]に分類される特許
41 - 60 / 219
吊車用水平車輪の製造方法

【課題】市販量産品である軸受を埋め込むようにインサート成形することにより吊車用水平車輪を低コストで製造する方法でありながら、強度及び耐摩耗性を向上することができる吊車用水平車輪の製造方法を提供する。
【解決手段】軸受2の下側シールド板6の一部を樹脂が覆うようにキャビティCが形成された射出成形用金型8を使用し、射出工程において、樹脂輪の外周面側に位置するように形成したゲート10から溶融樹脂を射出注入する際に、溶融樹脂が下側シールド板6にかからない位置までは高速で充填し、溶融樹脂が下側シールド板6にかかる位置からは下側シールド板6の変形を抑えるように低速で充填し、保圧工程において、所要の固化層を形成するために1段目の保圧を低くするとともに一定時間保持するように射出成型機を制御する。
(もっと読む)
溶融成形用ペレット混合物およびその製造方法、ならびに該溶融成形用ペレット混合物を用いた成形品
【課題】十分な透明性を有しながらも、耐薬品性および耐衝撃性に優れた成形品、および該成形品を製造可能な溶融成形用ペレット混合物を提供すること。
【解決手段】少なくとも非晶性ポリアリレート樹脂、およびテレフタル酸成分と1,4−シクロヘキサンジメタノール成分とを主成分とするポリエステル樹脂pを溶融混練してなるペレット(I)、およびテレフタル酸成分と1,4−シクロヘキサンジメタノール成分とを主成分とするポリエステル樹脂qのペレット(II)を含む溶融成形用ペレット混合物であって、ペレット(I)中におけるポリエステル樹脂pの配合量Wpが非晶性ポリアリレート樹脂100質量部に対して10〜500質量部であり、ペレット(I)とペレット(II)との配合比率が質量比(I/II)で10/90〜80/20であることを特徴とする溶融成形用ペレット混合物。上記溶融成形用ペレット混合物を用いて成形されたことを特徴とする成形品。
(もっと読む)
半導体装置の製造方法

【課題】モールド金型のキャビティ内で硬化した樹脂封止体を破損させることなく、キャビティから取り出すことのできる技術を提供する。
【解決手段】モールド金型のキャビティ内にある樹脂封止体12cを下金型3から離型するときに、まず、下型エジェクタピン5aにより樹脂封止体12cを、その厚さの、例えば1〜2割程度押し上げた後、プランジャ14を上昇させる。次に、プランジャ14によりカル内の樹脂封止体12cを押し上げることにより樹脂封止体12cの全体を斜めに押し上げて、下型エジェクタピン5aの先端部から剥離する。
(もっと読む)
薄肉成形体の製造方法
【課題】 メタクリル樹脂組成物からなる成形体であって、厚さが1mm以下でありながら、耐衝撃性、とりわけ面衝撃強度に優れる薄肉成形体を作製することができる、薄肉成形体の製造方法を提供する。
【解決手段】 メタクリル樹脂組成物からなる厚さ1mm以下の薄肉成形体の製造方法であって、前記メタクリル樹脂組成物を溶融した後、1〜15mL/秒の射出速度で金型に射出することを特徴とする。前記メタクリル樹脂組成物は、該組成物総量に対し、40〜90重量%のメタクリル樹脂と10〜60重量%のゴム粒子とを含むものであることが好ましい。
(もっと読む)
トグル式型締装置の型厚調整方法
【課題】 各種金型に対して精度の高い型厚調整を行うとともに、型厚調整モータにおける小型化,省エネルギ化及び低コスト化を図る。
【解決手段】 型締モータ4を駆動制御してトグルリンク機構5のクロスヘッド5hを金型閉鎖位置Xsよりも型開側の位置となる予め設定した予備位置Xrまで移動させる第一工程T1と、第一工程T1の終了後、型厚調整モータ2を駆動制御して金型Cが閉じる型閉位置Xcまで圧受盤3を前進移動させる第二工程T2と、第二工程T2の終了後、型締モータ4を駆動制御してクロスヘッド5hを前進移動させるとともに、型締モータ4のトルク制限を行うことにより金型Cを加圧し、かつ型厚調整モータ2を駆動制御して圧受盤3を移動させつつクロスヘッド5hを金型閉鎖位置Xsまで移動させる第三工程T3と、第三工程T3の終了後、所定の型締力に対応する金型Cの締め代Lpを設定する第四工程T4とを備える。
(もっと読む)
射出成形品の製造方法
【課題】液晶性樹脂組成物を、超音波洗浄しても射出成形品表面のフィブリル化を抑え、優れた外観を有する成形品を得るための成形技術を提供する。特に、金型温度が100℃以下の条件でも実施可能な成形技術を提供する。
【解決手段】液晶性樹脂組成物の射出成形において、金型内表面に断熱層が形成された金型を用い、断熱層の厚みt1(μm)、射出速度S(mm/sec)、射出成形品の厚みt2(mm)、金型温度T(℃)とした場合に、特定の関係式を満たす成形条件で射出成形する。好ましくは金型温度が100℃以下で成形を行う。
(もっと読む)
射出成形機の制御方法
【課題】 生産効率,成形品質及び歩留まりの向上を図るとともに、動作(制御)の安定性及び省エネルギ性を高める。
【解決手段】 充填工程Sic及び保圧工程Sipを有する射出工程Siの制御を行うに際し、油圧ポンプ5に、少なくとも大流量の固定吐出流量Qmとこの大流量よりも小さい小流量の固定吐出流量Qsを設定可能な油圧ポンプ5x(5a,5b)を使用するとともに、予め、射出工程Siの動作に伴う少なくとも一つ以上の物理量(Xs,Vs,Ps)に対して固定吐出流量Qm,Qsを切換えるための少なくとも一つ以上の切換条件を設定し、射出工程Siの動作時に、大流量の固定吐出流量Qmに設定して当該射出工程Siの制御を行うとともに、物理量を監視し、少なくとも一つ以上の物理量が少なくとも一つ以上の切換条件を満たしたなら小流量の固定吐出流量Qsに切換えて射出工程Siの制御を行う。
(もっと読む)
熱可塑性樹脂射出発泡成形体の製造方法
【課題】 外観不良がないため表面美麗で、かつ、非発泡層が薄く、均一微細な発泡層を持ち、さらに高発泡倍率を有する射出発泡成形体の製造方法を提供すること
【解決手段】 最終製品形状位置のキャビティクリアランスt2より小さいクリアランスt0に可動型を設定された金型クリアランス中に、熱可塑性樹脂と発泡剤を含んでなる溶融混合物を射出して、金型クリアランス中への前記溶融混合物が充填完了した直後に可動型を所定の速度でキャビティクリアランスt1まで移動させる第1型開工程、キャビティクリアランスt1からキャビティクリアランスt2まで可動型を移動させる第2型開工程を含んでなり、少なくとも溶融混合物の射出開始時点で金型表面温度を前記熱可塑性樹脂の荷重たわみ温度以上の温度とし、充填完了から第2型開工程完了時の何れかの時点で冷却を開始することを特徴とする射出発泡成形体の製造方法。
(もっと読む)
樹脂成型装置
【課題】オーバーモールドボトルの量産性を向上させることができる樹脂成型装置を提供する。
【解決手段】少なくとも一つの樹脂流入口101から複数の樹脂流出口102まで順次分岐されて連通している分岐樹脂流路103が形成されている。その複数の樹脂流出口102の各々に個々に複数のオーバーモールド金型300が連結され、その内部にインサートボトル500が保持される。樹脂流入口101に樹脂圧送機構200が溶融樹脂を圧送するので、インサートボトル500の外面にオーバーモールド樹脂が成型されるオーバーモールド成型が、複数のオーバーモールド金型300で同時に実行される。
(もっと読む)
ジェッティング現象の発生の有無を判定する方法
【課題】最適な成形条件を決定するために、ジェッティング現象の発生の有無を正確に判定する方法を提供する。
【解決手段】複数の成形条件での、前記プラスチック成形用金型のキャビティ内の所定の位置における前記溶融樹脂材料のせん断応力を流動解析により算出するせん断応力導出工程と、それぞれの前記成形条件で前記樹脂材料を実際に射出成形しジェッティング現象の発生の有無を確認する確認工程と、前記確認工程の結果から、ジェッティング現象が発生する場合のせん断応力の最小値と、ジェッティング現象が発生しない場合のせん断応力の最大値と、の間のせん断応力を、ジェッティング現象の発生の有無を判定するための閾値として求める閾値導出工程と、を備える方法で判定する。
(もっと読む)
成形体の製造方法
【課題】明るい色調の外観を有し、かつ、ウェルドラインによる外観不良の発生が抑制された成形体の製造方法を提供する。
【解決手段】50以上の明度(L*)を有する第1の熱可塑性樹脂組成物からなる基材層を一対の金型内に形成されるキャビティ内に配置する工程と、前記基材層と、この基材層に対向する一方の金型のキャビティ面と、の間に形成される空間に光輝材を含有する第2の熱可塑性樹脂組成物を射出充填して、前記基材層の上に厚み0.05〜0.7mmの表層を形成する工程と、を有する。
(もっと読む)
混合吐出装置
原料を含む2種以上の液体であって、少なくとも1つが発泡剤をさらに含有する液体を加圧下で混合するミキシングチャンバー(1)と、当該チャンバーに連通し、下流方向へ断面積が減少する内周面を有するテーパード通路(3)と、テーパード通路に挿入され、前記内周面に対応する外周面を有するテーパードピストン(2)と、前記内周面と前記外周面とが当接する位置からテーパードピストンを後退させて、特定の間隙を形成するアクチュエータと、テーパード通路に連通する緩衝通路(5)と、前記混合物を最終的に吐出する吐出口(4)と、を備える混合吐出装置。緩衝通路は、混合物の膨張を穏やかにする構造を有する。アクチュエータは、テーパードピストンの後退量の制御により間隙の幅Dを変化させて、ミキシングチャンバーが維持する圧力と、テーパード通路における混合物の圧力が減ずる程度とを調整する。 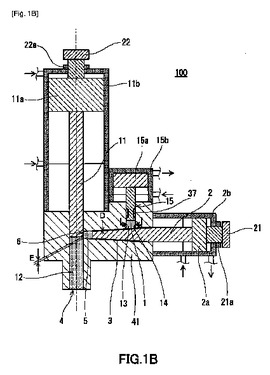 (もっと読む)
(もっと読む)
発泡体の製造方法及び製造装置
【課題】微細気泡を有し、高強度な発泡体を成形する方法及びそれに用いられる発泡体の製造装置を提供する。
【解決手段】発泡体の製造方法は、キャビティに、キャビティの容積よりも少ない体積の溶融樹脂を注入する注入工程と、注入工程の後に、キャビティ内の気体をキャビティ外に排出することによりキャビティを減圧する減圧工程と、前記減圧工程の後に、溶融樹脂を発泡させる発泡工程とを備えている。
(もっと読む)
結晶性樹脂の射出成形シミュレーション方法
【課題】射出成形機から金型内に射出され溶融した結晶性樹脂の挙動をシミュレーションする方法の提供。
【解決手段】溶融した結晶性樹脂の物性情報や射出成形機・金型の境界条件を設定する第1工程S1と、時間情報を所定時間幅(Δt)インクリメントする第2工程S2と、S2でインクリメントされた時刻での結晶性樹脂の圧力を算出する第3工程S3と、金型内である時刻の結晶性樹脂の先端の位置を算出する第4工程S4と、ある時刻での結晶性樹脂の温度を算出する第5工程S5と、ある時刻での結晶性樹脂のせん断粘度を算出する第6工程S6と、を含み、S2〜S6を順番に繰り返して、溶融した結晶性樹脂の挙動をシミュレーションする方法であり、S6の後に、結晶化過程に伴う結晶性樹脂の冷却速度を算出して、物性情報を修正する第7工程S7を含み、S7の後に行うS3やS5により、S7によって修正された物性情報に基づいて圧力や温度を算出する。
(もっと読む)
油圧式射出成形機の制御方法
【課題】 速度制御が不安定になる不具合を解消し、成形品質を高めるとともに、成形サイクルの高速化の要請や成形品の多様化などに対しても柔軟かつ的確に応える。
【解決手段】 油圧駆動源2から供給される作動油をサーボ弁Vsを介して油圧シリンダ4の一方の油室4rに供給し、当該油圧シリンダ4に内蔵するピストン5に結合した可動体6を速度制御により移動させるに際し、速度制御を開始する前に、油圧シリンダ4における一方の油室4rに対する反対側の油室4fに作動油を供給し、可動体6の移動方向に対する逆方向に、予め設定した逆予圧Prを付与するとともに、速度制御の開始時まで、少なくとも逆予圧Prを保持する制御を行う。
(もっと読む)
発泡体の製造方法及び製造装置
【課題】微細気泡を有し、高強度な発泡体を成形する方法及びそれに用いられる発泡体の製造装置を提供する。
【解決手段】発泡体の製造方法は、キャビティに溶融樹脂を充填する充填工程と、溶融樹脂が充填されたキャビティに気体を注入する気体注入工程と、キャビティの気体をキャビティ外に排出することにより、気体が注入されたキャビティを減圧する減圧工程と、減圧工程が終了した後に、溶融樹脂を発泡させる発泡工程とを備えている。
(もっと読む)
多層成形体の製造方法
【課題】熱可塑性樹脂材料からなる成形体の機械物性及び表面外観の両方を十分優れたものとすることができるとともに、このような成形体を効率的に製造する方法を提供すること。
【解決手段】本発明に係る多層成形体10の製造方法は、成形型100のキャビティV内に基材層1を配置する工程と、基材層1とこれに対向するキャビティ面21aとの間に形成されるクリアランスCに溶融状態の第2の熱可塑性樹脂材料を射出速度500mm/秒以上で供給し、基材層1の表面に被覆層2を形成する工程とを備え、第2の熱可塑性樹脂材料がメルトフローレート5〜400g/10分のポリオレフィン系樹脂と、無機充填材とを含有し、被覆層2の厚さが0.5mm以下であることを特徴とする。
(もっと読む)
射出成形機の制御装置
【課題】逆流防止装置を備えていないスクリュや、逆流防止装置があるものの逆流防止弁等の摩耗などによってその機能が低下した状態にある射出成形機においても、さらにいかなる粘度の成形材料においても、射出保圧時の樹脂充填を安定させることができる射出成形機の制御装置を得ることや、バックフローや過剰射出させる事無く計量された樹脂を安定して射出することができる制御装置を得ること。
【解決手段】射出開始か否か判断し、射出開始まで待ち、射出開始の場合には、ステップSA2に移行する(SA1)。負荷トルク指令値DCMDを読み出し、負荷トルク帰還値DFBを検出し、スクリュの回転速度指令値Vを計算する(SA2〜SA4)。回転速度指令値Vに従ってスクリュを回転制御し、保圧完了か否か判断し保圧完了でなければステップSA2に戻り処理を継続し、保圧完了であれば、計量と成形品の取り出し処理を行い1サイクルを終了する(SA5〜SA7)。
(もっと読む)
薄板成形品の成形金型、射出成形機、および射出成形方法
【課題】固定金型と可動金型の間に少なくとも2個以上のキャビティが配設され、該キャビティの端部にゲートが設けられた薄板成形品の成形金型を用いて、薄板成形品を同時に複数枚成形する際に、簡単な調整により複数枚の薄板成形品をそれぞれ良好な状態で成形することが可能な薄板成形品の成形金型、射出成形機、および射出成形方法を提供する。
【解決手段】固定金型13と可動金型12の間に少なくとも2個以上のキャビティ14a,14bが配設され、該キャビティ14a,14bの端部にゲートP3が設けられた薄板成形品の成形金型11において、キャビティ形成面23,43aを構成し交換可能または修正可能なブロック17,22,42と、キャビティ14a,14bへの溶融樹脂の流路を遮断または調整する溶融樹脂流動制御部19a,19bとがそれぞれ設けられ、溶融樹脂流動制御部19a,19bは個別に制御される。
(もっと読む)
発泡樹脂成形品の成形方法及び成形装置
【課題】発泡樹脂成形品の局所的な強度低下を回避する。
【解決手段】成形方法は、成形型4内において区画形成されるキャビティ27内に、溶融発泡性樹脂70を射出供給する供給工程と、成形型4を型開き方向に移動させてキャビティ27内の溶融発泡性樹脂70を発泡させる発泡工程と、成形型4の移動完了後に、溶融発泡性樹脂70を固化させて発泡樹脂成形品を成形する成形工程と、を含む。発泡工程では、ウエルド発生部23(発泡樹脂成形品のウエルド部分に対応する部分)に隣接する周囲部の型開き方向への移動を開始した後、所定の遅れ時間経過後に、ウエルド発生部23の型開き方向への移動を開始する。
(もっと読む)
41 - 60 / 219
[ Back to top ]