
Fターム[4F206AR08]の内容
プラスチック等の射出成形 (77,100) | 調整制御量(制御の対象) (4,319) | 速度 (333)
Fターム[4F206AR08]の下位に属するFターム
回転速度(←回転数) (98)
加速度 (16)
Fターム[4F206AR08]に分類される特許
21 - 40 / 219
射出成形機及び射出成形方法
【課題】シワ、ヒネリ、ジェッティングの成形不良の発生を防ぎ、容易かつ短時間に成形条件を設定する。
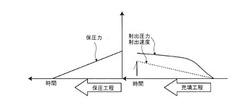
【解決手段】成形金型内に樹脂材料を充填するためのサーボモータと、サーボモータを制御することによって、射出速度を無段階に変化させ、かつ、樹脂材料が充填された成形金型内に加える保圧力が無段階に小さくなるように保圧力を変化させる制御部と、を備える。
(もっと読む)
電磁波シールド性複合成形体とその製造方法
【課題】家庭用の電気・電子機器等から発生させる低周波の磁界波と電磁波のシールド性が優れた電磁波シールド性複合成形体と、その製造方法を提供する。
【解決手段】炭素繊維及び熱可塑性樹脂を含む第1樹脂組成物からなる第1成形体層と、メジアン径(d50)が5〜100μmで、アスペクト比が10以上である扁平軟磁性粉末及び熱可塑性樹脂を含む第2樹脂組成物からなる平板状の射出成形体層とを有する電磁波シールド性複合成形体であって、前記平板状の射出成形体層中において前記扁平軟磁性粉末が厚み方向と直交する方向に配向された状態で含有されており、前記平板状の射出成形体層が、縦120mm、横120mm及び厚み2mmの平板であるときの周波数0.1〜100MHzの範囲の磁界波シールド効果が8dB以上であり、かつ前記周波数領域の電磁波シールド効果が25dB以上である、電磁波シールド性複合成形体。
(もっと読む)
薄肉成形品の成形方法

【課題】中型以上の液晶用の導光板を薄肉で成形することができる薄肉成形品の成形方法を提供する。
【解決手段】
加熱シリンダ(5)とスクリュ(6)とからなる射出装置(2)を使用して成形する。最初に金型(20、21)を所定量開いた状態にしてスクリュ(6)を軸方向に駆動してキャビティに溶融樹脂を射出する。そして金型(20、21)を型締めして射出された溶融樹脂を圧縮する。この圧縮の実施中に、所定時間だけスクリュ(6)を後退させてキャビティ内の溶融樹脂の樹脂圧を低下させる。その後スクリュ(6)に軸方向の駆動力をかけて溶融樹脂に所定の樹脂圧を印加する保圧を実施する。保圧におけるスクリュ(6)の駆動は、速度制御を実施し、その後圧力制御に切り換えるようにしてもよい。
(もっと読む)
積層体の製造方法
【課題】少ない導電性フィラーの使用量で優れた電磁波シールド性を示す成形体を製造することが可能な成形体の製造方法を提供する。
【解決手段】熱可塑性樹脂からなる基材に、導電性繊維を含有する導電性樹脂組成物からなる被覆層が積層された積層体の製造方法であって、前記基材を金型内に形成されるキャビティ内に配置する工程と、前記基材と、この基材に対向する金型のキャビティ面と、の間に形成される空間に、熱可塑性樹脂50〜99質量%、及び平均繊維長1〜20mmの導電性繊維1〜50質量%(但し、熱可塑性樹脂、導電性繊維の含有量の合計を100質量%とする)、を含有する導電性樹脂組成物を、射出速度500mm/s以上で充填し、前記基材の上に厚み0.01〜1mmの被覆層を形成する工程と
を有することを特徴とする積層体の製造方法。
(もっと読む)
樹脂組成物及びその成形体の製造方法
【課題】少ない導電性フィラーの使用量で優れた電磁波シールド性を示す成形体を製造することが可能な樹脂組成物及びその成形体の製造方法を提供する。
【解決手段】(A)熱可塑性樹脂10〜98質量%と、(B)平均繊維長1mm〜20mmの導電性繊維1〜50質量%と、(C)平均粒径5〜100μmの非導電性球状無機フィラー1〜50質量%と、を含有する(但し、(A)熱可塑性樹脂、(B)導電性樹脂、及び(C)非導電性球状無機フィラーの含有量の合計を100質量%とする)。
(もっと読む)
射出成形装置及び射出成形方法
【課題】金型内に射出充填した樹脂の圧縮成形にあたり、成形サイクルの短縮,製品の内部応力の低減,金型にかかる負荷の低減,製品の外観の向上を図る。
【解決手段】固定型54に対向する可動型66は、スライドコア74を収容する成形穴68を有しており、固定型54との間にキャビティCを形成する。可動側取付板60に固定された脚部62と、可動型66の間にはスペーサ64が配置され、該スペーサ64の引き抜きにより、スライドコア74によるキャビティ圧縮のためのストロークが形成される。キャビティCへの溶融樹脂の充填が完了したら、型締め機構110によりスペーサ64の引き抜き分に相当するストローク量の圧縮を行うが、その際、圧力センサ80による型内圧力の検知結果に基づき、型内圧力が、射出圧ピーク時の圧力を超えないように、制御装置140により圧縮圧及び圧縮速度を制御する。
(もっと読む)
樹脂成形品の成形方法
【課題】結晶性高分子樹脂を用い、部分ごとに高い機械的強度と寸法精度とが要求される成形品を、形状の自由度が高く、かつ比較的簡素な工程で製造可能な樹脂成形品の成形方法を提供する。
【解決手段】可動型を型締め位置より固定型から離反させた状態にセットした成形型内に、結晶性高分子樹脂の融液をショートショット状態で射出する第1射出工程と、前記融液の温度が融点以下、結晶化温度以上の状態で、該融液が臨界伸張ひずみ速度以上のひずみ速度で伸張するように、前記可動型を高速で型締めして、前記融液を配向状態とすると共に、その状態を維持して結晶化させる結晶化工程と、該結晶化工程で形成された中間成形品の周辺部分を最終形状に成形するため、前記成形型または他の成形型で、前記中間成形品の周囲に追加樹脂の融液を射出する第2射出工程とを備える。
(もっと読む)
樹脂複合成形体及びその製造方法
【課題】強度及び表面平滑性に優れた樹脂複合成形体及びその製造方法を提供する。
【解決手段】熱可塑性樹脂と、前記熱可塑性樹脂中に分散されており、グラフェン構造を有する炭素材料からなるフィラーとを含み、全フィラーの長手方向の平均方向とフィラーの長手方向とのなす角度とその角度を満たすフィラーの割合との関係が図1に示す領域A(前記割合をy、前記角度をxとしたときに、y≧6.67x)内に位置している、樹脂複合成形体。
(もっと読む)
原料組成又は製造条件決定方法
【課題】液晶性樹脂組成物を成形してなる成形体の反り変形の問題を、事後的に発生する反り変形の問題も含めて予め評価することで、反り変形の問題についての評価を行いつつ、成形条件や原料組成の検討を行うことができる技術を提供する。
【解決手段】成形体表面からの深さ方向における、単位深さ毎の樹脂流動方向の歪み量から算出される各単位深さまでの歪み量の積算値の変化が飽和した飽和積算値と反り変形の変形量との間の相関関係を用いる。
(もっと読む)
LEDレンズの製造方法
【課題】
型内に略均一に樹脂を流入させウェルドの発生を防ぐことができるLEDレンズの製造方法を提供すること。
【解決手段】
LEDレンズ50の形状に対応する型空間内へ樹脂を充填する際に、射出開始時の射出速度よりも射出速度を遅くする工程を設けることにより、比較的肉厚のレンズ部60に対応する本体空間と比較的肉薄のレンズ外周部70に対応する外周部空間とにおける樹脂の充填速度の差が小さくなる。これにより、樹脂が本体空間に充填されるより先に外周部空間に過剰に回り込むのを抑制し、回り込んだ樹脂がレンズ部60側に逆流するかのように充填するのを防ぐことができる。そのため、型空間内に略一様な方向で略均一に樹脂が流入し、成形されたLEDレンズ50にウェルドが発生するのを防ぎ、LEDレンズ50の外観不良、光学特性の劣化、耐熱性の劣化を防ぐことができる。
(もっと読む)
射出成形機
【課題】射出工程及び保圧工程における射出用電動サーボモータの駆動制御の応答性が高く、高品質の薄物、精密品又は厚物を高能率に成形可能な射出成形機を提供する。
【解決手段】VP切替位置に至ったとき、2次圧位置s2pがVP切替位置よりも後方(2次圧位置s2p≧VP切替位置)に設定されているか、前方(2次圧位置s2p<VP切替位置)に設定されているかの判定(2次圧位置判定)を行い、2次圧位置s2p≧VP切替位置である場合には、2次圧位置s2pまでスクリュ1を高速で後退させ、射出圧が予め設定された2次圧に至った段階で、保圧設定パターンp0に従った制御に切り替える。2次圧位置s2p<VP切替位置である場合には、2次圧位置s2pまでスクリュ1を高速で前進させ、射出圧が予め設定された2次圧に至った段階で、保圧設定パターンp0に従った制御に切り替える。この制御を、保圧工程中の最終の保圧設定圧力まで繰り返す。
(もっと読む)
射出成形方法、およびその装置
【課題】良好な微細転写が可能で、ムラの少ない射出成形方法を提供する。
【解決手段】射出装置から金型内に溶融成形材料を射出し、射出した溶融成形材料を金型内で冷却、固化させて成形品とし、この成形品を、金型内に前後進可能に設けられた押出部材を電動機により前進させて、金型内から押し出し、取り出し可能とした射出成形方法であり、金型が有するキャビティ内の所定位置まで押出部材を押し出し、かつ押出部材に所定量の力を付与して所定の押出し位置に保持させ、その後金型内に射出装置から溶融成形材料を射出し、金型内に射出した溶融成形材料による圧力が、押出部材に、押出部材に加えた所定量の力を超えたときなどに、その圧力により押出部材を金型内で後退させることとして射出成形方法を構成した。
(もっと読む)
射出成形機の制御方法および射出成形機
【課題】発泡成形品や中空成形品を成形する際に、サーボモータを用いて速度制御して可動金型または可動金型の一部を型開方向に移動させる際の外乱に対する制御応答性能を向上させ、サーボモータやボールネジ機構の負荷を好ましい範囲内とする。
【解決手段】固定金型14と可動金型16の間に形成されたキャビティCに溶融樹脂を射出中または射出後に、可動金型16または可動金型の一部を型開方向に移動させてキャビティCの容積を拡大し、発泡成形品または中空成形品を成形する射出成形機11の制御方法において、キャビティCの容積を拡大する際に可動金型16または可動金型の一部をサーボモータ25により速度制御して型開方向に移動させるとともに、外乱に対応して可動金型16または可動金型の一部を流体機構29によりクローズドループ制御して型閉方向に押圧する。
(もっと読む)
電動押出装置
【課題】 ダイカストマシンや射出成形機の型締装置に装備されている電動式の押出装置について、構造を簡素化し、制御方法もシンプルにする。
【解決手段】 可動プラテンに右ねじボールねじ軸と左ねじボールねじ軸を回転自在に取付ける。各ボールねじ軸と螺合するボールねじナットを押出板と固定する。各ボールねじ軸を電気モータによって反対方向に同じトルクで回転させ、押出板の前後進動作を行なう。押出板に作用する回転トルクが相殺されるため、押出板を支持するガイドロッドを細く、あるいは無くすことが可能となる。また、2本のボールねじの同期制御が容易となる。
(もっと読む)
ポリプロピレン系樹脂発泡成形体およびその製造方法
【課題】高発泡倍率の薄肉射出が可能であり、軽量性、剛性、表面平滑性に優れた箱形状の発泡成形体を容易に、安価に製造する方法の提供。
【解決手段】金型が固定型と前進および後退が可能な可動型とから構成され、最終製品の形状位置に相当する金型キャビティ・クリアランスt2よりも小さいクリアランスt0を有する金型キャビティ中に溶融混合物を射出充填する射出工程、その直後にt2よりも小さく、t0よりも大きいクリアランスt1まで可動型を後退させる第一段発泡工程、次いでt1のクリアランスを所定の設定時間保持した後に、さらにt2まで可動型を後退させる第二段発泡工程を含むことを特徴とする射出発泡成形体の製造方法であって、t0、t1、t2の関係がt1/t0が1.2以上で3未満,かつ(t2−t1)/(t1−t0)は0.5以上で3未満(ここで、t0は0.5mm以上3mm未満である。)であることを特徴とする。
(もっと読む)
射出成形機の制御方法
【課題】材料ごとに厳密な調整をすることなく、計量工程中に背圧が立ちにくい材料であっても、計量を安定化させることができる射出成形機の制御方法を提供する。
【解決手段】溶融材料の計量を行う計量工程の中で強制計量動作と圧力補正計量動作とに動作を分け、強制計量動作ではスクリュ後退速度Bが決められた後退速度Cとなるようにスクリュ7の後退速度を制御しながら後退させると共に、スクリュ7を決められた回転速度で回転させることで計量を行い、スクリュ後退速度Bが決められた後退速度Cとなる前に自動的に強制計量動作から圧力補正計量動作への切り替えを行い、圧力補正計量動作ではスクリュ7内に供給された材料の圧力によって発生する背圧Dを検出し、検出した背圧Dが決められた値となるようにスクリュ後退速度Fを制御しながら計量を行う。強制計量動作と圧力補正計量動作との切り替えは圧力又はスクリュ後退速度によって行われる。
(もっと読む)
導電性ポリカーボネート樹脂組成物およびそれからなる成形品
【課題】安定した帯電・静電気防止性を付与した導電性ポリカーボネート樹脂組成物を提供する。
【解決手段】ポリカーボネート樹脂(A)およびカーボンブラック(B)を必須成分として含む樹脂組成物であって、前記樹脂組成物を射出速度x(mm/sec)で射出成形して得られる平板成形品(90×50×2mm)の表面抵抗率y(Ω/sq)が下記式(1)の関係式を満たすことを特徴とする導電性ポリカーボネート樹脂組成物。log(y)=ax+1・・・・式(1)式中、x、yおよびaはそれぞれ次の範囲の数値を表す。x<100、1≦log(y)≦8、0.01≦a≦0.26。
(もっと読む)
積層成形品の成形方法、射出ノズルおよび積層成形品の成形装置
【課題】格別に大型の金型と型締装置を使用することなく、高い成形効率かつ低コストで積層成形品を成形できる成形方法を提供する。
【解決手段】第1、2の射出機(2、3)と、これらとノズル取付体(5)を介して接続されている1個の射出ノズル(6)とを使用して射出成形する。第1、2の射出機(2、3)の第1、2のスクリュ(9、16)を駆動して、粘性係数の等しい第1、2の溶融樹脂を同時に射出する。このとき、前記第1、2の溶融樹脂が層流を保ってスプル(61)とランナ(64)内を流れるような速度で第1、2のスクリュ(9、16)を駆動する。そうすると、前記第1、2の溶融樹脂は分離した状態で金型のキャビティに充填される。
(もっと読む)
生産機械及びその運転方法
【課題】 省エネルギ性に優れた省エネ運転を容易に行えるようにするとともに、成形品や成形条件等の内容に左右されることなく成形品質を確実に確保する。
【解決手段】 制御系Cにおける全ての制御項目の制御定数を通常運転時の制御定数Ks…に設定して運転を行う通常運転モードMsと、制御系Cにおける各制御項目を制御応答性の重要度から少なくとも二つのグループGs,Geに分類し、重要度の高いグループGsに属する制御項目Ds…の制御定数を通常運転時の制御定数Ks…に設定し、かつ重要度の低いグループGeに属する制御項目De…の制御定数Ke…を通常運転時の制御定数Ks…よりも制御応答性を低下させる大きさに設定して運転を行う省エネ運転モードMeと、通常運転モードMs又は省エネ運転モードMeを選択するモード選択手段Fsとを備える。
(もっと読む)
型締装置
【課題】簡便に型閉じを行うことが可能な型締装置を提供する。
【解決手段】型締装置1は、移動ダイプレート5Mに設けられたシリンダ室21に収容されたピストン23aを有する型締シリンダ11と、ピストン23aに連結され、タイバー7に対する係合及び当該係合の解除を行う係合装置13と、型開閉シリンダ9とを有する。型開閉シリンダ9は、シリンダチューブ15、シリンダチューブ15に収容されたピストン17及びピストン17に連結されたピストンロッド19を有し、シリンダチューブ15が係合装置13に連結され、ピストンロッド19がベース3に対して連結されている。
(もっと読む)
21 - 40 / 219
[ Back to top ]