
Fターム[4F206JN11]の内容
プラスチック等の射出成形 (77,100) | 成形操作−成形操作の内容 (4,618) | 射出充填 (1,276)
Fターム[4F206JN11]の下位に属するFターム
複数回射出充填を行うもの (562)
操作条作を多段に変化させるもの (78)
充填通路での処理、操作 (323)
Fターム[4F206JN11]に分類される特許
81 - 100 / 313
射出成形装置において使用される装置
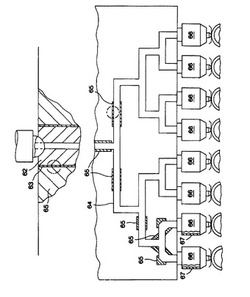
【課題】 効率的に成形マニホルド及びホットランナーノズルの溶融チャネルを加熱する方法及び手段を提供する。
【解決手段】 多数のキャビテーションが発生する鋳型スプルーブッシュ62、マニホルド64、及びホットランナーノズル66は、それぞれ薄膜ヒータ63、65、及び67を使用して加熱される。各薄膜ヒータは、組み合わされた受動薄膜材料の間に挟まれた薄膜の導電性材料から成る能動膜を含んで構成される。この薄膜ヒータが直接溶融樹脂に接触するように内側に配置される場合、薄膜ヒータ63は、チャネルから順に耐摩耗膜72、電気絶縁膜74、電気抵抗ヒータ膜76、電気絶縁膜78、及び断熱膜79を含み得る。薄膜ヒータ65が外側に配置される場合には、耐摩耗膜は省略されてよい。
(もっと読む)
射出成形機

【課題】シリンダ全体を必要以上に加熱することなく、型締めによって生じるノズル先端部の熱逃げを抑制して、より安定した成形動作を行える射出成形機を提供する。
【解決手段】可塑化された樹脂材料を一対の金型により形成されるキャビティ内へ射出するノズルを有する射出機構部2と、一対の金型の型締めを行う型締め機構部と、型締め機構部におけるノズル10の周囲の位置に配置され、ノズルを加熱する加熱部24を有する加熱部材9とを備える。
(もっと読む)
射出成形用金型及び樹脂成形品の成形方法
【課題】コストアップや成形サイクルの長大化を避けつつ、ウェルドラインの発生を抑える。
【解決手段】型閉状態でスプルー4からランナ5へと供給された溶融樹脂は、ランナ5内において略放射状に流れ、ランナ5の全周縁部からフィルムゲート7を介してキャビティ6へと流入する。キャビティ6に溶融樹脂が充填されて成形が完了したならば、型閉状態のまま、コア部3をスライドさせて、Zピン9でランナ部101を引っ張るかたちでフィルムゲート7内に成形される薄肉部を切断する。ゲートカット後、固定型1に対して可動型2を開くと、キャビティ6内に成形された樹脂成形品(リング状の部品)100が取り出される。
(もっと読む)
射出成形の制御方法及び射出成形の制御装置
【課題】従来の射出成形機では、保圧制御前にスクリューが一時的に後退することから、その後の保圧制御への追従性が遅れ、この遅れにより極薄肉成形品では保圧制御が困難であった。
【解決手段】溶融させた樹脂の充填圧力の検出値が第1の設定圧力値に達するまで、速度制御によって溶融させた樹脂の射出成形用金型内への充填を行う。更に、充填圧力の検出値が第1の設定圧力値以上になった時点で、制御を速度制御から第1の設定圧力値で制御する圧力制御に切り換えて溶融させた樹脂の充填を行う。そして、圧力制御で充填を行った状態で、充填速度が設定速度以下になった時点で、第2の設定圧力値で制御する保圧制御に切り換えを行う。
(もっと読む)
複数金属形状物の接合複合体とその製造方法
【課題】複数の金属形状物に対して、樹脂組成物を射出接合して一体化した複数金属形状物の接合複合体をえる。
【解決手段】複数の金属形状物11、12の接合部に化学エッチングによるミクロンオーダーの粗度があり、且つその表面は電子顕微鏡観察で、高さ又は深さ及び幅が10〜500nmで長さが10nm以上の仕切り状凸部、又は溝状凹部が10〜数百nm周期で全面に存在する超微細凹凸形状を形成し、その端部を金属酸化物又は金属リン酸化物の薄層を有するようにする。この複数の金属形状物の対向面間に枠体15により密封空間19を形成する。この密封空間に樹脂組成物4を射出し複数の金属形状物を接合して接合複合体26とする。
(もっと読む)
射出成形機及び射出成形方法
【課題】 高度の精密性(品質)が要求される成形品であっても良好な成形を行い、成形品質の高度化(高精密化)を実現する。
【解決手段】 金型2を全閉し又は所定の隙間Lsxだけ開けて型締可能な型締装置Mcと、金型2に樹脂を射出充填可能な射出装置Miと、少なくとも金型2を全閉し又は所定の隙間Lsxだけ開けた所定の型位置Xsで位置制御を行う制御部3とを備える射出成形機であって、制御部3に、射出装置Miから射出する樹脂の圧力(樹脂圧)を検出する樹脂圧検出部4と、検出した樹脂圧Drを金型2内における樹脂圧に対抗する型締力に係わる増補値Dsに変換する樹脂圧変換部5と、この増補値Dsを少なくとも位置制御に係わる型締方向に変位させる指令値Dcに加算する増補値加算部6とを有する指令値増補機能部Fiを設ける。
(もっと読む)
熱可塑性樹脂発泡成形品の製造方法
【課題】外観に優れた熱可塑性樹脂発泡成形品の製造方法を提供する。
【解決手段】部分的に熱可塑性樹脂製の機能性部材が融着されてなる熱可塑性樹脂発泡成形品の製造方法において、以下の工程を含む。
(1)原料熱可塑性樹脂発泡シートを加熱して軟化させる工程。
(2)熱可塑性樹脂発泡シートを賦形するための成形部を有し、該成形部に前記機能性部材の形状に対応する凹部を有する雌雄一対の金型間に、工程(1)で軟化させた熱可塑性樹脂発泡シートを供給する工程。
(3)金型クリアランスが所定形状厚みになるように型締めしたのち、または所定形状厚みになると同時に、
(4)前記凹部に通ずるように金型内に設けられた樹脂通路を通じて溶融状態の熱可塑性樹脂をインラインスクリュー式樹脂供給機のスクリューを前進させずに回転させることにより該凹部に供給する工程。
(5)工程(4)で成形された熱可塑性樹脂発泡成形品を冷却して、金型から取り出す工程。
(もっと読む)
シール構造体の製造方法
【課題】縁部に沿ってスルーホール11bが所定のピッチで開設されたシート状部材11を、挟持手段211,221を介して金型2の内面間に挟持し、このシート状部材11の縁部と金型2の内面との間に画成されたキャビティ23に成形用材料を充填して硬化させることによって、シート状部材の縁部にガスケットを一体に有するシール構造体を製造する方法において、成形用材料の射出圧やキャビティ23内での成形用材料の流れによってシート状部材11が撓んだり破損したりするのを防止して、品質の高いシール構造体を提供する。
【解決手段】シート状部材11を金型2内に挟持する挟持手段211,221が、各スルーホール11bを塞がないように凹んだ凹部211a,221aと、各スルーホール11b,11b間へ突出する突出部211b,221bを交互に有する。
(もっと読む)
サーボモータにおける電流制御方法、電流制御プログラム、記録媒体、サーボモータおよび射出成形機
【課題】余分なd軸電流Idを流すことなく、的確に電圧飽和の発生を防止することができる電流制御方法、電流制御プログラム、記録媒体、サーボモータおよび射出成形機を提供する。
【解決手段】電圧飽和の発生を防止するためにd軸電流を流す電流制御方法であって、d軸電流Id=−|Idmax|・sinθと規定し、各電圧指令値と電圧指令値閾値Voとの比較を所定周期で継続的に行い、時間的に直前の所定回数No回分の比較結果を抽出し、各電圧指令値の少なくとも1つが電圧指令値閾値Voを超えていた回数Nが設定した整数Nb以下である場合、位相角θ=0°とし、回数Nが整数Nbを超えている場合、回数Nが大きいほど前記位相角θを大きくする。
(もっと読む)
部分発泡共射出成形体の製造方法及び部分発泡共射出成形体
【課題】微細かつ均一な大きさの発泡セルが分布している発泡樹脂層と共に、発泡セルが分布していない非発泡樹脂層とを有する多層構造を有しており、しかも非発泡樹脂層の厚み等の制限がなく、設計の自由度の高い部分発泡成形体を製造する方法を提供する。
【解決手段】発泡剤が溶解した発泡性樹脂と発泡剤が溶解していない非発泡性樹脂とを用意する工程;前記発泡性樹脂及び非発泡性樹脂を、少なくとも発泡性樹脂については、保圧をかけて発泡を抑制しながら、逐次または同時射出して冷却固化することにより、発泡性樹脂層と非発泡性樹脂層とを有する多層一次成形体を成形する共射出工程;前記多層一次成形体を加熱して発泡性樹脂を発泡させることにより、発泡性樹脂層を発泡樹脂層とする発泡工程;を含む。
(もっと読む)
ポリ乳酸樹脂射出成形体の製造方法
【課題】 優れた耐熱性や良好な強度を有するポリ乳酸樹脂射出成形体を、効率的に、かつ少ない変形で得ることができる製造方法の提供。
【解決手段】 ポリ乳酸樹脂を、超臨界流体となった不活性物質と接触させながら溶融混練する工程、及びこの工程で得られた溶融物を50〜85℃の金型内に充填し、発泡倍率4倍以下のポリ乳酸樹脂射出成形体を得る工程を有する、ポリ乳酸樹脂射出成形体の製造方法、並びにその製造方法で得られるポリ乳酸樹脂射出成形体。
(もっと読む)
成形機
【課題】金型の加熱冷却タイミングを最適化でき、高品質の成形品を高能率に成形可能な成形機を提供する。
【解決手段】制御装置9は、金型温度検出センサ4の出力信号s1,s2,s3及びスクリュー位置検出センサ5の出力信号s4を取り込み、出力信号s1,s2,s3が所定の設定値に達したと判定し、かつ出力信号s4が所定の設定値に達したと判定したとき、バルブコントロールユニット8に加熱停止指令信号s9を出力して、加熱媒体供給装置6から金型1への加熱媒体の供給を停止する。
(もっと読む)
インサート成形方法および装置
【課題】プレス工程を必要としない効率的なインサート成形ができるインサート成形方法および装置を提供する。
【解決手段】華飾用の表生地21に布製の芯地22を張り合わせて複層構造の布製外装カバー20を形成し、この布製外装カバー20を、前記表生地21を固定金型40の方に向けて当該金型40に装着し、次に、布製外装カバー20の芯地22側に可動金型50を押圧し、しかる後に、可動金型50のキャビティ51内に溶融樹脂mを充填する。
(もっと読む)
成形機
【課題】先引きを抑制しつつ成形空間の排気を効率的に行うことができる成形機を提供する。
【解決手段】ダイカストマシン1は、一対の金型101の間に形成された成形空間MSに通じるスリーブ27と、スリーブ27を摺動してスリーブ27内の溶湯を成形空間MSへ射出する射出プランジャ29と、射出プランジャ29の位置を検出する位置センサ45と、成形空間MSに通じる排気路109と、成形空間MSと排気路109との接続部を開閉可能なバルブ48と、バルブ48を駆動するアクチュエータ49と、成形空間MSへ溶湯が射出されているときに、バルブ48を、開度a1で開き、次に、開度a1よりも大きい開度a2で開き、その後、閉じるように、位置センサ45の検出する射出プランジャ29の位置に基づいてアクチュエータ49を制御する制御装置13とを有する。
(もっと読む)
成形品の製造方法並びに成形品
【課題】一方の成形部品の軸部に他方の成形部品の嵌合部が回動自在に軸支されて互いに連結された成形品を製造するに際し、組立時間の短縮等を図ることができ、さらに軸部の変形や倒れ込みを防止することができる成形品の製造方法と当該製造方法により得られた成形品を提供する。
【解決手段】一方の成形部品1と他方の成形部品5とを射出成形金型内における別々の位置で射出成形し冷却した後、一方の成形部品1を固定保持した可動金型20を他方の成形部品5を保持した別の保持金型25に向かって前進させて、可動金型20に配設されたコアピン21で後方から回動軸に沿って支持された一方の成形部品1の軸部3を他方の成形部品5の嵌合部7に切欠部7aから圧入して一方の成形部品1と他方の成形部品5とを連結した後、これらの成形部品1,5を回動軸方向に突き出して離型する。
(もっと読む)
帯電部材の製造方法
【課題】導電性支持体をキャビティに入れ、ゴムを主成分とする材料を充填して導電性支持体に半導線性弾性層を成形する帯電部材の製造方法において、キャビティに材料を充填する時間を遅くすると表面にヘジテーションマークが着くという問題がある。また、キャビティに材料を充填する時間を早くすると反りが大きくなるという問題がある。
【解決手段】キャビティへのゴムを主成分とする材料の充填時間を、キュラストメーターの測定で10%の硬化反応が進行する時間(T10)の60%〜76%(0.60×T10〜0.76×T10)とした。
(もっと読む)
プラスチック廃材の再資源化方法、プラスチック成形体の製造方法およびプラスチック成形体
【課題】非相溶樹脂であるポリカーボネート樹脂とその他の熱可塑性樹脂とのアロイ樹脂でも、マテリアルリサイクルにより、多様な用途に応じた特性を有するプラスチック成形体を得ることができ、サーマルリサイクルされるプラスチック廃材を低減し、効率的なプラスチック廃材の再資源化方法を提供する。
【解決手段】ポリカーボネート樹脂と、その他の熱可塑性樹脂(A)とからなるアロイ樹脂で形成されたプラスチック廃材を再資源化する方法、当該プラスチック廃材の再資源化方法を含む、プラスチック成形体の製造方法、ならびに、当該プラスチック廃材の再資源化方法により製造された、プラスチック成形体。
(もっと読む)
射出力測定装置を備えたプラスチック射出成形機
【課題】構造が単純で、実質的に故障のない測定が可能な、射出力測定装置を備えたプラスチック射出成形機を提供する。
【解決手段】射出ユニット、射出ユニットの中央部分として射出ユニットハウジング、射出ユニットハウジングに連結した可塑化シリンダ、射出材料を調製するために回転し、軸方向の射出ストロークを生み出すために移動するために、可塑化シリンダ内に支持されたスクリュー、スクリューに連結し、スクリューの回転運動及び軸方向運動を生成し、モータフランジを介して射出ユニットハウジングに支持された駆動モータ、及びその射出ストロークを実行する際スクリューにより加えられる射出力を決定する射出力測定装置を有し、射出力測定装置は、射出ユニットハウジングに一体化された少なくとも1つの引張力センサを有し、射出力により生成され、モータ及びモータフランジを介して射出ユニットハウジングに導入される、射出力の反力が検出できる。
(もっと読む)
表皮材インサート成形装置および成形方法
【課題】固定型の構造の簡素化を図ることを可能とし、これにより、金型製作日数の短縮および製作コスト削減を可能とする表皮材インサート成形装置を提供すること。
【解決手段】固定型3のキャビティ面31から先端が突出されて、キャビティ空間に樹脂を射出可能に固定型3に設けられたノズル61と、可動型4に設けられ、コア面41から樹脂成形品を離反させるべくコア面41から突出する方向に移動可能な押出部材72を備えた製品押出装置7と、可動型4のコア面41から突出され、型締め時にキャビティ面31に沿って配置された表皮材1においてノズル61を挿通可能に形成されたノズル挿通穴11の周囲を押圧可能に形成されているとともに、ノズル61から射出される樹脂のノズル外周方向への移動を許容可能に形成された表皮押えピン43と、を備えていることを特徴とする表皮材インサート成型装置とした。
(もっと読む)
射出成形機及びその制御方法
【課題】 リサイクル材料とバージン材料のように異なる成形材料の成形に対して一台の射出成形機を共用可能にして低コスト性及び設置スペース性を高める。
【解決手段】 スクリュ速度検出手段5により検出した速度検出値Vdと速度目標値Vfcによりスクリュ速度に対するフィードバック制御を行い、かつ射出圧検出手段6により検出した圧力検出値Pidと圧力目標値Picにより射出圧力に対するフィードバック制御を行う第一制御系Cfにより制御する第一制御モードM1と、速度目標値Vscによりスクリュ速度に対してオープンループ制御を行い、かつポンプ圧検出手段7により検出した油圧ポンプ4のポンプ圧に係わる圧力検出値Ppdと圧力目標値Ppcによりポンプ圧に対するフィードバック制御を行う第二制御系Csにより制御する第二制御モードM2と、第一制御モードM1又は第二制御モードM2に選択的に切換可能なモード選択手段8を備える。
(もっと読む)
81 - 100 / 313
[ Back to top ]