
Fターム[4F206JN11]の内容
プラスチック等の射出成形 (77,100) | 成形操作−成形操作の内容 (4,618) | 射出充填 (1,276)
Fターム[4F206JN11]の下位に属するFターム
複数回射出充填を行うもの (562)
操作条作を多段に変化させるもの (78)
充填通路での処理、操作 (323)
Fターム[4F206JN11]に分類される特許
21 - 40 / 313
遊星歯車装置用キャリアの射出成形用金型
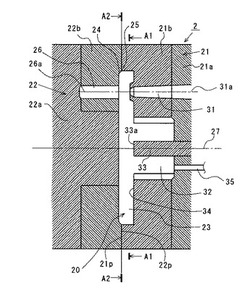
【課題】射出成形後におけるキャリアの支持軸の倒れを矯正する別部品(環状プレート)
が不要となるように、射出成形に起因するキャリアの支持軸の倒れを抑えることができる
ようにした、遊星歯車装置用キャリアの射出成形用金型を提供する。
【解決手段】ピンポイントゲートから射出された溶融状態のプラスチックは、第2キャビ
ティ部に充填された後、第1キャビティ部内に充填される。この際、第2キャビティ部の
開口部から第1キャビティ部内に流出する溶融状態のプラスチックは、第2キャビティ部
の周囲に放射状に且つ均等に流出する。その結果、射出成形用金型2で射出成形された遊
星歯車装置用キャリアは、支持軸の倒れが抑えられる。そして、第2キャビティ部内に充
填された溶融状態のプラスチックは、第3キャビティ部内に流入する。
(もっと読む)
ポリプロピレン系樹脂組成物、発泡成形体及びその製造方法
【課題】 広範囲の射出率(成形剪断速度)下においても、表面外観に優れ、べたつき触感が無く、発泡倍率も高く、大幅な軽量化が可能であり、リサイクル性にも優れた、ポリプロピレン系樹脂組成物、発泡成形体及びその製造方法の提供。
【解決手段】 特性(i〜iv)を有するプロピレン・エチレンブロック共重合体と、発泡剤を含有するポリプロピレン系樹脂組成物など。
特性(i):全体のMFR(230℃、2.16kg荷重)が50〜300g/10分。
特性(ii):プロピレン重合体部分のMFRが100〜1500g/10分、且つMw/Mnが3.5以下。
特性(iii):プロピレン・エチレンランダム共重合体部分のMFRが0.8〜55g/10分、且つ該部分全量に対するエチレン含量が35〜60重量%。
特性(iv):成分Aを180℃キャピラリーレオメータにおける剪断速度400〜10000/sで押出した時の押出溶融体の測定値(直径D1)と、オリフィス径D0から計算されるD1/D0(ダイスウェル比)が、剪断速度(対数)に対して、直線性を示す(変曲点を有しない)。
(もっと読む)
樹脂組成物およびその成形品

【課題】十分な引張降伏強度と曲げ弾性率、シャルピー衝撃強度を有し、衝撃強度のばらつきが少ないPET系樹脂組成物を得ることである。
【解決手段】ポリエチレンテレフタレート100重量部に対して、ポリエチレンを0.1〜20重量部、相溶化剤を0.1〜20重量部を混合してなり、前記相溶化剤はモノマーAとモノマーBの共重合体からなり、前記モノマーAは、エチレン、α−オレフィン、ブタジエン、イソプレン、ヘキサジエン、スチレン、スルホン化スチレンなどのスチレン化合物からなる群より選ばれた一つ以上のモノマーであり、前記モノマーBは不飽和カルボン酸、不飽和カルボン酸エステル、ビニルスルホン酸、脂肪酸ビニル、アクリロニトリル、マレイン酸変性オレフィン、無水マレイン酸変性オレフィン、ポリカプロラクトン変性オレフィンからなる群より選ばれた一つ以上のモノマーであることを特徴とする樹脂組成物である。
(もっと読む)
加飾シート、加飾樹脂成形品の製造方法及び加飾樹脂成形品
【課題】真空成形性に優れ、表面に割れ、破断、白化等が発生しないばかりでなく、表面の耐摩耗性、耐擦傷性も良好な加飾シート、該加飾シートを用いた加飾樹脂成形品の製造方法並びに該製造方法により製造される加飾樹脂成形品を提供する。
【解決手段】基材上に少なくともプライマー層と該プライマー層の上に積層された表面保護層とを有する加飾シートであって、該プライマー層の120℃における破断伸度が200%以上であり、該プライマー層の厚さが0.6μm以上であり、該表面保護層が電離放射線硬化性樹脂と熱可塑性樹脂を75:25〜22:78の比率(質量比)で含む樹脂組成物を架橋硬化したものであり、該熱可塑性樹脂のゲルパーミエションクロマトグラフィー(GPC)により測定したポリスチレン換算重量平均分子量が9万〜12万の範囲であり、かつ、表面保護層の厚さが1〜1000μmである加飾シートである。
(もっと読む)
樹脂成形方法及び樹脂製品
【課題】樹脂製品の軸孔のエッジにおけるクラックの発生を防止すること。
【解決手段】軸孔を有する円盤形状の樹脂製品を成形する樹脂成形方法であって、軸孔は、その内周に軸線方向に伸びるエッジを含む。金型18,19等のキャビティ29において、軸孔の一端に対応する部分を覆うように樹脂溜まり部31が設けられる。樹脂溜まり部31の中央に外部から溶融樹脂を注入するためのスプルー30が設けられる。樹脂溜まり部31の反スプルー側が複数の脚31aに分岐し、各脚31aが軸孔のエッジの対応部分から離れて配置される。そして、スプルー30からガラス繊維を配合した溶融樹脂を樹脂溜まり部31に注入し、樹脂溜まり部31の各脚31aからキャビティ29に溶融樹脂を充填する。
(もっと読む)
熱可塑性樹脂成形体の製造方法
【課題】ウエルド部の強度低下が少ない成形体を得ることができ、かつ、成形時の成形圧力を低くすることが可能な熱可塑性樹脂成形体の製造方法を提供する。
【解決手段】キャビティを形成する第一の型及び第二の型を有し、この第一の型又は第二の型に、開閉機構を有するゲートが、複数個設けられている成形用金型を用いる熱可塑性樹脂成形体の製造方法であって、前記成形用金型を開放状態とし、複数のゲートを開放して前記キャビティ内へ溶融状の熱可塑性樹脂を供給する供給工程と、前記溶融状の熱可塑性樹脂を供給しながら前記成形用金型の型締めを行う型締め工程と、前記供給工程において、開放されている前記複数のゲートを、それぞれ異なるタイミングで閉じ、最後に閉じるゲートの閉鎖を、前記型締め工程完了後に行うゲート閉鎖工程とを有する熱可塑性樹脂成形体の製造方法。
(もっと読む)
射出成形機
【課題】金型の構造に関連して配置される可動部を実際に動作させることなく、その可動部の動作タイミングが適切であるか否かを操作者に判定させることができる射出成形機を提供すること。
【解決手段】コアトラクタ5を備えた射出成形機100は、コアトラクタ5の動作タイミングを設定する動作タイミング設定部12と、射出成形機100の実際の或いは仮想的な動作に合わせて、動作タイミング設定部12によって設定されたコアトラクタ5の動作タイミングを知らせる情報を出力する動作タイミング情報出力部13と、を備える。
(もっと読む)
樹脂封止装置
【課題】ひずみゲージの異常を簡易かつ高精度に検出して成形品の品質信頼性を向上させた樹脂封止装置を提供する。
【解決手段】ワークを樹脂封止する樹脂封止装置であって、ホイートストンブリッジ回路を備えたひずみゲージと、ホイートストンブリッジ回路の四端子における電圧値を検出する検出部と、検出部の出力を増幅するトランスミッタと、トランスミッタの出力をA/D変換して、ひずみゲージのひずみ量を算出するA/D変換部と、ひずみゲージに与えるように指令された荷重とA/D変換部の出力とを比較して、この荷重とA/D変換部の出力との差異が小さくなるようにサーボモータの動作を制御する制御部とを有し、検出部は、ホイートストンブリッジ回路の四端子における電圧値のそれぞれを所定のしきい値と比較することにより、ホイートストンブリッジ回路を構成する抵抗体の異常を検出する。
(もっと読む)
トランスファ成形機におけるプランジャの制御方法及びプランジャの制御機構
【課題】 複数のタブレットにプランジャが当接してから複数同時に充填成形することで、製品の加工条件のばらつきを抑え、品質の安定した製品を作り込むことができるプランジャの制御機構を提供する。
【解決手段】 複数のポット31に配されたタブレット20をそれぞれ加圧するプランジャ50と、複数の油室60によって各プランジャ50を油圧保持する油圧バランサ1と、油圧バランサ1内の各油室60の連通路を開閉する油圧ピストン7を油圧制御する制御回路8と、油圧回路C1上に配されて油圧バランサ1内の油室圧力値の上昇を検出する圧力センサPeと、油圧バランサ1と共にプランジャを駆動する射出駆動装置9を備える。
(もっと読む)
ダイカストマシン
【課題】小型にしてエネルギ効率が高く、かつ射出プランジャの前進速度を高精度に制御可能なダイカストマシンを提供する。
【解決手段】ダイカストマシンの射出用メカニズム10を、射出用サーボモータ12と、当該射出用サーボモータ12の回転力を直進運動に変換する射出用ボールねじ機構13と、当該射出用ボールねじ機構13を構成するねじ軸13aによりピストン体14aが駆動される圧油発生用油圧シリンダ14と、当該圧油発生用油圧シリンダ14と射出用油圧シリンダ1の前進用油室1aとをつなぐ管路15に備えられたチェック弁16とをもって構成する。
(もっと読む)
射出成形機の点検システム
【課題】点検作業員の熟練度に関わらず、点検作業を効率良く行うことができると共に、射出成形機の作動状態をより正確に把握することが可能な射出成形機の点検システムを提供することを課題とする。
【解決手段】作動状態を検出可能な各種センサを備えた射出成形機100と、点検作業によって得られた情報を入力可能に構成された点検用携帯端末220と、ネットワーク250を介して射出成形機100および点検用携帯端末220に通信可能に接続され、各種センサにより検出された検出結果を射出成形機100の作動情報として取得すると共に点検用携帯端末220への入力情報を点検情報として取得する情報管理装置230と、を備えた。
(もっと読む)
樹脂製電池ケースの成形方法
【課題】バリアフィルムをインサートした電池ケースの成形方法において、薄肉部にインサートされたバリアフィルムにめくれや皺を発生させないことによりガスバリア性能の低下を防ぎ、併せてこの薄肉部において樹脂が会合してウエルドラインが発生して強度が低下するのを防ぐ。
【解決手段】キャビティ13の厚肉成形部13aに可動入子18、18aを組み付けて樹脂を注入する際、この可動入子18、18aを前進させて厚肉成形部13a側に流動する樹脂を制御して薄肉成形部13b側への樹脂の流動を先行させる。次に可動入子18、18aを後退させて厚肉成形部13a側に樹脂を流動させる。このことにより、周囲の厚肉成形部13a内を先行した樹脂圧によりインサートしたバリアフィルムにめくれや皺を発生させず、樹脂がバリアフィルム4の表面に流出して付着したり、ケース1の薄肉部2にウエルドラインを発生させない。
(もっと読む)
偏芯ボトルの製造方法
【課題】 成形ロスが無く、耐衝撃強度にも優れ、均一肉厚とすることでバリア性にも優れた偏芯ボトルの新規な製造方法を提供する。
【解決手段】 コアピン5と雌型6からなる射出成形金型3において周方向一側のみを厚肉とした有底筒状の偏肉プリフォーム2をコアピン5外周に射出成形し、その直後に軟化状態のプリフォーム2をコアピン5で保持したままブロー成形型4の偏芯キャビティ内へ移送して、該プリフォーム2をブローすることにより周方向一側が径方向外方へ比較的大きく膨らんだ偏芯ボトルをブロー成形する。
(もっと読む)
射出成形機
【課題】射出工程及び保圧工程における射出用電動サーボモータの駆動制御の応答性が高く、高品質の薄物、精密品又は厚物を高能率に成形可能な射出成形機を提供する。
【解決手段】VP切替位置に至ったとき、2次圧位置s2pがVP切替位置よりも後方(2次圧位置s2p≧VP切替位置)に設定されているか、前方(2次圧位置s2p<VP切替位置)に設定されているかの判定(2次圧位置判定)を行い、2次圧位置s2p≧VP切替位置である場合には、2次圧位置s2pまでスクリュ1を高速で後退させ、射出圧が予め設定された2次圧に至った段階で、保圧設定パターンp0に従った制御に切り替える。2次圧位置s2p<VP切替位置である場合には、2次圧位置s2pまでスクリュ1を高速で前進させ、射出圧が予め設定された2次圧に至った段階で、保圧設定パターンp0に従った制御に切り替える。この制御を、保圧工程中の最終の保圧設定圧力まで繰り返す。
(もっと読む)
LEDレンズの製造方法
【課題】
型内に略均一に樹脂を流入させウェルドの発生を防ぐことができるLEDレンズの製造方法を提供すること。
【解決手段】
LEDレンズ50の形状に対応する型空間内へ樹脂を充填する際に、射出開始時の射出速度よりも射出速度を遅くする工程を設けることにより、比較的肉厚のレンズ部60に対応する本体空間と比較的肉薄のレンズ外周部70に対応する外周部空間とにおける樹脂の充填速度の差が小さくなる。これにより、樹脂が本体空間に充填されるより先に外周部空間に過剰に回り込むのを抑制し、回り込んだ樹脂がレンズ部60側に逆流するかのように充填するのを防ぐことができる。そのため、型空間内に略一様な方向で略均一に樹脂が流入し、成形されたLEDレンズ50にウェルドが発生するのを防ぎ、LEDレンズ50の外観不良、光学特性の劣化、耐熱性の劣化を防ぐことができる。
(もっと読む)
自動車部品用発泡成形体の製造方法およびその発泡成形体
【課題】比較的長い繊維長を有する有機繊維を用いた場合であっても繊維塊の発生を抑制ないし防止することができ、製品強度に優れ、外観良好な発泡成形体を得ることができる自動車部品用発泡成形体の製造方法を提供すること。
【解決手段】物理発泡剤を溶解した繊維強化ポリオレフィン樹脂組成物を、金型の金型キャビティ内に供給し、充填する充填工程、および、充填完了後、前記金型を所定量開くことにより前記繊維強化ポリオレフィン樹脂組成物を発泡させる発泡工程、を有し、前記充填工程において、前記繊維強化ポリオレフィン樹脂組成物の前記金型キャビティ内への供給が、前記金型を所定量開いた状態で開始され、前記繊維強化ポリオレフィン樹脂組成物を供給しながら、または供給完了後に前記金型を型締めすることにより前記繊維強化ポリオレフィン樹脂組成物を前記金型キャビティ内へ充填することを特徴とする自動車部品用発泡成形体の製造方法。
(もっと読む)
射出成形方法、およびその装置
【課題】良好な微細転写が可能で、ムラの少ない射出成形方法を提供する。
【解決手段】射出装置から金型内に溶融成形材料を射出し、射出した溶融成形材料を金型内で冷却、固化させて成形品とし、この成形品を、金型内に前後進可能に設けられた押出部材を電動機により前進させて、金型内から押し出し、取り出し可能とした射出成形方法であり、金型が有するキャビティ内の所定位置まで押出部材を押し出し、かつ押出部材に所定量の力を付与して所定の押出し位置に保持させ、その後金型内に射出装置から溶融成形材料を射出し、金型内に射出した溶融成形材料による圧力が、押出部材に、押出部材に加えた所定量の力を超えたときなどに、その圧力により押出部材を金型内で後退させることとして射出成形方法を構成した。
(もっと読む)
射出成形装置及び射出成形方法
【課題】複数のキャビティを有する金型を用いた射出成形において、加工品の品質をより向上させること。
【解決手段】溶融樹脂が射出充填される複数のキャビティ26と各キャビティ26と連通する複数の溶融樹脂通路24を有する射出成形金型4と、溶融樹脂材料を計量・可塑化した溶融樹脂を射出成形金型4へ射出充填する樹脂射出装置6と、樹脂射出装置6が射出充填した溶融樹脂が選択したキャビティ26へ射出充填されるように各溶融樹脂通路24を開閉する溶融樹脂通路開閉機構と、選択したキャビティ26aへの一回の充填量に応じた溶融樹脂材料を計量・可塑化するように樹脂射出装置6を制御し、さらに、選択したキャビティ26aへの一回の充填量に応じた溶融樹脂材料を計量・可塑化した溶融樹脂が選択したキャビティ26aへ射出充填されるように溶融樹脂通路開閉機構を制御する射出成形制御装置8を備える。
(もっと読む)
セルロース誘導体、樹脂組成物、成形材料、成形体、成形体の製造方法、及び電気電子機器用筐体
【課題】良好な熱可塑性、強度を有し、成形加工に適したセルロース誘導体を提供すること。
【解決手段】セルロースに含まれる水酸基の水素原子が、
下記A)で置換された基を少なくとも1つ、及び
下記B)で置換された基を少なくとも1つ
を有し、A)で置換された基に含まれる−CnH2n−O−基の総モル置換度が0.5以上3.0以下であり、
かつ数平均分子量が15万以上であるセルロース誘導体。
A)下記一般式(1)で表される構造を含む基
B)アシル基:−CO−RB(RBは炭素数1〜3の炭化水素基を表す。)
(一般式(1)中、nは2又は3を表し、RAは炭素数1〜3の炭化水素基を表す。)
(もっと読む)
成形機の射出装置
【課題】プランジャから成形材料に付与される圧力を好適に制御可能な成形機の射出装置を提供する。
【解決手段】ダイカストマシンDC1の射出装置1のサーボバルブ41は、ロッド側室15rとタンク33及びポンプ31の一方とを接続した状態、ロッド側室15rとタンク33及びポンプ31の他方とを接続した状態、及び、ロッド側室15rとタンク33及びポンプ31の双方とを遮断した状態の間で切り換え可能であり、ロッド側室15rとタンク33及びポンプ31の双方とを遮断した状態におけるポンプ31からタンク33への隙間流れによって生じ、ロッド側室15rに付与される隙間流れ圧力を制御可能である。制御装置13は、プランジャ5によりキャビティ105内の溶湯の圧力を上昇させる増圧工程において、溶湯の圧力が隙間流れ圧力の制御によって所定の設定鋳造圧力になるようにサーボバルブ41を制御する。
(もっと読む)
21 - 40 / 313
[ Back to top ]