
Fターム[4F206JN25]の内容
プラスチック等の射出成形 (77,100) | 成形操作−成形操作の内容 (4,618) | キャビティ内での処理、操作 (1,234)
Fターム[4F206JN25]の下位に属するFターム
金型内の減圧、真空、ガス抜き (136)
加圧ガスの導入 (210)
Fターム[4F206JN25]に分類される特許
81 - 100 / 888
ガスアシスト成形用金型及びガスアシスト成形方法
【課題】キャビティ内に供給した加圧ガスが金型の分割面から金型外部、又は金型キャビティ成形品意匠面側に漏れ出すことを防止したガスアシスト成形用金型及びガスアシスト成形方法を提供すること。
【解決手段】加圧ガスが漏れ出すことを防止するシール部材が、一体的且つ全体的に亘って成形品の外周部近傍に形成され、シール部材は溶融樹脂をキャビティ内に射出充填することで成形品と一体的に形成されるとともに、成形品の冷却収縮により移動して、キャビティ面に当接して加圧ガスのシール部を形成するシール部材の形成溝を、非意匠面側キャビティ面に設ける。
(もっと読む)
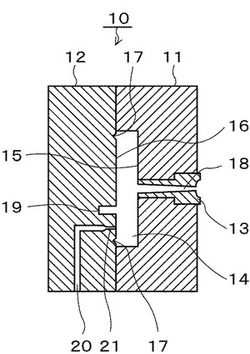
コアバック発泡成形型及び車両用エンジンカバーの製造方法

【課題】成形可能な発泡成形品の構造の自由度を高くすることが可能なコアバック発泡成形型及び車両用エンジンカバーの製造方法を提供する。
【解決手段】本発明のコアバック発泡成形型10は、キャビティ30に連通するコアガイド孔13を固定型11に設けてそこに追従コア40を直動可能に収容し、キャビティ30の外側に配置されてコアバック可動型20と同方向に直動する追従可動体56を固定型11の背面側で追従コア40に連結した構造になっている。そして、追従可動体56がコアバック可動型20に当接して直動することで、追従コア40がコアバック可動型20のコアバック動作に追従移動する。これにより、キャビティ30のうち追従コア40が配置された部分では、それ以外の部分に比べてコアバックによるキャビティ30の拡張量が小さくなる。
(もっと読む)
多色成形品の製造方法および多色成形品
【課題】ドアトリム基材とオーナメント基材との境界に形成された溝部の破断を防ぐ。
【解決手段】本発明は、ドアトリム基材24と、このドアトリム基材24とは異種の材質あるいは同種の材質で色が異なるものからなるオーナメント基材28とを備え、ドアトリム基材24とオーナメント基材28との境界34に溝部22が形成された二色成形品11の製造方法であって、第1成形空間S1に樹脂を射出してドアトリム基材24を成形する第1成形工程と、第2成形空間S2に樹脂を射出してオーナメント基材28を成形する第2成形工程とを備え、第2成形空間S2は、第2中子56をドアトリム基材24の内部から型抜きすることで形成された型抜き孔66を含んで構成されており、この型抜き孔66は、境界34から第2中子56の型抜き方向に沿って奥方に向かうほど内径が大きくなるあり溝状とされているところに特徴を有する。
(もっと読む)
発泡性プラスチック成形体の製造方法、発泡性プラスチック成形体、及び射出成形機
【課題】発泡剤が添加されている樹脂原料を使用した発泡性プラスチック成形体の製造方法、該発泡性プラスチック、並びに該製造方法に使用する射出成形機を提供する。
【解決手段】化学発泡剤が添加されている樹脂原料を射出成形機1の原料供給部21からシリンダ2内へ供給し、この際該樹脂原料は溶融しつつスクリュ3に設けられている中央部逆流防止弁5及び先端部逆流防止弁6を前方に押し開いてシリンダ2の先端側へ移動し、該溶融混練された樹脂原料の所定量を該先端部逆流防止弁6と該シリンダ2のノズル22との間に充填した後、該スクリュ3の回転作動を終了し、さらに該先端部逆流防止弁6及び該中央部逆流防止弁5を閉状態に維持したまま該ノズル22と該先端部逆流防止弁6との間で該樹脂原料を貯留する計量待機工程と、該計量待機工程に続いて、該先端部逆流防止弁6と該ノズル22との間に貯留した樹脂原料を金型10Aのキャビティ14に射出する射出工程と、を実行するようにした。
(もっと読む)
光学レンズ用ポリカーボネート共重合体およびそれを用いた光学レンズ
【課題】高屈折率で、且つ波長が350〜450nmなどの短波長光に対して良好な耐光性を兼ね備え、実用に適したガラス転移温度を有する光学レンズ用ポリカーボネート共重合体を提供する。
【解決手段】繰り返し単位が、式(1)および式(2)からなり、式(1)と(2)のモル比率が40/60〜70/30である光学レンズ用ポリカーボネート共重合体。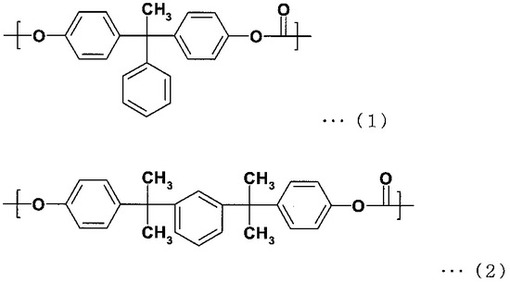 (もっと読む)
(もっと読む)
発泡成形体の製造方法
【課題】発泡成形体の重量のばらつきが小さく、かつ、発泡均一性に優れる発泡成形体を提供する。
【解決手段】内部にスクリュを備える成形機のバレル内で前記スクリュ位置を変動させてバレル内の溶融状熱可塑性樹脂の量を所定量計量する計量工程と、前記スクリュを、前記計量工程で計量された射出ストロークの95%以上100%以下となるまで前進させ、前記計量工程で計量された溶融状熱可塑性樹脂を金型キャビティ内に充填する充填工程と、前記充填工程で前進させた前記スクリュの位置を、0.1秒以上2秒以下の間固定又は前進させるスクリュ固定工程と、前記金型キャビティの容積を拡大して充填された溶融情熱可塑性樹脂を発泡させる発泡工程と、を有する。
(もっと読む)
型内被覆方法
【課題】 特殊な設備、金型を用いなくても被覆材と樹脂成形品の密着性を高め、外観品質の良好な成形品を得ることができる型内被覆方法を提供する。
【解決手段】 金型内に被覆材を注入して樹脂成形品の表面を被覆する型内被覆方法において、金型内へ被覆材を注入開始するタイミングを、樹脂の射出が完了した後で金型内の樹脂による圧力がゼロとなるタイミングとする。
(もっと読む)
樹脂製グレージング積層体
【課題】構造部材に固定するために必要な優れた接着性を有し、良好な意匠性を達成できる樹脂製グレージング積層体を提供すること。
【解決手段】以下の(A)層の少なくとも一方の表面に、以下の(B)層、(C)層、(D)層および(E)層を積層したグレージング積層体であって、
積層体の厚み方向に沿った断面を見たとき、(A)層−(B)層−(C)層−(D)層の順で積層された積層構造1と、(A)層−(B)層−(E)層の順で積層された積層構造2、および(A)層−(E)層の順で積層された積層構造3とがあり、積層構造1と3の間に積層構造2が介在することを特徴とするグレージング積層体。
(A)層:ポリカーボネート樹脂からなる光透過性基材層。
(B)層:アクリルポリオール樹脂とポリイソシアネート化合物とが反応してなるアクリルポリウレタンからなる2液硬化性インキ層。
(C)層:ポリイソシアネート化合物と酢酸エステル系溶剤とを含有するプライマー組成物から形成されてなる接着用プライマー層。
(D)層:ウレタン接着剤からなる接着層。
(E)層:ハードコート層。
(もっと読む)
中空成形品の製造方法および製造装置
【課題】複雑な形状の中空成形品でも高い寸法精度で成形できると共に、融着バリの問題もない中空成形品の製造方法を提供する。
【解決手段】
金型(1、20)内で一対の半中空成形品(A、B)を接合端面(a、b)を有するように成形し、次いで接合端面(a、b)を対向させ、その間にハロゲンヒータまたはカーボンヒータを非接触的に挿入して接合端面(a、b)を溶融する。このとき、重力に関して上下方向あるいは縦方向になっている接合端面には空気孔(4、7、…)から空気を吹き付ける、または接合端面(a、b)近傍から熱気を吸引して過加熱を防止する。次いで移動金型(20)を固定金型(1)に対して型閉じして、一対の半中空成形品(A、B)を金型(1、20)内で互いに押し付けて接合端面(a、b)を融着する。
(もっと読む)
樹脂内装パネル
【課題】外観見栄えを悪化させることなく、かつ成形サイクルが短くスキン層が薄くて触感の良いパッドを備えた樹脂内装パネルを提供する。
【解決手段】側面部7の延出端に基材9が外側に向かって一体に延出する基材延出部分からなる断面略L字状のフランジ部19を基材9を露出させて形成し、フランジ部19に、側面部7延出方向に凹み、パッド13成形時に基材9とパット側成形型105との間のキャビティ114に第二樹脂R2を導入する凹状溝部21をパッド13成形時のパッド側成形型105後退量D2よりも深く形成する。
(もっと読む)
カセット式射出成形用金型
【課題】母型に複数のカセット型を同時装着して複数の成形品を高品質かつ高精度に同時成形するカセット式射出成形用金型を提供する。
【解決手段】成形品25はカセット型の可動型18と固定型23で成形される成形品、成形品26はカセット型の可動型19と固定型24で成形される成形品である。先ず射出成形時には通常の型締めを行い、完全に型締めが終了した後、カセット型の可動型18及び19を支持している調整プレート43a及び43bが受ける圧力を圧力センサ44a及び44bにて測定する。測定の結果、測定値に差が無い場合はそのまま成形を行う。測定値に差がある場合は調整装置40a又は40bの駆動機構42a又は42bを型締め方向又は型締めとは逆方向に駆動し、圧力センサ44a及び44bの測定値を一致させる。
(もっと読む)
燃料電池用ガスケット成形金型
【課題】燃料電池の構成部材と燃料電池用ガスケットとを一体成形する際に、金型内におけるガスケット材料の望ましくない浸入を抑制する。
【解決手段】燃料電池構成部材に対してガスケットを一体で成形するための燃料電池用ガスケット成形金型であって、ガスケットに対応する形状であって、ガスケットの成形材料を投入可能なキャビティ80と、キャビティ80と連通して設けられ、キャビティに対して過剰に投入された成形材料をキャビティ外に導く通路であるベント部82と、が形成されており、金型内に配置された燃料電池構成部材と金型の内壁面との間に生じる空隙81に対する、ベント部82からの成形材料の流入を抑制するように、金型の内壁面に設けられた流入抑制部75を備える。
(もっと読む)
樹脂成形方法、金型装置および樹脂成形品
【課題】樹脂の分流や流動の妨げの要因となるような金型の凸形状部などがキャビティ内に存在した場合でも、意匠面にウエルドや樹脂の流動模様である配向ラインのない高品位の外観を得ることができる樹脂成形方法、金型装置および樹脂成形品を提供する。
【解決手段】金型2のキャビティ9内に出退自在の流動堰5を配設し、この流動堰5により樹脂の充填経路を制御し、意匠面以外の凹凸形状などが設けられている領域のみにウエルドや樹脂の流動模様である配向ラインを発生させ、それら以外にはウエルドや樹脂の流動模様である配向ラインを発生させないとともに、ウエルドや樹脂の流動模様である配向ラインの発生するエリアには意匠面を有する別部品を取り付ける。これにより、所望のメタリック調外観を得る。
(もっと読む)
樹脂ブラケット付き防振装置の製造方法及び樹脂ブラケット付き防振装置
【課題】樹脂ブラケットを射出成形すると同時に本体ゴム部に予圧縮を加えた状態に加硫品に一体化でき、所要部品点数及び組付工程を削減できる樹脂ブラケット付き防振装置の製造方法を提供する。
【解決手段】ゴムストッパ部72をストッパ当り部98に当接させ且つ本体ゴム部18を設定予圧縮量で予圧縮する状態に樹脂ブラケット14と加硫品66とが互いに連結された樹脂ブラケット付きエンジンマウント装置10の製造方法であって、加硫品を樹脂ブラケット14の成形型にセットし、型締めの動きで本体ゴム部18を設定予圧縮量よりも一旦過剰に圧縮変形させ、最終型締状態でゴムストッパ部72から離隔した位置にストッパ当り部98用の成形空間を形成する。その後樹脂材料を射出して被固定部100及びストッパ当り部を有する樹脂ブラケットを成形し、その後型開きしてゴムストッパ部72をストッパ当り部98に当接させ且つ本体ゴム部を設定予圧縮量だけ予圧縮した状態の成形体を得る。
(もっと読む)
クリップ結合構造
【課題】結合専用部品等の購入備品を要することなく、基材の結合工程内において作業を完結できるのはもちろんのこと、ヒンジ結合等の対応あるいは基材を他の部材に取付ける場合の寸法誤差の吸収も可能とする。
【解決手段】少なくとも二枚の基材40,41を、互いに重ね合わせた重合部42で結合するクリップ結合構造であって、重合部42に結合孔43が設けられ、この結合孔を通じて基材40,41を結合する樹脂製のクリップ46が該基材に対して直接成形されている。このクリップ46は、重合部の結合孔43内に位置する軸部47と、重合部42の両外側に位置する一対のフランジ48とを有する。そして、これらの軸部47および両フランジ48が基材40,41に対して相対的に摺動できるようになっている。
(もっと読む)
加工物を製造するための成形方法
【課題】樹脂の悪臭を低減する。
【解決手段】型1,2内にガラス繊維4を準備するステップと、ガラス繊維4の周囲に閉鎖された型キャビティ7を準備するステップと、閉鎖された型キャビティ7内に無酸素ガスを流通させるステップと、前記閉鎖された型キャビティ7内に樹脂を噴射するステップと、成形された加工物を硬化させるステップとを有する。
(もっと読む)
射出成形装置
【課題】クリップのように小容量の成形品であっても、捨てキャビティ等を用いることなく、正規の成形空間に樹脂材を確実に充填するための射出量の管理を可能とする。
【解決手段】二部材40,41の重合部42に樹脂材を射出し、この重合部に貫通させた結合孔43を通じて二部材を結合するためのクリップを直接成形する射出成形装置であって、二部材40,41の重合部42を挟んで結合孔43の両端側に配置され、この結合孔の内部を含めて密閉された成形空間44を構成することができる上型34および下型36と、これらの上型および下型の一方側から成形空間44に樹脂材を射出する射出機とを備えている。
(もっと読む)
射出成形方法
【課題】 金型がわずかに開いた状態で樹脂を充填する射出プレス成形方法、或いは射出圧縮成形方法により製品を連続成形する場合に、製品重量を安定化させる。
【解決手段】 本発明の方法よれば、射出完了後、特定の型締条件下において、金型キャビティ内の樹脂に型締力が負荷される状況とし、射出ユニットと金型キャビティとの間で樹脂を流通させることによって、金型キャビティ内の樹脂が、同じ挙動を繰り返し再現するようになるので、製品の重量を安定化させることができる。また、本発明の方法を表皮材のインサート成形等に用いれば、成形中に表皮材の厚みが変化しても、金型キャビティ内の樹脂の挙動は影響を受けにくいので、安定した運転が可能である。
(もっと読む)
型内被覆成形用金型及び型内被覆成形方法
【課題】 雄型と雌型が組み合わされた金型を使用して、樹脂成形品の成形後に、雌型を交換してから、型内で成形した樹脂成形品を塗料によって被覆する型内被覆成形において、雌型を交換した後、樹脂成形品を塗料で被覆する際に生じる塗料の漏れを防止する。
【解決手段】 本発明によれば、雄型と第1の雌型とにより形成される金型キャビティの端部に補助キャビティ部を形成することによって、樹脂成形品の端部に突起部を形成する。そして、樹脂成形品の成形後に、雌型を交換してから、第2の雌型と雄型を組み合わせる際に、該突起部に、金型開閉方向に伸びる金型キャビティ面を嵌合させることによって、塗料漏れを防止するためのシール部を形成する。
(もっと読む)
パネルの成形方法
【課題】パネル本体の後面に枠状部を一体に設けた合成樹脂製パネルであって、前面側に向って凸となるように湾曲したパネルにおいて、凸の湾曲の程度が許容範囲内である、形状精度の良好なパネルを提供する。
【解決手段】固定型2と、該固定型に型閉めされる第1の可動型11とを用いて前記パネル本体を射出成形するパネル本体21の成形工程と、該第1の可動型11を型開きし、枠状部成形用キャビティ13を有した第2の可動型12を該固定型に対し型閉めし、枠状部22を射出成形する枠状部成形工程とを有するパネルの成形方法。第1の可動型11を型開きしたときに、パネル本体21の前記一方の面の周縁部が該固定型2のキャビティ面3aから離反する。
(もっと読む)
81 - 100 / 888
[ Back to top ]