
Fターム[4F206JN25]の内容
プラスチック等の射出成形 (77,100) | 成形操作−成形操作の内容 (4,618) | キャビティ内での処理、操作 (1,234)
Fターム[4F206JN25]の下位に属するFターム
金型内の減圧、真空、ガス抜き (136)
加圧ガスの導入 (210)
Fターム[4F206JN25]に分類される特許
141 - 160 / 888
熱硬化性樹脂のプロセッシングウィンドウを延長するプロセス
粒子状硬化剤を含有する熱硬化性樹脂のためのプロセッシングウィンドウは、樹脂を熱処理してその中に粒子が溶解されている低粘度の樹脂混合物を形成し、次に、低粘度の樹脂混合物を粒子の溶解温度を下回る温度で成形し繊維プリフォームに注入するという、組み合わされたステップを用いることで延長される。注入された樹脂プリフォームは、樹脂の硬化温度まで加熱され、最終的な樹脂の硬化が得られる。 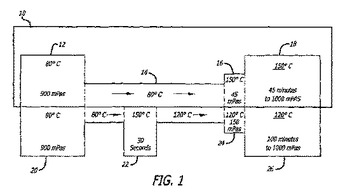 (もっと読む)
(もっと読む)
樹脂製窓の2色射出成形方法
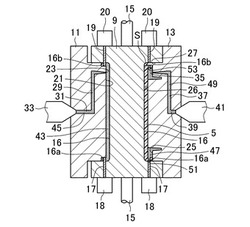
【課題】周縁形状が平滑な樹脂製窓を見栄え良く成形する。
【解決手段】位置決めピン17を樹脂パネル5にその端面から挿入して樹脂パネル5を下方から支持してキャビティ型9に保持した状態で収縮させ、樹脂パネル5の端面の位置決めピン17による支持側の辺を除く3辺とキャビティ型9の成形面16との間に隙間Sを生じさせ、キャビティ型9と第2コア型13とを型締めして第2コア型13の当接面26をキャビティ型9に保持された樹脂パネル5裏面に当接させるとともに突条部27を隙間Sに挿入する。これにより、樹脂パネル5の周壁部3内側と第2コア型13との間に第2キャビティ47が形成され、この状態で、第2キャビティ47内に不透光性樹脂49を射出充填して不透光性の枠部7を成形する。
(もっと読む)
インサート成形方法、シール構造体用の前駆体およびシール構造体

【課題】携帯電話、ゲーム機、ノート型パソコンなどの電子機器に組み込まれるシール構造体の製造に適用されるインサート成形方法において、その所要時間を短縮する。
【解決手段】金型に中子9をインサートする。金型のキャビティ内に樹脂を注入して固化させることにより、中子9の周囲にチューブ2を成形するとともに、中子9に離型用ボス13を成形する。離型用ボス13を把持しつつ中子9を金型から離型する。これにより、金型から中子9を離型するのが容易かつ迅速になるため、インサート成形方法の所要時間を短縮することができる。
(もっと読む)
構成部品を製造する射出成形法
本発明は、金型内に熱可塑性樹脂の溶融物を射出することにより、構成部品を製造する射出成形方法に関する。一方の側面または両方の側面が、ランダム配向繊維層に接合されると共に、熱可塑性樹脂を含浸させた2枚以上の繊維織布または多軸布を含むシート状ブランク材(14)は、熱可塑性樹脂の軟化温度より高い温度まで加熱され、加熱により拡大した多孔性のブランク材は、金型の2つの内壁(16、17)の一方に接して配置され、金型はブランク材を圧縮するために閉鎖され、再度、所望範囲まで開放され、且つ、熱可塑性樹脂の溶融物が、多孔性のブランク材のコア領域に射出される。本発明は、また、平坦、屈曲、湾曲、あるいは角度が付けられた板の形態を有する構成部品(24)に関し、特に、自動車の分野で用いられることが可能である。  (もっと読む)
(もっと読む)
自動車用樹脂成形品及びその製造方法
【課題】取付部の折り曲げが容易で、しかも、折り曲げ工数が増大したり、折り曲げ後の折り曲げ位置にバラツキが出たりしない自動車用樹脂成形品を提供する。
【解決手段】長尺状のシルカバー本体11と、シルカバー本体11の長手方向に沿って折り曲げ可能に設けられた複数のヒンジ部21と、各ヒンジ部21に連結され、ヒンジ部21の折り曲げによって車体取付位置に位置を変更できる複数の取付部30A〜30Fと、3箇所の取付部30B,30C,30Dの間を連結する連結部32とを備えた。
(もっと読む)
熱可塑性樹脂の多層成形方法
【課題】複雑な構造を採用することなく、また、発泡層を含む多層成形品の成形が可能な熱可塑性樹脂の多層成形方法の提供。
【解決手段】本発明の多層成形方法は、金型に設けられた各ランナ・ゲート部を介して順次熱可塑性樹脂を金型内のキャビティに積層状態で充填射出させることができる多層成形用装置を用いて、第1の金型キャビティ容積となる位置に金型を閉じる型締工程、第1層目樹脂を金型キャビティ内に射出する第1射出工程、第1層目樹脂の射出が完了した時点で所定の時間保持する第1冷却保持工程、第2の金型キャビティ容積となる位置に金型を開く第1型開工程、第2層目樹脂を第1層目樹脂と金型キャビティとの隙間に射出する第2射出工程、第2層目樹脂の射出が完了した時点で所定の時間保持する第2冷却保持工程、及び型開し成形品を取出す工程を含む成形方法である。
(もっと読む)
発泡成形品の製造方法及び発泡成形品
【課題】薄肉化を図り、軽量化を図ることができ、かつ機械的強度などの物性を高めることができる発泡成形品の製造方法を提供する。
【解決手段】発泡性熱可塑性樹脂組成物を固定型と可動型との間のキャビティXに供給し、発泡性成形品を形成した後、可動型の一部を後退させて発泡性成形品を発泡させる発泡成形法であって、可動型として、薄肉部成形用可動型2と、厚肉部成形用可動型3とを有する可動型を用い、型閉め状態で薄肉部成形用可動型2と固定型1との対向距離T1に比べ、厚肉部成形用可動型3と固定型1との対向距離T2を大きくして、発泡性成形品11を得た後に、薄肉部成形用可動型2を後退させて発泡し、薄肉部成形用可動型2が対向している部分において内層に発泡部16aを有する発泡成形品16を得る、発泡成形品の製造方法。
(もっと読む)
発泡成形体、発泡成形体の製造方法および発泡成形体製造用金型
【課題】熱可塑性樹脂の射出発泡成形において、ウェルドの発生する成形品であっても、ウェルド部に窪みの発生しない高発泡成形品を得ること。
【解決手段】 熱可塑性樹脂成形体を射出成形により製造する方法であって、(i)金型のキャビティ空間を発泡可能な樹脂原料で満たす工程、および、(ii)キャビティ空間を増加させることによって、樹脂原料において発泡を生じさせる工程を含んで成り、工程(i)では、樹脂原料のウェルド部の形成領域におけるキャビティ空間Aの厚み寸法が最終成形品の寸法Laになっていると共に、ウェルド部の形成領域以外のキャビティ空間Bの厚み寸法がLaよりも小さい寸法Lbとなっており、工程(ii)では、キャビティ空間Bの厚み寸法がLbより大きくかつLa以下となるようにキャビティ空間Bを増加させ、それによって、キャビティ空間Bに充填されている樹脂原料を発泡させることを特徴とする製造方法。
(もっと読む)
台所部材及び台所部材の製造方法
【課題】樹脂組成物で一体成形され、安価に大量生産可能であり且つ多種多様に製造可能である台所部材、及び前記台所部材の製造方法を提供することである。
【解決手段】水槽状部領域30とカウンター部領域20とコンロ設置領域10の内の少なくとも2つの領域が一体化された台所部材1の各領域の裏面側又は内面側を構成する補強部材を製造する補強部材製造工程と、補強部材を成形型に設置する補強部材設置工程と、成形型に樹脂を充填する樹脂充填工程とを有し、成形型は、補強部材を取付け可能であって、取り付けられた補強部材の表面側と成形型の内面との間に樹脂充填空間を形成するものであり、樹脂充填工程で充填される樹脂によって複数の補強部材の表面側が一体的に覆われて補強部材同士が接合される。
(もっと読む)
一体成形型容器成形方法
【解決手段】金型構造を構成する固定金型Mfに、適当数の樹脂ゲートGfを配設するとともに、前記金型構造を構成する側部スライド金型Msにも、適当数の樹脂ゲートGsを配設し、前記樹脂ゲートGf、Gsから、キャビティーCに溶融樹脂を注入するようにした一体成形型容器成形方法に関するものである。
【効果】樹脂のメルトフローレートMFRを大きくすることなく、キャビティーの全体への溶融樹脂の注入を確実に行うことができる。従って、樹脂のメルトフローレートMFRを大きくしたことによる一体成形型容器の耐衝撃性の低下を抑制することができる。
(もっと読む)
電子構成部材を作製する方法および電子構成部材
【課題】電子構成部材作製方法を提供して、マイクロ構成素子、殊に加速度センサをその被覆部ないしはカバーに対して精確な位置でオーバーモールドできるようにすること。
【解決手段】本発明の電子構成部材(1)を作製する方法はつぎのステップ、すなわち、
− 成形型枠に対して相対的にマイクロ構成素子(2)を固定する支持装置(16)に、このマイクロ構成素子(2)を入れるステップと、
− マイクロ構成素子(2)を第1被覆(3)によってオーバーモールドするステップと、
− 第2被覆(4)によって第1被覆(3)をオーバーモールドして、第1被覆(3)および第2被覆(4)とによってケーシング(11)が構成されるようにするステップと、
− 第2被覆(4)が凝固する前および/または成形型枠を第2被覆(4)によって完全に充填する前にケーシング(11)から支持装置(16)を引き出すステップとを有する。
(もっと読む)
射出成形用金型及び複合品の製造方法
【課題】金属製材料の表面の加飾と裏面の樹脂部の成形を簡易に行うことができる射出成形用金型及び複合品の製造方法を得ることを目的としている。
【解決手段】金属体20の裏面に樹脂部30が成形され、その樹脂部30の成形と同時に金属体20の表面が加飾シートFにより加飾された複合品の製造に用いることができる射出成形用金型であって、金属体20が配置される第1キャビティ面が形成された第1型1と、金属体20の表面に沿った形状を有する第2キャビティ面が形成され、第1型1との型締めによって金属体20と第1キャビティ面との間に樹脂部30に対応したキャビティを形成する第2型2と、金属体20の裏面に対向するように第1キャビティ面に形成された、キャビティVに溶融樹脂を射出するゲート4とを備えた。
(もっと読む)
射出成形金型装置
【課題】流動規制部が樹脂の流れを制限することで充填末端部を制御でき、強いウェルドラインの発生を抑え、製品外観面に充填末端部が発生することを防止する。
【解決手段】枠状部2を有する成形品1が成形されるときに、枠状部2の任意の一辺にある最後に樹脂が充填される位置(充填末端部)を中心とし、その一辺の長手方向で左右にそれぞれ樹脂の流動規制部20を構成する。この流動規制部20の形状は3次元形状であり、流動規制部20により充填末端部近傍での正面(Z)、左側面(X)、下側面(Y)方向の樹脂の流動を制御する。流動規制部20は成形品1の外観面に露出することのないように構成される。この構成により外観品質の良好な成形品1を得ることができる。
(もっと読む)
発泡成形品の製造方法
【課題】金型の構造を複雑にすることなく、発泡成形品の意匠面を成形面の形状通りに成形する。
【解決手段】本発明は、意匠面11と非意匠面12とを有する発泡成形品10の製造方法であって、金型を型閉じすることで、意匠面11を成形する第1成形面21と非意匠面12を成形する第2成形面31との間に成形用のキャビティを形成する型閉じ工程と、発泡剤を含有した溶融樹脂をキャビティ内に射出して発泡前成形体13を成形する射出成形工程と、金型を型開きすることで、発泡前成形体13を発泡させて発泡成形品10を成形するコアバック工程とを含み、少なくともコアバック工程では第2成形面31から第1成形面21に向けてエアを発泡前成形体13に吹き付けることを特徴とする。
(もっと読む)
電磁波照射成形用のゴム型及び電磁波照射成形方法
【課題】ゴム型を用いて熱可塑性樹脂の成形を行う場合に、キャビティの内壁面付近における熱可塑性樹脂組成物を積極的に加熱することができ、成形する樹脂成形品の外観、形状、表面精度等の品質及び機械的強度を効果的に向上させることができる電磁波照射成形用のゴム型及び電磁波照射成形方法を提供すること。
【解決手段】電磁波照射成形用のゴム型2は、ゴム材料からなり、0.78〜2μmの波長領域を含む電磁波を照射して、キャビティ22内に充填する熱可塑性樹脂組成物6Aを加熱成形するために用いる。ゴム型2は、キャビティ22の内壁面221に赤外線吸収性能を有する表面層25を有している。
(もっと読む)
自動車用樹脂成形部品の製造方法
【課題】耐熱性に優れかつコアバック動作前の板厚2mm以下の薄肉構造の自動車用樹脂成形部品を安価に製造可能な自動車用樹脂成形部品の製造方法を提供する。
【解決手段】本発明では、化学発泡剤を2〜5質量%、クレイを5〜15質量%、ガラス繊維を5〜20質量%、重縮合系ポリマーを60〜88質量%の割合で含む樹脂組成物を使用することで、超微細発泡射出成形工法で使用されていた従来の重縮合系ポリマーの樹脂組成物より流動性を向上させることができ、これにより、耐熱性に優れる重縮合系ポリマーを主成分としたコアバック動作前の板厚2mm以下の薄肉構造のエンジンカバー10を、比較的設備費がかからないコアバック発泡射出成形工法で安価に製造することが可能になる。
(もっと読む)
発泡樹脂成形品の成形方法および成形装置
【課題】溶融発泡性樹脂により発泡樹脂成形品を形成する際に、発泡セルの肥大化に起因して発泡樹脂成形品に局所的な強度低下が生じるのを効果的に防止する。
【解決手段】成形型2に形成されたキャビティ1内に溶融発泡性樹脂3を射出して供給する供給工程と、この溶融発泡性樹脂3を流動させてキャビティ1内に略充填する流動工程と、キャビティ1内に略充填された溶融発泡性樹脂3を発泡および硬化させて発泡樹脂成形品を形成する成形工程と、上記キャビティ1内で複数の溶融発泡性樹脂流が合流するウェルド部分13の生成部を、少なくとも上記成形工程中に他の部位よりも低温に冷却する冷却工程とを備えた発泡樹脂成形品の成形方法および成形装置。
(もっと読む)
チューブ状容器の成形金型
【課題】チューブ状容器の容器肩部と首部口端の成形型に単一型のキャビティ型を採用してパーティングラインの転写を防止する。首部口端の外方への延長形成を可能となす。ゲート跡をキャップによる被覆により目立たない容器首部の基部に形成する。
【解決手段】コア型の先端面をチューブ状容器の容器肩部の内側成形面に形成する。先端面の中央に容器首部の内側成形用のコアを有する。肩部成形型とコア型の先端部をコア型周囲の容器胴部と共に嵌合してコア型先端面との間に容器肩部のキャビティを形成する。口端成形型を肩部成形型に正対位置する。口端成形型と肩部成形型との間に分割型による首部成形型を開閉自在に設ける。分割型のパーティング面に樹脂路を形成する。肩部成形型と口端成形型の両方を単一型のキャビティ型により構成する。樹脂路のゲート孔を容器首部の基部成形部位に設ける。
(もっと読む)
樹脂成型装置
【課題】オーバーモールドボトルの量産性を向上させることができる樹脂成型装置を提供する。
【解決手段】少なくとも一つの樹脂流入口101から複数の樹脂流出口102まで順次分岐されて連通している分岐樹脂流路103が形成されている。その複数の樹脂流出口102の各々に個々に複数のオーバーモールド金型300が連結され、その内部にインサートボトル500が保持される。樹脂流入口101に樹脂圧送機構200が溶融樹脂を圧送するので、インサートボトル500の外面にオーバーモールド樹脂が成型されるオーバーモールド成型が、複数のオーバーモールド金型300で同時に実行される。
(もっと読む)
射出成型装置
【課題】装置や金型の構成を複雑化・大型化することなく、厚肉,偏肉部分の有無に関わらずに製品の所望部分を高圧で圧縮可能な射出成型装置を提供する。
【解決手段】固定側型板12に対する可動側型板22は内部にスライドコア64を収容する成型穴23を端面に開口し、成型穴のスライドコアと固定側型板間にキャビティCを形成する。可動側型板を固定したブロック30と可動側取付板20の間に傾斜面を有するスペーサ40を設ける。キャビティに溶融樹脂を射出充填したあと、冷却の途中でスペーサを抜くことにより、可動側型板が可動側取付板方向に変位するので、スライドベース60を介して可動側取付板に着座しているスライドコアが相対的に固定側型板方向にスライドして押込まれ、キャビティ内の樹脂を圧縮して、ヒケやボイドの発生を抑える。スライドコアによる押込み(再圧縮)には前記型締め機構が利用される。
(もっと読む)
141 - 160 / 888
[ Back to top ]