
Fターム[4F206JN25]の内容
プラスチック等の射出成形 (77,100) | 成形操作−成形操作の内容 (4,618) | キャビティ内での処理、操作 (1,234)
Fターム[4F206JN25]の下位に属するFターム
金型内の減圧、真空、ガス抜き (136)
加圧ガスの導入 (210)
Fターム[4F206JN25]に分類される特許
41 - 60 / 888
射出成形装置
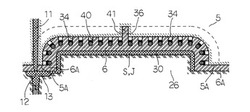
【課題】加熱手段の埋設又は加熱媒体を供給するための加熱媒体通路の形成と、冷却媒体を供給するための冷却媒体通路の形成とが、構造が簡単で安価にできる射出成形装置を提供すること。
【解決手段】上金型本体6の上面には断面が縦長のU字形状を呈し、成形部30に沿って蛇行して折り返すように収納溝34が形成される。この収納溝34内にはこの収納溝34に沿ってこの収納溝34の半円形状の底面に当接するように、この収納溝34の最深部に電熱ヒーター42が圧入されて埋設された状態で、この収納溝34を形成する内壁に固定される。更に、この電熱ヒーター42を封止剤43により水封止して、上金型基体5との間で形成されるこの収納溝34内における上面が水平面とされた封止剤43の上方の空間は冷却水が流れる冷却媒体通路44となる。
(もっと読む)
射出成形機および射出成形方法

【課題】金型装置の構成を簡略化できる射出成形機および射出成形方法を提供すること。
【解決手段】樹脂を発泡成形する射出成形機10において、第1の型板32と第2の型板44の型締めにより形成されるキャビティC1に対しガスを供給する給気機構70と、給気機構70により大気圧よりも高い気圧に加圧されたキャビティC1に発泡性樹脂を射出する射出装置50と、発泡性樹脂の射出中または射出後、キャビティC1内のガスを大気に放出するガス放出機構80とを有し、ガス放出機構80は、第1の型板または第2の型板44に貫通形成される貫通孔47の内壁面47aと、貫通孔47に挿入される金型部材61の外周面61aとの間に形成される隙間G1を介して、キャビティC1内のガスを大気に放出する。
(もっと読む)
金型装置および成形方法
【課題】表面に凹部が形成される場合であっても、フローマークが生じるのを防止可能な樹脂成形品を形成可能な金型装置および成形方法を提供する。
【解決手段】金型装置10において、ガスベント26に一端側が接続され、キャビティ23から排出される気体が導入されるガス圧導入管路27と、ガス圧導入管路27の他端側が接続され、開口部28aがキャビティ23に連通するシリンダー穴28と、気体の圧力に応じてシリンダー穴28を移動させられる押出し駒30と、押出し駒30のシリンダー穴28における引き込み位置を制限する第1の位置決め部材33とを具備し、押出し駒30の開口部28a側の端面30aは、第1の位置決め部材33で位置決めされている状態においては内壁面23aと面一となる部位に位置し、シリンダー穴28に導入される気体の圧力が増大した後に、押出し駒30は、端面30aが面一な位置よりもキャビティ23の内部に押し出される。
(もっと読む)
中空成型品の製造のための成型デバイスおよび成型方法
【課題】中空成型品を製造するための成型デバイスを提供する。
【解決手段】デバイスは、キャビティを備えた型と、キャビティを流通状態の成型材料で充満するための充填デバイスと、射出体と、射出体を駆動して、キャビティを充満した成型材料内を動作軌跡に沿って移動させるように設計された変位デバイスと、を具備し、キャビティは、射出体の動作軌跡に沿って連続して配列された少なくとも2つのキャビティ部を具備し、キャビティ部は動作軌跡に直交した異なった形状の断面とされており、射出体は変形可能材料で形成された変形可能部を具備し、変形可能材料は成型材料よりも低い弾性圧縮強度を有し、成型材料は、変形可能材料から成る立方体の試験片が、固化した状態の成型材料から成る同一の形状およびサイズの試験片よりも低い弾性圧縮強度である。
(もっと読む)
射出発泡成形用金型装置、及びこれを用いた射出発泡成形体の製造方法
【課題】シール部材を使うことなく、かつ、簡便に、高発泡倍率を有する外観の優れた発泡成形体を得ることを目的とする。
【解決手段】固定型と、前進・後退可能な可動型及び外縁部可動中子を有して構成され、外縁部可動中子は、可動型の外縁部の突き当て面に、固定型の方向に押すスプリングを介して取り付けられた可動中子であり、固定型と可動型との突き合わせ面には、固定型と可動型との間に形成されるキャビティを構成するためのキャビティ面がそれぞれ形成され、固定型及び可動型の少なくとも一方に、その外表面からキャビティ面に向かって、原料注入孔、ランナー、樹脂ゲート、ガス注入孔及びガス排出孔が形成され、成形時に上記可動型を後退させたとき、外縁部可動中子によって、キャビティの密閉状態が保持され、ガス注入孔からキャビティを経てガス排出孔にかけて、ガスを流通させるガス供給装置を配する。
(もっと読む)
射出成形方法、射出成形金型
【課題】無駄になる樹脂量の増加を防ぎつつ、ウェルドラインなど外観不良の発生を抑制する。
【解決手段】意匠成形面14及び非意匠成形面15に沿ったゲート13の幅方向をキャビティ10の幅方向とし、且つゲート13の射出方向をキャビティ10の奥行き方向とし、非意匠成形面15には、キャビティ10の幅方向における両端とゲート13との夫々の間に、側面16からキャビティ10の奥行き方向に沿って延びる長穴17を形成し、この長穴17に嵌合し、非意匠成形面15の位置まで退避した退避位置と、意匠成形面14に向かって突出する突出位置との間で進退可能な可動壁18を形成し、キャビティ10に対して溶融樹脂の射出を行う際、可動壁18を突出位置まで突出させておくことで溶融樹脂の幅方向への流動を一旦堰き止めてから、可動壁18を退避位置へと退避させる。
(もっと読む)
射出成形機及び射出成形方法
【課題】良否判定を短い時間で漏れなく行うことができ、不良品の流出を防ぎ、品質の安定化をはかることができる射出成形機及び射出成形方法を提供する。
【解決手段】射出成形機10及び射出成形方法は、金型11と、樹脂の射出後、金型11が閉じているときに、金型11の内部において樹脂に接する金型11の一部の面に、加圧手段15により樹脂に対して突き出す加圧機構14と、を備え、加圧機構14による突き出す面の突き出し量に基づいて樹脂の良否判断を行う。
(もっと読む)
多層樹脂成形品成形用の金型構造
【課題】第2樹脂成形部材の端末部にアール部等の形状を有する多層樹脂成形品(2色成形品)を外観見栄え良く成形し得る金型構造を提供する。
【解決手段】基材11上にパッド13を一体に成形してなるコンソールリッドアウター7を成形する金型装置101において、コア型103及び第1キャビ型105の第1キャビティC1端部外側には、型閉め状態で型抜き方向Aに移動可能に互いに接するシール面部111a,111bの端部から型抜き方向Aと交差する第1キャビティC1外方に広がり型閉め状態で互いに突き当たる突き当て面部113a,113bとでパーティング面が構成されている。コア型103の突き当て面部113aには、パッド13の端末部に対応する凹形状部115がシール面部111aに連続するように凹設されている。第2キャビ型107の型成形面107aは、型閉め状態でコア型103の凹形状部115の外側縁115aに連続している。
(もっと読む)
プラスチック筐体用成形品及び射出成形機並びに射出成形方法
【課題】 コスト面で有利に、金属コーティングされたガラス繊維を磁界によって強制的に理想な方向に設定することにより、強度を確保することができるプラスチック筐体用成形品及び射出成形機並びに射出成形方法を提供する。
【解決手段】 プラスチック筐体用成形品10は、ガラス繊維を含有し、ガラス繊維に、着磁される金属が蒸着によりコーティングされる。
(もっと読む)
射出成形方法
【課題】製品の意匠面に生ずるヒケ等の外観不良を防止するに好適な射出成形方法を提供する。
【解決手段】意匠面側の金型キャビティ温度を反意匠面側の金型キャビティ温度より高く設定するとともに、反意匠面側の金型キャビティ15に射出充填した樹脂の熱量でガス化する材料Cを塗布する。樹脂の射出完了後に型締力を低下させて、短時間で金型10内での樹脂圧力が0Paとなるように制御することによって、反意匠面側の金型キャビティ面と樹脂の間で、ガスを発生させて反意匠面側の樹脂を金型キャビティ15から短時間で離型させることにより、意匠面側の樹脂に樹脂の熱収縮による影響がでないようにして、ヒケの発生を抑制する。
(もっと読む)
成形型
【課題】樹脂成形品の耐久性の低下が抑制された成形型を提供する。
【解決手段】樹脂成形品の外形を形作るキャビティ(30)、及び、溶融した樹脂(50)をキャビティ(30)に注入するためのゲート(40)を有する成形型であって、キャビティ(30)は、樹脂成形品の主要部の外形を形作る第1キャビティ(31)、及び、該第1キャビティ(31)とゲート(40)とを結ぶ第2キャビティ(32)を有し、第2キャビティ(32)は、複数の連結管(33)がジグザグに連結されて成り、連結管(33)の樹脂(50)の流動方向に垂直な断面積は、第1キャビティ(31)の断面積よりも小さくなっており、互いに連結する二つの連結管(33)の内、ゲート(40)側の連結管(33)の断面積は、第1キャビティ(31)側の連結管(33)の断面積よりも小さい。
(もっと読む)
射出成形機
【課題】エジェクタ機構としても機能する圧縮コアによる金型装置の突き落としを防止する射出成形機を提供すること。
【解決手段】金型キャビティCV内の樹脂HRに対して圧縮コア22aを押し付け可能な圧縮ピストン18cを駆動する油圧回路30を有する射出成形機100は、型締中であるか否かを判定する型締判定部51と、圧縮ピストン18cの駆動圧を制御する駆動圧制御部52とを備え、駆動圧制御部52は、型締判定部51が型締中であると判定する場合に、所定圧力以上の油圧による圧縮ピストン18cの駆動を許容し、型締判定部51が型締中でないと判定する場合に、所定圧力以上の油圧による圧縮ピストン18cの駆動を禁止する。
(もっと読む)
射出圧縮成形金型及び射出圧縮成形方法
【課題】固化する前の溶融樹脂を圧縮部材により圧縮しながら押し込んで形成した凹部を有する成形品の製造において、成形品の損傷を抑制して、成形品の品質低下を抑制すること。
【解決手段】固定側金型2と可動側金型4との間に型閉じ状態において形成されている成形空間内へ射出された溶融樹脂が固化する前に、圧縮部材24を成形空間内へ移動させて固化する前の溶融樹脂を圧縮して押し込んで凹部を形成し、溶融樹脂を圧縮した圧縮部材24を溶融樹脂が固化した後に移動させて固化した溶融樹脂から離間させ、圧縮部材24を離間させた状態でエジェクターピン26を移動させて、可動側金型4に接触している固化した溶融樹脂からなる成形品Pを押圧して、可動側金型4から取り出す。
(もっと読む)
射出成形金型及び射出成形方法
【課題】射出成形金型を用いた成形品の製造において、製造工程を増加させずに、成形品の品質をより向上させること。
【解決手段】型閉じ及び型開きが可能な固定側金型2と可動側金型4との間に、型閉じ状態において形成されている成形空間へ射出した溶融樹脂を冷却して固化させ、可動側金型4に取り付けられている可動入れ子6の温度を、溶融樹脂のガラス転移点よりも高い温度に調節し、ガラス転移点よりも高い温度に調節した可動入れ子6を、溶融樹脂が射出された成形空間へ移動させて、固化させた状態の溶融樹脂を押圧することにより、ヒケ等の不整部分が形成された成形品に対し、固定側金型2と可動側金型4とを型閉じ状態としたままで、成形品のうち可動入れ子6で押圧される部分に形成された不整部分を整形する。
(もっと読む)
転がり軸受用保持器及びその製造方法、並びに転がり軸受
【課題】ボイドが無く高強度で、寸法精度に優れる保持器を、圧縮専用の別機構や、ポケットのバリ取り作業を要することなく低コストで提供する。
【解決手段】保持器形状と一致するキャビティと、キャビティの保持器円環部相当部位の適所に連続して該保持器円環部相当部の外部に設けられた樹脂溜りと、樹脂溜りに連続する空洞及び空洞を摺動する可動ピンを配設した成形用金型を用いるとともに、可動ピンを引いて該可動ピンの先端と樹脂溜りとの間に空所を形成した状態で溶融樹脂組成物を射出してキャビティ、樹脂溜り及び空所を充填した後、溶融樹脂組成物が固化する前に可動ピンを樹脂溜り側に移動して樹脂溜り内の溶融樹脂組成物をキャビティ内に押し込み、この圧縮状態のまま溶融樹脂組成物を固化させて保持器を製造する。また、このようにして得られた保持器を備える転がり軸受を提供する。
(もっと読む)
金型内塗装用金型及び金型内塗装方法
【課題】金型移動手段を使用する、ある特定の形状を有する2層成形製品の金型内塗装において、金型分割面がフラットな構造で、且つ、金型キャビティから塗料等の被覆剤が漏れ出すことを防止するシール目的の不要部分等が無くても、被覆剤が漏れ出すことを防止することができ、被覆剤注入後に被覆剤に直接型締力を作用させることができる2層成形品用の金型内塗装用金型及び金型内塗装方法を提供する。
【解決手段】コア金型と、前記コア金型と組み合わされて第1キャビティが形成される第1キャビティ金型と、前記第1キャビティ内に第1樹脂を射出充填させて成形される1次成形体が保持された前記コア金型と組み合わされて、前記1次成形体の外周部全周に前記1次成形体が内包される第2キャビティが形成される第2キャビティ金型と、を備えたことを特徴とする2層成形製品用の金型内塗装用金型によって達成される。
(もっと読む)
合成樹脂製射出成形品及びその射出成形方法
【課題】 本発明は、センターゲートが配設される中央部分が薄肉で、その周縁部に厚肉部を有する成形品におけるひけの発生を抑制することを課題とし、高品位の外観を有し、意匠性に優れた射出成形品を提供することを目的とする。
【解決手段】 中央部分を薄肉に形成し、この中央部分の周縁を厚肉に形成した合成樹脂製の射出成形品において、金型の、成形品の中央部分に対応する部分の所定範囲内に配設した複数個のピンゲートを介して溶融樹脂をキャビティ内に射出充填することによって成形した成形品を一次成形品とし、この一次成形品をインサート材として、一次成形品の少なくとも表側面に被覆状に溶融樹脂を流動させて第二次射出成形を実施して成形したものとする。
(もっと読む)
樹脂封止装置
【課題】樹脂封止装置によって成形される成形品の生産性を向上する。
【解決手段】樹脂封止装置1Aは、上下に対向して設けられた上金型3および下金型4を近接させてクランプし、ポット28に供給された樹脂35を上下動するプランジャ31で押し出して、カル14およびゲート16を通じてキャビティ11に樹脂35を圧送し、キャビティ11でワークWを樹脂封止するものである。上金型3は、上下動によりキャビティ11の容積を可変させるクランパブロック8と、上下動によりカル14の容積を可変させるセンターブロック9とを有する。樹脂封止装置1Aは、クランパブロック8を動かして樹脂35が充填されたキャビティ11の容積を小さくすると共に、ゲート16を通じてカル14側に樹脂35を押し戻す。また、押し戻された樹脂35にあわせてカル14の容積を大きくするようにセンターブロック9を動かす。
(もっと読む)
転がり軸受用保持器及びその製造方法、並びに転がり軸受
【課題】ポケットのバリ取り作業や圧縮専用の別機構が不要で、低コストで寸法精度や強度に優れる転がり軸受用保持器を提供する。
【解決手段】保持器形状と一致するキャビティ本体部と、前記キャビティ本体部の保持器の下端面相当部分から該下端面の幅で形成される円筒状の空所とで形成されるキャビティを有し、かつ、前記空所内を昇降する可動スリーブを備える成形用金型を用いるとともに、前記可動スリーブを前記下部円環部の最終厚さとなる位置よりも降下させた状態で、溶融樹脂組成物を射出して前記キャビティを充填した後、前記溶融樹脂組成物が固化する前に、前記可動スリーブを前記位置まで上昇させて該溶融樹脂組成物を圧縮し、圧縮状態のまま前記溶融樹脂組成物を固化させて転がり軸受用保持器を製造する。また、このようにして得られた保持器を備える転がり軸受を提供する。
(もっと読む)
歯間ブラシの成形方法および成形装置
【課題】歯肉を傷めず、歯垢、食物残滓等を略完全に除去できる歯間ブラシを安価に成形できる歯間ブラシの成形方法を提供する。
【解決手段】歯間ブラシは、硬質材からなる本体部(H)と軟質材からなり多数のブラシ毛がを有するブラシ部(B)とから構成する。このような歯間ブラシを、固定側金型(1)と、可動側金型(10)と、可動側金型(10)のパーティング側に設けられている成形治具(30)とからなる成形装置によって成形する。金型(1、10)には1次成形位置(X1)と2次成形位置(X2)が設けられ、成形治具(30)は180°回転させてこれらの位置を交互に移動させることができる。1次成形して本体部(H)を成形する。本体部(H)は成形治具(30)に載せて、成形治具(30)と共に2次成形位置(X2)に移動させ、2次成形によって本体部(H)にブラシ部(B)を成形する。1次成形と2次成形は実質的に同時に行う。
(もっと読む)
41 - 60 / 888
[ Back to top ]