
Fターム[4F207KB18]の内容
プラスチック等の押出成形 (29,461) | 押出成形の区分 (1,090) | 予め形成された挿入物等との一体化形成 (495) | 芯材被覆(←電線被覆) (247)
Fターム[4F207KB18]に分類される特許
81 - 100 / 247
織物およびそれを用いたロールカーテン
【課題】大きな加重や変形があっても、光学特性や通気性などの特性が変化しにくく、また伸長に対しても強い織物、必要に応じて液体調味料などの異物の拭き取り性に優れた織物、さらに意匠性が要求される場合にははっきりした色彩パターンが観察できる織物を提供する。
【解決手段】合成繊維からなる芯糸1、および芯糸の回りに芯糸を構成する樹脂よりも低い軟化温度を有する樹脂層2からなる糸条を用いた織物を用い、織物を熱処理し樹脂層を熱溶着することによりタテ糸とヨコ糸とが交差部で固着していることを特徴とする織物である。樹脂層としては塩化ポリオレフィンが好ましい。
(もっと読む)
半導電性ゴムベルト、およびその製造方法

【課題】特にベルト周方向での電気抵抗のばらつきが低減され、高画質な画像形成が可能な半導電性ゴムベルト、およびその製造方法を提供すること。
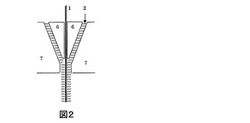
【解決手段】体積固有抵抗が104〜1012Ω・cmであるシームレスの半導電性ゴムベルトの製造方法において、スパイラルフロー型の溝25が形成された内筒部23を有するクロスヘッド3を備えた押出機を使用し、スコーチ時間t5が10〜18分である未加硫ゴム組成物を可塑化して、押出機より押し出す押出工程、押出機における未加硫ゴム組成物6の押し出し方向と略直交方向に、内筒部23の内部にて筒状金型5を移動させつつ、未加硫ゴム組成物6を筒状金型5外面に層状に被覆して未加硫ゴムベルト成形体7とする未加硫ゴムベルト成形工程、および未加硫ゴムベルト成形体7を加硫して半導電性ゴムベルトとする加硫工程を備えるものとする。
(もっと読む)
冷媒輸送用ホース及びその製造方法
【課題】優れた耐冷媒透過性(冷媒不透過性)と柔軟性と有する冷媒輸送用ホースの製造方法を提供すること。
【解決手段】第1のポリアミド層、エチレン・ビニルアルコール共重合体層及び第2のポリアミド層の三層を共押出する工程を含む冷媒輸送用ホースの製造方法であって、各層を押出するダイの吐出口の間隙が、下記の条件:T2/(T1+T3)<0.20[但し、T1が第1のポリアミド層を押出するダイの口金の厚さ(μm)であり、T2がエチレン・ビニルアルコール共重合体層を押出するダイの口金の厚さ(μm)であり、そしてT3が第2のポリアミド層を押出するダイの口金の厚さ(μm)である。]を満足することを特徴とする冷媒輸送用ホースの製造方法
(もっと読む)
押出用中芯、ゴムホースの製造方法およびゴムホース
【課題】使用する材料、材料の種類を少なくして簡単、かつ、安価に製造することができ、引き抜きも短時間で簡単に行うことができるとともに、使用する材料、材料の種類を少なくしてごみの排出量を少なくすることのできる押出用中芯を提供する。
【解決手段】ゴムホースを成形するための押出用中芯35であって、円筒状のセット用中芯33と、このセット用中芯33の外周に被せ、沿わせたデニット加工丸編みの伸縮性筒状布32とを備え、伸縮性筒状布32が、ゴムホースを成形する成形素材およびセット用中芯33に対して離型性を有した素材で織られている。
(もっと読む)
芯材を有する押出し成形品
【課題】自動車のドア、トランク、バックドア等の車体開口周縁のフランジに装着する芯材を有する押出し成形品及びその製造方法。
【解決手段】芯材を有する押出し成形品は、長手方向に断面略U字状の芯材と熱可塑性エラストマーからなる中空状シール部を有する被覆層とを形成し、該芯材の断面略U字状の内側に粘着性を有する熱可塑性エラストマー組成物からなる圧接部を押出し成形によって一体成形した事を特徴とする。
(もっと読む)
グラスランおよびその製造方法
【課題】二次的不具合をもたらすことなしに軽量化を可能としたグラスランを提供する。
【解決手段】断面チャンネル状の基部4のほか、アウタリップ5,インナリップ6およびカバーリップ7を備えていて、基部4に中空状の芯材8を埋設して、その芯材8を表皮材9で被覆してある。芯材8は、長手方向に直交する断面においては相互に独立している複数の空隙部10をその断面における芯材8の周長方向に隔壁11を隔てて並設してなる中空部を有している。芯材8はポリプロピレン等のオレフィン系熱可塑性樹脂で形成され、アウタリップ5やインナリップ6を含む表皮材9はオレフィン系熱可塑性エラストマー(TPO)で形成されている。
(もっと読む)
プライ材料製造方法、およびプライ材料を用いた空気入りタイヤ
【課題】ホーリングを施すことなくコードプライ間の空気溜まりを抑制する。
【解決手段】コード並列体3を未加硫のゴムGでトッピングすることによりプライ材料4を形成するプライ材料製造方法であって、成形口13を有するダイプレート6を前端に設けた押出しヘッド7の前記成形口13に、前記ゴムGとコード並列体3とをコード長さ方向に通すことにより所定断面形状のプライ材料4を得るトッピング・押出し成形工程を含む。前記ダイプレート6は、成形口13の上下の壁面20a、20bに、該壁面20a、20bから小高さで突出しかつコード長さ方向にのびる凸条突起22を1本以上具えることにより、前記トッピング・押出し成形工程は、前記プライ材料4の上下の表面4a、4bに、コード間をコード長さ方向にのびる排気用の凹溝23を1本以上形成した。
(もっと読む)
芯材及びその製造方法と製造装置並びに押出成形品の製造方法
【課題】ウェザーストリップに埋設される芯材において、芯材が横断面U字状にロール成形加工される際の芯材片部の捩れ変形による不具合を防止できるようにする。
【解決手段】スリット加工により芯材素材の長手方向に所定間隔で複数のスリットを形成して各スリット間に芯材片部22を形成した後、圧延加工よりスリットを長手方向に拡大して空間部24を形成することで長手方向に芯材片部22と空間部24を交互に設けた芯材16を形成する。この際、スリット加工と同時に予備捻り加工を行って予め特定方向に芯材片部22を捻り塑性変形させることで、その後、芯材16が横断面U字状にロール成形加工されたときの芯材片部22の捩れ変形によって、予備捻り加工による芯材片部22の捻り塑性変形を矯正して芯材片部22の幅方向端末が長手方向で一直線になるように加工して、長手方向で隣り合う芯材片部22の縁部間に段差が生じることを回避する。
(もっと読む)
ローラの製造方法及びローラ
【課題】少ない研磨量でも高い外径精度及び振れ精度を有する弾性層を形成することのできるローラの製造方法、並びに、高い外径精度及び振れ精度を有する弾性層を備えたローラを提供すること。
【解決手段】ストレートヘッドダイを備えた押出機を用いて、軸体胴部とその両端部に形成されたジャーナル部6、7とを有する軸体2の外周にゴム組成物を押出成形して弾性層を形成するローラの製造方法であって、軸体2を一列に配置したときに隣接するジャーナル部6、7間を支持すると共にジャーナル部6、7間で形成される凹部空間を閉塞するコマ部材9を介装して、複数の軸体2を一列に連接し、連接された複数の軸体2を前記押出機のヘッド内に移送して、軸体2の外周に前記ゴム組成物を押出成形することを特徴とするローラの製造方法、並びに、このローラの製造方法によって製造されたローラ。
(もっと読む)
電子写真装置用導電性ローラ、帯電ローラ及び電子写真装置用導電性ローラの製造方法
【課題】導電性弾性体層が低硬度であり耐圧縮永久歪性に優れかつ導電性弾性体層からのブリードによる汚染や導電性変化が抑制された電子写真装置用導電性ゴムローラを提供する。
【解決手段】芯金外周上に導電性弾性層と導電性機能層を有する電子写真装置用導電性ローラにおいて、該導電性弾性層がエチレン−プロピレン−ジエン共重合ゴム(A)100質量部に対して、液状エチレン−プロピレン共重合体(B)20〜100質量部、硫黄0.1〜4質量部、カーボンブラック10〜100質量部を含有するゴム組成物を加硫してなることを特徴とする。
(A)エチレン含量=60〜73モル%、Mw/Mn<4、135℃デカリン中での極限粘度[η]=2.7〜5.0dl/g、ヨウ素価=10〜40
(B)ジエン成分を含まず、エチレン含量=50〜78モル%、135℃デカリン中での極限粘度[η]=0.2〜0.4dl/g
(もっと読む)
フルオロポリマー物品
【課題】層状シート、燃料または化学物質を移送するためのホースなどに有用なフルオロポリマー−フルオロポリマー組立体を提供すること。
【解決手段】本発明は、第1の実質的に中実の部分フッ素化熱可塑性ポリマーを含む第1の層と、第2の実質的に中実の部分フッ素化熱可塑性ポリマーを含む第2の層とを含み、前記第2の層は前記第1の層と接合しており、前記第1のポリマーと前記第2のポリマーとは異なる組成を有する物品を提供する。本発明は、層状物品、および層状物品の製造方法も提供する。
(もっと読む)
補強されたチューブを形成する方法
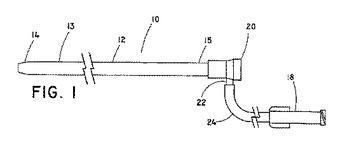
連続工程で補強されたチューブ状の医療装置を形成する方法、及び、該連続形成方法で形成される医療装置を提供する。線状に移動可能な細長いコアを準備する。官能化ポリマーとポリマー製のアウタージャケットの間が結合されるように、コアの移動した部分の周りに官能化ポリマーのコーティングを押出成形し、移動した部分に沿って官能化ポリマーコーティングの外側表面に補強材を形成し、移動した部分に沿って官能化ポリマー及び補強部材を覆うようにポリマー製のアウタージャケットを押出成形することによって、コアの移動した部分の周りに細長いチューブ状部材が形成される。細長いチューブ状部材はチューブ状の医療装置を形成するために所望の長さに切断され、コアが装置から取り除かれる。
 (もっと読む)
(もっと読む)
同軸ケーブル用中空コア体の製造方法
【課題】成形時の面積引き落とし倍率を300倍よりも大きくしても、生産安定性が損なわれない同軸ケーブル用中空コア体の製造方法を提供する。
【解決手段】ダイスを使用した押出成形により、内部導体12の周囲に、熱可塑性樹脂からなり、内環状部14a、内環状部14aから放射状に延びる複数のリブ部14b、及び各リブ部14bの外端を連結する外環状部14cで構成され、内環状部14aと、外環状部14cと、リブ部14bとにより囲まれた複数の空隙部16を有し、外径が0.5mmを超え5mm以下であり、かつ長手方向に垂直な断面における空隙部16の割合が40%以上である絶縁被覆体14を形成する。その際、内部導体12の線速を20m/分以上、面積引き落とし倍率を300倍よりも大きくかつ2000倍以下とし、押出成形後に形成された絶縁被覆体14を強制的に冷却する。
(もっと読む)
コーティングダイス、該コーティングダイスを用いた光ファイバテープ心線の製造方法及び該製造方法で得られた光ファイバテープ心線
【課題】平行に並べて配された複数の光ファイバと、前記光ファイバをテープ状に被覆する被覆層とからなる光ファイバテープ心線の製造において、該光ファイバ同士が接触した部位に付着される樹脂の量を増加させることで、複数の光ファイバを平坦な被覆層で被覆することが可能なコーティングダイスを提供すること。
【解決手段】筺体1と、筐体1を貫通するように設けられたキャビティ2とから少なくともなり、キャビティ2に複数の光ファイバが平行にシート状に並べて挿通され、キャビティ2に樹脂液が供給されて該樹脂からなる被覆層が形成される光ファイバテープ心線の製造に用いられるコーティングダイス10であって、キャビティ2の壁面のうち、シート状に平行に挿通された光ファイバの上面と下面とに対向する面2a,2bには、それぞれ前記光ファイバの接触した部位間に位置するよう、外方に向けて突出する凸部3が配されていること。
(もっと読む)
押し出し機およびゴムローラの製造方法
【課題】個々の一体成形体の間での外径のばらつきを抑制できる押し出し機を提供する。
【解決手段】押し出し機1は、クロスヘッドダイ2と、クロスヘッドダイ2に連通しているシリンダ3と、を有する。また、シリンダ3に収容され、回転させられることによってクロスヘッドダイ2にゴム材料11を供給するスクリュ4と、スクリュ4を回転させる駆動部10と、駆動部10を駆動させる制御部9と、を有する。また、クロスヘッドダイ2に芯金12を供給する芯金供給部6を有する。また、クロスヘッドダイ2から押し出された一体成形体13の外径を測定する測定部9aと、測定値が所定の目標値になるようなスクリュ4の回転速度を算出するコンピュータ9bと、を有する。スクリュ4の回転速度が、コンピュータ9bが算出した回転速度になるように制御部9が駆動部10を駆動させて、ゴム材料11と芯金12との一体成形体13をクロスヘッドダイ2から押し出す。
(もっと読む)
押出可能なフルオロポリマーブレンド
【課題】機械的性質を損なわずに製品の高品質を維持したまま、より高い生産速度でフルオロポリマー材料を加工できる組成物の提供。
【解決手段】多量の第1の半結晶質フッ素化コポリマーと、組成物中の溶融欠陥を低減させるために有効な少量の第2のフルオロポリマーとを含む組成物であって、各フルオロポリマーが、(a)半結晶質過フッ素化コポリマー、(b)少なくとも1つの本質的に過フッ素化されたモノマーと少なくとも1つの非フッ素化水素含有モノマーとの共重合単位から誘導されたフルオロポリマー、(c)少なくとも1つの部分的にフッ素化されたモノマー、及び任意に少なくとも1つの本質的に過フッ素化されたモノマーとの共重合単位から誘導されたフルオロポリマー、及び(d)テトラフルオロエチレンとヘキサフルオロプロピレンとの非晶質コポリマーから選択される溶融加工性フルオロ熱可塑性組成物。
(もっと読む)
芯材を有する自動車用の押出し成形品
【課題】自動車のドア、トランク、バックドア等の車体開口周縁のフランジに装着する芯材を有する自動車用の押出し成形品を提供する。
【解決手段】芯材を有する自動車用の押出し成形品は、長手方向に硬質合成樹脂からなる断面略U字状の芯材3と該芯材の外側に熱可塑性エラストマーまたはゴムからなる被覆層を形成し、該芯材3の断面略U字状の連結部8に外溝部4または内溝部5を長手方向の所定区間に亘って形成した事を特徴としている。
(もっと読む)
ホース製造用のマンドレル線及びその製造方法
【課題】特に、ホースの製造後に、ホース本体からマンドレル線を効率よく抜き出すことを可能にしたホース製造用のマンドレル線及びその製造方法を提供すること。
【解決手段】芯線2と、該芯線2の外周に被覆された樹脂被覆3と、からなり、上記樹脂被覆3の表面には、不連続な凹部が設けられているホース製造用のマンドレル線1。上記樹脂被覆3の凹部の深さが60μm〜150μmであり、上記樹脂被覆3がフッ素樹脂であり、上記芯線2が硬質ステンレス鋼線の撚線であるホース製造用のマンドレル線1。芯線2の外周に樹脂被覆3を被覆しマンドレル線1とし、上記樹脂被覆3の溶融温度付近に上記マンドレル線1を保持した後、連続して、JIS R6001による#240〜#600の研磨剤を表面に備えた少なくとも一対のロール14間に上記マンドレル線1を通過させるホース製造用のマンドレル線の製造方法。
(もっと読む)
押し出し方法及び押し出し装置
【課題】中心線状部材の外周に複数の線状体を螺旋状に押出し成形することが可能な押し出し方法及び押し出し装置を提供する。
【解決手段】中心線状部材22の外周に、その長手方向に沿って、複数の線状体23を被覆する押し出し方法において、押出機1内に、その軸心に挿通管2を設けると共に、その挿通管2の外周に複数のスクリュ3,4を同軸に設けて、挿通管2の外周に複数の線状体23を成形するための複数の押出し流路A,Bを形成し、その押出し流路A,Bを挿通管2の出口側で合流させ、中心線状部材22を挿通管2に通過させつつ、各押出し流路A,Bに線状体23の材料を供給して、スクリュ3,4の回転により、中心線状部材22の外周に、帯状でかつ螺旋状に異なる線状体23を形成する。
(もっと読む)
押し出し方法及び押し出し装置
【課題】中心線状部材の外周に複数の線状体を螺旋状に押出し成形することが可能な押し出し方法及び押し出し装置を提供する。
【解決手段】押出機10を、線状体23の材料を押し出して供給する複数の材料供給部11,12と、中心線状部材22の外周に各材料を巻き付けて押し出すダイス13とで構成し、ダイス13の軸心に中心線状部材22を通す挿通路14を形成し、その挿通路14の外周に、材料供給部11,12から供給された材料を線状体23に成形する押出し流路A,Bを形成し、押出し流路A,Bを挿通路14の出口側で合流させ、各材料供給部11,12から各材料をダイス13の押出し流路A,Bに供給すると共に、ダイス13を回転させながら、中心線状部材22の外周に、帯状でかつ螺旋状あるいはSZ撚り状に、異なる線状体23を密接して撚り合わせるように形成する。
(もっと読む)
81 - 100 / 247
[ Back to top ]