
Fターム[4F208AG07]の内容
プラスチック等のブロー成形、熱成形 (28,606) | 一般形状、構造物品(用途物品優先) (3,312) | 中空体一般 (1,222)
Fターム[4F208AG07]に分類される特許
201 - 220 / 1,222
エチレン系重合体及び成形体への応用
【課題】成形性に優れ、且つ機械的強度に特に優れ、外観に優れた成形体、とりわけブロー成形体、パイプおよびパイプ継ぎ手を与えるエチレン系重合体を提供すること。
【解決手段】炭素原子数6〜10のα-オレフィンから導かれる構成単位を0.01〜1.20mol%含むエチレン系重合体であって、クロス分別(CFC)において、下記の(1)または(2)のいずれか一つ以上を満たすエチレン系重合体。
(1) 73〜76℃で溶出する成分の重量平均分子量(Mw)が4,000を超えない。
(2)下記の関係式(Eq-1)を満たす。
(Eq-1中、Sxは70〜85℃で溶出する成分に基づく全ピークの面積合計値であり、Stotalは0〜145℃で溶出する成分に基づく全ピークの面積合計値である。)
(もっと読む)
チタン含有PETコポリエステル及びそれからなる肉厚のプリフォーム及び再充填可能な大容量容器
【課題】チタン含有PETコポリエステルを提供する。
【解決手段】本チタン含有PETコポリエステルは0.72〜0.90dl/gの固有粘度を有し、DSC分析により、20℃/分の所定加熱率での結晶化転移時の放出熱の最大量は10ジュール/グラム未満である。本チタン含有PETコポリエステルはポリエチレンテレフタレートを主成分として含み、全コポリエステル重量に対して2〜25ppmの濃度のチタン成分と、該コポリエステルに対してXモル%のイソフタル酸と、該コポリエステルに対してYモル%のジエチレングリコールと、該コポリエステルに対してZモル%の2,6‐ナフタレンジカルボン酸と
を含み、ここでX、Y、Zは
0≦X≦2.5;
1.0≦Y≦2.5;
0≦Z≦2.5;
2.5≦X+Y+Z≦7.5
を満たし、該PETコポリエステルは、10リットルを超える内部容量を有し20回まで返却され再充填が可能な射出延伸ブロー成形された再充填可能容器を製造するのに適している。
(もっと読む)
多層ダイレクトブロー成形体
【課題】アルコール類やエーテル類を含有する液体燃料に対するバリア性及び強度に優れた多層ダイレクトブロー成形体及びそれからなる燃料用容器を提供する。
【解決手段】ポリアミド層(I)より内側にポリエチレン系樹脂層(II)を有する多層ダイレクトブロー成形体であって、前記ポリアミド層(I)が、メタキシリレン基を有するポリアミド(A1)と脂肪族ポリアミド(A2)とを含有し、かつ、前記ポリアミド(A1)及び(A2)の含有量の合計を100質量%としたとき、前記ポリアミド(A1)の含有量が10〜45質量%、前記ポリアミド(A2)の含有量が90〜55質量%であり、前記ポリアミド(A1)が、メタキシリレンジアミン単位を70モル%以上含むジアミン単位、及び炭素数4〜20のα,ω−直鎖脂肪族ジカルボン酸単位とイソフタル酸単位とのモル比率が30:70〜95:5である前記2種のジカルボン酸単位を合計70モル%以上含むジカルボン酸単位からなり、前記脂肪族ポリアミド(A2)が、ナイロン6、ナイロン666、ナイロン610及びナイロン612からなる群から選択された少なくとも1種である、多層ダイレクトブロー成形体。
(もっと読む)
中空容器
【課題】成形性に優れ、剛性および落下強度に優れる中空容器を提供する。
【解決手段】曲げ剛性率が235〜400(MPa)であり、引張衝撃強度が750〜1500(kJ/m2)であり、以下の方法で求められるEP指数が0.1〜1であるエチレン−α−オレフィン共重合体からなる中空容器。
EP指数=(MT190)/(Bトルク)
MT190(単位:cN):190℃における溶融張力
Bトルク(単位:Nm):160℃における混練トルク
(もっと読む)
構成部品の取り付け方法
構成部品を成形品に連結する方法は、成形される前記成形品の壁に隣接して構成部品を配置する工程と、前記壁がまだ少なくとも部分的に溶融している間に、前記構成部品の一部を前記成形品の壁の一部に重ね合わせる工程と、前記成形品の壁を、前記成形品の壁の一部と重なり合った前記構成部品の一部と共に冷却する工程と、を有する。成形品が形成された後に、成形品と関連する構成部品をしっかりと保持するために、構成部品の一部が、成形品の壁に隣接する2つの側面と重なり合うことが好ましい。その成形品は、容器であってもよく、必要に応じて他の物であってもよい。 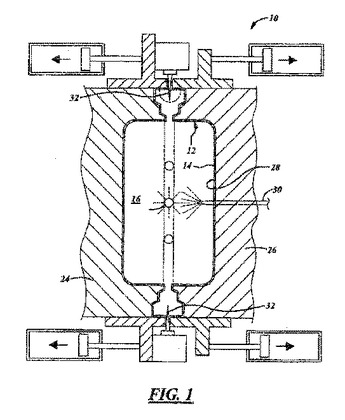 (もっと読む)
(もっと読む)
樹脂燃料タンク
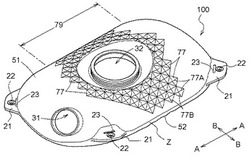
【課題】コストアップすることなく軽量化が可能な樹脂製燃料タンクを提供する。
【解決手段】樹脂燃料タンク100は、上椀部51及び下椀部52の筒状の中央部79に沿った第1方向Aにおける上椀部51及び下椀部52の中央の第1方向Aと直交する第2方向Bでの断面の内面が、上椀部51及び下椀部52の接続部分に接続されて上椀部51及び下椀部52の中央側に延出されると共に所定の半径からなる一対の第1円弧部と、所定の半径より大きい半径からなると共に一対の第1円弧部に亘って接続される第2円弧部と、を有して形成され、第2方向Bにおける上椀部51及び下椀部52の中央の第1方向Aでの断面の内面が、上椀部51及び下椀部52の接続部分に接続されて上椀部51及び下椀部52の中央側に延出される一対の第3円弧部と、一対の第3円弧部に亘って接続される接続部と、を有して形成される。
(もっと読む)
金型、表皮付き成形品及び表皮付き成形品の製造方法

【課題】別部材を必要とせず、キャビティ面外側の表皮材と成形材料との接着を防止することが可能な金型、表皮付き成形品及び表皮付き成形品の製造方法を提供する。
【解決手段】表面に表皮材を有する表皮付き成形品を成形する金型であって、成形品の成形材料を押し付けて食い切り線を形成するピンチオフ部と、ピンチオフ部外側に、表皮材と成形材料との接着を防止するスペースを有する分離部と、を備える。
(もっと読む)
容器、及び容器の製造方法
【課題】強度、遮光性、及び保温性に優れると共に、容易に圧縮して体積を減ずることが出来て、リサイクル性に優れる容器、及び該容器の製造方法の提供。
【解決手段】結晶性を有するポリマーからなり、長尺状の空洞100をその長さ方向が第1の方向に配向した状態で内部に含有する結晶性高分子フィルム1を容器に巻回し、収縮させてなる容器であって、前記結晶性高分子フィルムにおける、前記空洞の配向方向に直交する断面において、前記空洞の中心から前記結晶性高分子フィルムの表面1aまでの距離が最も短い10個の前記空洞について、各中心から前記結晶性高分子フィルムの表面までの距離h(i)を算出し、算出された各前記距離h(i)の算術平均値h(avg)が、下記式(1)の関係を満たす容器である。h(avg)>T/100・・・(1)
(もっと読む)
合成樹脂製容器の製造方法、並びにプリフォーム、インサート部材及び合成樹脂製容器
【課題】成形型の一部をなす型部材でプリフォームの口部が保護された状態のまま、当該プリフォームを延伸ブロー成形するにあたり、当該型部材を割型とせずに、簡易な構造の型部材によってプリフォームの口部を保護しつつ、その後の工程に移送することができるようにする。
【解決手段】プリフォームPの口部P1に形成されるネジ山P4の延在方向に沿ってアンダーカットとなる部分が形成されないように、ネジ山P4の下方端部側がプリフォームPの軸方向に直交する水平面と平行な端面で途切れた形状とし、このネジ山P4が形成された口部P1から螺脱できるようにしたインサート部材23を有するプリフォーム成形型PMによりプリフォームPを成形し、成形されたプリフォームPからインサート部材23を取り外すことなく、当該プリフォームを移送してブロー成形に処することで所定の容器形状に成形した後に、インサート部材23を螺脱する。
(もっと読む)
サイドホールプレス
【課題】 プレスの上下に駆動するテ−ブルの動きを利用して、横方向にパンチを動かし、成形品の側面に抜き落とし穴や、切り込み加工をおこなうことを可能とする、抜き型の開発。
【解決手段】 傾斜面をもたせた二つの部品の内、一方を水平に配置した状態で、もう一方を垂直方向より、互いの傾斜面を接触させて押し進めることで、水平に配置した部品を水平方向へ移動させる原理とした構造部品を、パンチを水平に動かす手段として利用し解決する。
(もっと読む)
プラスチック製品の製造方法及び製造装置
【課題】設備費用を抑えながら、幅広い製品形状に対応できるプラスチック製品の製造方法を提供する。
【解決手段】口型ホルダ28を装着した状態のインジェクション型12の内部に溶融した熱可塑性樹脂を射出することにより、口型ホルダ28と一体となるような状態でパリソン30成形し、次に、このパリソン30が硬化する前に、パリソン30と口型ホルダ28をインジェクション型12から離脱させ、このうちの口型ホルダ28を保持することによってパリソン30をインジェクション型12からブロー型52まで移送し、さらに、ブロー型52の入口部に口型ホルダ28を固定することによってパリソン30をブロー型52の内部に挿入状態で保持するとともに、パリソン30を密閉した状態で、パリソン30の内部にブローエアAを導入することにより、成形空間58に応じた形状の製品100を成形する。
(もっと読む)
樹脂成形部品及びその成形方法並びに車両用インストルメントパネル
【課題】インストルメントパネルの軽量化及び低コスト化を図る。
【解決手段】本発明の樹脂成形部品の成形方法は、それぞれ熱可塑性を有する樹脂製とされた第一シート材62及び第二シート材64を個別に加熱して軟化させる加熱工程と、第一シート材62及び第二シート材64を軟化させた状態で、第一シート材62のうちの一部に第二シート材64を重ね合わせて重ね合わせシート76を形成すると共に、真空成形用の成形機70に重ね合わせシート76をセットするシート材セット工程と、成形機70によって重ね合わせシート76を真空成形することにより、第一シート材62における第二シート材64と重ね合わされた部分以外の部分に一般ダクト部56(浅絞り部)を形成し、第一シート材62における第二シート材64と重ね合わされた部分にデフロスタノズル38の前側壁部48(深絞り部)を形成して、下側パネル26を得る成形工程と、を備えている。
(もっと読む)
賦形性に優れたポリエステル樹脂製容器及びその製造方法
【課題】胴部に凹部を備えた形状が再現性よく賦形されており、外観特性に優れたポリエステル製樹脂容器を提供することである。
【解決手段】容器胴部23に内方に窪んだ凹部25が形成されており、該凹部25の最深部の深さDmax及び該凹部の深さ方向と直交する容器胴部の最大幅Wmaxの比Dmax/Wmaxが、0.20乃至0.70であり、且つ前記凹部の結晶化度が20乃至40%の範囲であることを特徴とする。
(もっと読む)
成形型の交換を効果的にするよう成形ユニットの装置を制御する為のモジュールを備えている、容器の製造の為の機械
【課題】吹き込み成形型の交換に必要としている時間を減少させ、同時に、人間工学的観点から安全性の高い機械を提供する。
【解決手段】熱可塑性プラスチックで形成された容器の製造の為の機械において、その使用状態が、固定装置を制御する為に第1の作動装置76を使用することと、それによって成形型ユニットが装備される開/閉装置を制御する為に第2の作動装置78を使用すること、を選択できる制御モジュール70と、選択的に対応される少なくとも1つの成形型ユニットを備えている。
(もっと読む)
多層構造体、延伸多層構造体、多層中空容器および製造方法
【課題】延伸性および外観に優れたガスバリア性成形体を提供する。
【解決手段】下記の一般式(1)で表される1,2−ジオール構造単位を有するエチレン−ビニルエステル系共重合体ケン化物(A)層とアミド化合物を含有するポリオレフィン系樹脂(B)層を有し、(A)層の少なくとも片面に(B)層を設けてなる多層構造体および延伸多層構造体を用いる。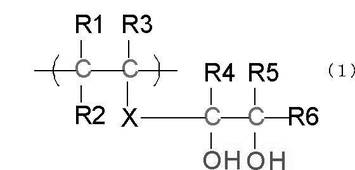
[一般式(1)において、R1、R2、及びR3はそれぞれ独立して水素原子または有機基を示し、Xは単結合または結合鎖を示し、R4、R5、及びR6はそれぞれ独立して水素原子または有機基を示す。]
(もっと読む)
型固定装置、熱成形装置、及び、型固定方法
【課題】熱成形用の型をベース体に固定し易くすることを課題とする。
【解決手段】樹脂成形材料S1を熱成形するための型40をベース体50に固定するにあたり、前記ベース体50に固定されるときに該ベース体50と接触する型側接触面41aを前記型40に設け、前記型40を固定するときに該型40と接触するベース側接触面50aを前記ベース体50に設け、前記ベース側接触面50aに負圧を作用させて該ベース側接触面50aに前記型側接触面41aを密着させることにより前記ベース体50に前記型40を固定する。
(もっと読む)
多層容器
【課題】食品容器において、酸素バリヤー性を向上させて食品保存性を確保出来るとともに、耐熱性及び高透明性を確保する。
【解決手段】A−PET層/機能性樹脂層/シーラント層からなる多層シートを加熱して一軸一次延伸後一次延伸多層積層シート7を一次熱固定する一次延伸熱固定工程と、該一次延伸熱固定工程で作製された一次延伸多層積層シート7を熱成形機の金型13.14で加熱成形し成形による二次延伸後同じ金型内で二次熱固定する二次延伸熱固定工程とを経て製造する。
(もっと読む)
繊維強化複合材料の製造方法
【課題】強化繊維と熱可塑性樹脂とからなる繊維強化複合材料成形板の賦形と打ち抜き、またはトリミングを1工程の型締めで可能とする繊維強化複合材料の製造方法を提供すること。
【解決手段】強化繊維と熱可塑性樹脂とからなる繊維強化複合材料成形板を、熱可塑性樹脂が結晶性の場合は融点以上の温度まで、非晶性の場合はガラス転移温度以上の温度まで予備加熱し、予備加熱温度よりも低い温度でありかつ結晶性樹脂の場合は融点以下、非晶性樹脂の場合はガラス転移温度以下の一定温度に保持された金型中で賦形し、金型中の切削機能部分にて打ち抜きまたはトリミングすることを特徴とする繊維強化複合材料の製造方法。
(もっと読む)
インモールド成形用ラベル
【課題】夏期の高温環境でもラベルのブロッキング性に優れ、印刷加工時の作業性も良好で、かつ、ラベルの容器への融着強度が高い貼合容器を与えるインモールドラベル成形用ラベルの提供を目的とする。
【解決手段】熱可塑性樹脂フィルム基材層(I)の裏面に、ヒートシール性樹脂層(II)を設けたインモールド成形用ラベルであって、ヒートシール性樹脂層(II)が、ポリエチレン系樹脂と、ヒートシール性樹脂層(II)の肉厚より平均粒径が大きい有機または無機微粉末とを含有し、ヒートシール性樹脂層(II)における前記有機または無機微粉末の含有量が0.05〜10重量%であるインモールド成形用ラベル。このインモールド成形用ラベルは、印刷加工時の給排紙性や断裁における作業性に優れ、インモールド成形時の金型への挿入が容易であり、ブリスターの発生がなく、容器とラベルの融着力の高いラベル貼合容器を与える。
(もっと読む)
多層熱成形容器
【課題】 ポリプロピレン系シートを融点以下の温度で固相圧空成形することにより得られる、足部として作用する脚部が隙間なく強固に融着した多層熱成形容器を成形する。
【解決手段】 特定のエチレン−プロピレン共重合体を含むプロピレン系樹脂組成物からなるポリプロピレン系シートを、プラグアシスト成形に従った、融点以下の温度で固相圧空成形すると、シートの折り曲げにより形成される容器の脚部は、隙間なく強固に融着した状態になっている、脚部を有する容器が収得できる。
(もっと読む)
201 - 220 / 1,222
[ Back to top ]