
Fターム[4F208AG07]の内容
プラスチック等のブロー成形、熱成形 (28,606) | 一般形状、構造物品(用途物品優先) (3,312) | 中空体一般 (1,222)
Fターム[4F208AG07]に分類される特許
141 - 160 / 1,222
多層ブローボトル及びその製造方法
【課題】PEN、PET、又はPEN/PET混合物を外層とし、PPを内層とし、意匠性が高く、水蒸気バリヤ性及び耐衝撃性も高い多層ブローボトルを安価に提供する。
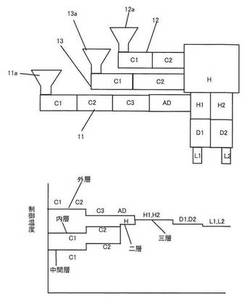
【解決手段】ダイレクトブロー成形法によって製造され、PEN、PET、及びPEN/PET混合物のいずれかを外層材とし、ポリプロピレン樹脂を内層材とし、外層材と内層材が接着剤層を介して接合された多層ボトルであって、前記内層材が、高溶融張力ポリプロピレンを重量比において40%以上含有するポリプロピレン樹脂層である多層ブローボトルであって、外層用スクリュー式押出成形機においては、成形機内の温度が吐出口に向かって低下する様に温度勾配を設け、内層用スクリュー式押出成形機及び中間層用スクリュー式押出成形機においては、成形機内の温度が吐出口に向かって上昇する様に温度勾配を設ける。
(もっと読む)
電子写真用シームレスベルトの製造方法

【課題】電子写真装置使用時に駆動安定性が高く印刷時に転写ムラがない電子写真用シームレスベルトを提供する。
【解決手段】(1)ブロー用金型内に配置した、加熱した試験管形状の結晶性熱可塑性樹脂を含むプリフォームを延伸棒を用いて該プリフォームの長手方向に延伸すると共に、該プリフォーム内に気体を流入させて該プリフォームを膨らませることによってボトル状成形物を得る工程と、(2)該ボトル状成形物を円筒型に入れ、該ボトル状成形物の内部を加圧した状態で熱処理する工程と、(3)該熱処理されたボトル状成形物の口部及び底部を切断除去して電子写真用シームレスベルトを得る工程と、を含む電子写真用シームレスベルトの製造方法において、該工程(2)が、第1および第2の熱処理工程を含む。
(もっと読む)
偏芯ボトルの製造方法
【課題】 成形ロスが無く、耐衝撃強度にも優れ、均一肉厚とすることでバリア性にも優れた偏芯ボトルの新規な製造方法を提供する。
【解決手段】 コアピン5と雌型6からなる射出成形金型3において周方向一側のみを厚肉とした有底筒状の偏肉プリフォーム2をコアピン5外周に射出成形し、その直後に軟化状態のプリフォーム2をコアピン5で保持したままブロー成形型4の偏芯キャビティ内へ移送して、該プリフォーム2をブローすることにより周方向一側が径方向外方へ比較的大きく膨らんだ偏芯ボトルをブロー成形する。
(もっと読む)
単層物および多層物、ならびに、それらの物を製造する押出し成型方法
【課題】成形可能な材料を有する単層物及び多層物、ならびに、それらの物を押出し成型する方法を提供する。
【解決手段】押出しブロー成型されたボトル37は、ネック部32と、ボディ部34とを具備する。ボディ部34は、第1のインナー層と第2の層とを具備する。第1のインナー層は、ポリエステル、フェノキシタイプ熱可塑性プラスチック、フェノキシ−ポリオレフィン熱可塑性プラスチック混合物、および、それらの組合せからなるグループから選択された第1の材料を具備する。第2の層は、未使用なPET、リサイクルされたPET、PETG、発泡体,ポリプロピレン、ポリエステル、ポリオレフィン、フェノキシタイプ熱可塑性プラスチック、フェノキシ−ポリオレフィン熱可塑性プラスチック混合物、粉砕再生スクラップ材料、および、それらの組合せからなるグループから選択される第2の材料を具備する。第2の材料は、第1の材料とは異なる。
(もっと読む)
パリソン形成方法とこの形成方法で形成したパリソンを用いるブロー成形方法
【課題】パリソンの肉厚制御と相俟って、ブロー成形に必要な長さと肉厚輪郭形状及び所望重量のパリソン安定化方法を提供する。
【解決手段】パリソンリフター80の下降速度切換位置をプログラマー10のプロファイル画面で指定されたポイントをパルス信号としてPLC演算装置110に出力する。PLC演算装置110において、パリソンリフター速度設定部130から入力されるパリソンリフター速度設定値とポイントに基づいてポイントに対応するモーター速度を求め、モータードライバー100にモーター速度指令信号を出力する。次いで、モータードライバー100で速度指令信号に基づいてサーボモーター90を駆動制御して、前記パリソンリフター80の下降速度切換位置毎で、パリソンリフター80の下降速度を増減する。この下降速度の増減と、コア30の位置変位による肉厚制御都により、所望輪郭、長さ、肉厚寸法のパリソンPを形成する。
(もっと読む)
単層物および多層物、ならびに、それらの物を製造する射出成型方法
【課題】成形可能な材料を有する単層物及び多層物ならびにそれらの物を製造する方法を提供する。
【解決手段】好ましい実施形態において、プリフォーム30の少なくとも一部は、熱バリアまたは所望の完成品(finish)を形成するために拡張することができるエキスパンダブル(拡張可能または膨張可能)な材料を具備する。プリフォーム30はブロー成型に適した温度まで加熱され、エキスパンダブルな材料の少なくとも一部は膨張する。プリフォームは容器37中にブロー成型される。一つの構成(arrangment)として、プリフォームは単層プリフォームである、他の構成として、プリフォームは、多層プリフォームである。
(もっと読む)
模様付ブロー成形品の製法およびそれによって得られる模様付ブロー成形品
【課題】容易に剥げることのない鮮明な色模様を、簡単かつ経済的に付与することのできる模様付ブロー成形品の製法と、それによって得られる模様付ブロー成形品を提供する。
【課題手段】内側に着色樹脂層1が形成されその外側に透明樹脂層2が形成された多層ブロー成形品を準備し、その外側からレーザ光を照射し、上記透明樹脂層2を通過させて着色樹脂層表面1に到達させ、その照射位置を、上記着色樹脂層1表面に沿って順次移動させることにより、上記着色樹脂層1表面に、レーザ光の照射軌跡からなる色模様(文字3、説明書き4)を現出させるようにした。
(もっと読む)
装飾膜の予備成型方法及びこの方法に用いられる加熱装置
【課題】パターンの位置決め精度を確保できる装飾膜の予備成型方法及びこの方法に用いられる加熱装置を提供する。
【解決手段】パターンが形成されている予備成型しようとする装飾膜20を下型12及び上型を有する高圧金型10の空洞部122にセットし、加熱装置30を高圧金型の上型と下型との間に移入して、加熱装置の押圧部34で装飾膜のパターンが所在するエリアを押圧し、加熱装置の加熱部32で装飾膜を持続的に加熱することにより、装飾膜を軟化させて空洞部の成形面に貼着させ、加熱装置を上型及び下型の間から退出させた後に、上型及び下型を型締めして、上型が提供する熱量により装飾膜をさらに軟化させて、装飾膜を空洞部の成形面に完全に貼着させて所望の形状に成型し、装飾膜を冷却してから、型開きして予備成型された装飾膜を取り出す。
(もっと読む)
キャリアテープの成形方法
【課題】
間接過熱方式により樹脂テープを加熱する方式の成形方法で、ポケット形状に応じて、連続して高精度な寸法のポケットを有し、テーピング工程、実装工程での安定搬送が可能なキャリアテープを製造する。
【解決手段】
一定幅にスリットされた樹脂テープの、部品収納用ポケット成形部分を間接加熱方式で加熱し、ポケット成形用金型で電子部品収納用のポケットを成形するキャリアテープの製造方法において、前記間接加熱熱源と樹脂テープの間のテープの両側端部に加熱エリアガイド板を設け、テープ幅方向の加熱エリアを制限することを特徴とするキャリアテープの製造方法である。間接加熱工程の熱源は、熱風ヒーター方式であることが好ましい。
(もっと読む)
発泡ブロー成形方法
【課題】発泡倍率の高いプラスチックのブロー成形体を製造する方法を提供する。
【解決手段】プラスチックが発熱性発泡剤を含み、型締め後、第1段階としてパリソン1と金型2,3の間のキャビティ4内の空気を吸引して減圧し、同時に大気に連通するブローピン7からパリソン1内部に空気を吸い込ませて、パリソン1を金型2,3の内面に密着するまで膨らませる。続いて、キャビティ4内の減圧を継続しながら、第2段階としてブローピン7からパリソン1内部の空気を吸引し、パリソン1内部を減圧する。キャビティ4内及びパリソン1内部の減圧状態を維持したままパリソン1を冷却させ、最後に減圧状態を解除し、型開きして製品を取り出す。
(もっと読む)
非油性内容物用オレフィン系樹脂ボトル
【課題】ケチャップ等の非油性の粘稠な内容物に対して、底壁内面での滑落性が向上したダイレクトブロー成形オレフィン系樹脂ボトルを提供する。
【解決手段】ダイレクトブローにより形成され且つオレフィン系樹脂の最内層を含む多層構造を有している非油性内容物用オレフィン系樹脂ボトルにおいて、ボトルの胴部壁の下端が、該ボトルを正立保持したときの接地部を含む周状接地面30となっており、周状接地面30で囲まれている底壁17には、パーティングラインXを含む位置に、周状接地面よりも高い上げ底部31が形成されており、周状接地面30該上げ底部31との間に形成される傾斜壁33は、該周状接地面に対して底壁中心Oを含む垂直断面でみて、水平面に対する該傾斜壁接線の傾斜角の最大角度が30度以上に傾斜した内面を有しており、底壁17を周状接地面30を含む水平面に投影したとき、該投影面を占める該上げ底部31の投影面の面積割合が45%以下となっている。
(もっと読む)
生分解性容器の製造方法およびその製造方法により製造された生分解性容器
【課題】表面が生分解性フィルムで被覆された生分解性容器を生産性よく製造できる生分解性容器の製造方法を提供すること。
【解決手段】生分解性容器の製造方法は、ヒータを内蔵すると共に真空引きするための真空引き孔が形成された嵌合可能な一対の雄型4と雌型5とからなる発泡成形用の金型を用い、雄型4と雌型5の表面にそれぞれ生分解性フィルム3を真空引きにより密着させてプレフォームしつつ生分解性材料を介在させて前記雄型4と雌型5を嵌合させ、前記雄型4と雌型5が嵌合した金型内で生分解性材料を加熱して発泡・焼成することにより発泡基材層の成形と同時に前記基材層の表面を前記生分解性フィルム3で被覆する工程を備える。
(もっと読む)
光拡散ポリカーボネート用ブロアタイプの射出金型と射出方法
本発明は最近広く使用されている光拡散ポリカーボネート(PC)を容易に成形して製作することができるようにする光拡散ポリカーボネート用ブロアタイプの射出金型とその射出方法に関する。
かかる本発明は光拡散に優れた光拡散ポリカーボネート(PC)をブロアタイプで射出して製作することで、球形態の照明器具を容易に製作することができ、様々な形態の光拡散ポリカーボネート(PC)用の照明器具を廉価で製作することができ、これによって様々な形態の街灯を供給することができる。
(もっと読む)
多層インジェクションブロー成形品及び多層インジェクションブロー成形品の製造方法。
【課題】環状オレフィン系樹脂層とガスバリア性の高いガスバリア性樹脂層とを有し、水蒸気バリア性、ガスバリア性が極めて高く、さらに透明性の高い多層インジェクションブロー成形品及び当該多層インジェクションブロー成形品の製造方法を提供する。
【解決手段】環状オレフィン系樹脂層(A)とガスバリア層(B)と環状オレフィン系樹脂層(C)とが順次配置される構成を含む3層以上の積層構造を有し、ガスバリア層(B)は、ガスバリア性樹脂を含み、当該ガスバリア性樹脂の冷結晶化温度が、上記環状オレフィン系樹脂層(A)及び(C)に含まれる環状オレフィン系樹脂のガラス転移温度よりも高くなるように材料選択を行う。
(もっと読む)
発泡ポリエチレンテレフタレートシート成形品の製造方法
【課題】成形にかかるコストを抑えつつ、成形品の品質の低下を抑制すること。
【解決手段】発泡ポリエチレンテレフタレートシート成形品の製造方法は、高結晶化度の発泡ポリエチレンテレフタレートシートを成形可能な状態に軟化するまで加熱を行うステップS2と、成形可能な状態に軟化するまで加熱された高結晶化度の発泡ポリエチレンテレフタレートシートを、熱変形温度に加熱された成形型により成形するとともに、成形品となる成形品部P1の周辺に当該成形品部に加わる力を抑制する抑制部P2の成形を行うステップS3と、を有する。
(もっと読む)
深絞り成形同時転写用二軸延伸ポリエテルフィルム
【課題】 深絞り成形性に優れ、光沢ムラの少ないマット調外観の成形品を得ることのできる深絞り用成形同時転写用二軸延伸ポリエテルフィルムを提供する。
【解決手段】 イソフタル酸単位を5〜25モル%含む共重合ポリエステルからなり、少なくとも一方の表面に平均粒子径2.0〜20μmの粒子を0.1〜10.0重量%含有する厚さ4.0〜20μmの粒子含有の共押出層を有することを特徴とする深絞り成形同時転写用二軸延伸ポリエテルフィルム。
(もっと読む)
ブロー成形容器
【課題】 本発明はデラミボトルにおいて、底シール部を利用して通気孔を開設すると共に、内層により形成される内袋の底部の上方への引き上がりを防止するための底シール部の構成を創出することを技術的課題とするものである。
【解決手段】 外殻を形成する外層と、外層と剥離自在に積層され、減容変形自在な内袋を形成する内層とから形成され、底部の底面に、ブロー割り金型のピンチオフ部により筒状のパリソンを偏平に押し潰してパーティングラインに沿って、外層と内層が積層した一対のリブ片を、両内層を介して融着させて突条状に形成される底シール部を有する容器において、底シール部の左右の両端部を、一方のリブ片から他方のリブ片に圧入させて食込み部を形成し両リブ片を相互に噛合うようにさせた固定領域とし、また底シール部の中央領域に外層と内層を剥離させた通気孔を開設する構成とする。
(もっと読む)
エンボスキャリアテープ及びその製造方法ならびに包装部品巻回体
【課題】部品収納部へ部品を容易に収納できると共に、部品収納部での部品の収納状態を安定化できるエンボスキャリアテープ及びその製造方法ならびに包装部品巻回体を提供する。
【解決手段】長尺状の樹脂製の基材シート2の一方の面に開口する凹形状の部品収納部10が、基材シート2の他方の面に膨出して設けられたエンボスキャリアテープ1において、前記基材シート2の前記他方の面には、任意の部品収納部10の外周縁11に、前記任意の部品収納部10を挟んで一対の第一の溝部20が形成され、前記第一の溝部20は、その深さが前記基材シート2の厚みより小さく、前記基材シート1の幅方向に延びることよりなる。
(もっと読む)
プロピレン系樹脂シート
【課題】高い透明性を有し臭気のないプロピレン系樹脂シートを提供する。
【解決手段】プロピレン系重合体(A)100重量部に対し、特定の環状リン酸エステルの金属塩系造核剤(B)0.01〜0.5重量部と高級脂肪酸アルミニウム塩(C)0.01〜0.5重量部を含有するプロピレン系樹脂組成物からなることを特徴とするプロピレン系樹脂シート。
(もっと読む)
合成樹脂製ボトルのブロー成形方法
【課題】合成樹脂製ボトルの底部を均一に延伸することができて薄肉化と強度及び耐熱性の向上とを両立させることができ、しかも、比較的少ない工程数で低コストの合成樹脂製ボトルを得ることができる合成樹脂製ボトルのブロー成形方法を提供する。
【解決手段】底部金型17を第1の所定位置よりも下方の第2の所定位置に位置させた状態で、延伸膨出工程により、胴部金型16内のプリフォーム1aに内圧を付与し、下部を下方に膨出させた底部膨出部1cを有する中間成形体1bを形成させる。このとき、底部膨出部1cは、底部金型17に非接触或いはリブ成形部25の少なくとも一部を残して底部金型17に当接する。続いて底部成形工程により底部金型17を第2の所定位置から第1の所定位置に移動させ、底部膨出部1cを突き上げ、底リブ9を成形しつつ底凹部7を形成させる。
(もっと読む)
141 - 160 / 1,222
[ Back to top ]