
Fターム[4G054AA01]の内容
プレス成形、コンベアを利用した成形 (2,780) | 成形体を構成する材料 (833) | 水硬性材料 (163)
Fターム[4G054AA01]の下位に属するFターム
石膏 (6)
Fターム[4G054AA01]に分類される特許
121 - 140 / 157
硬化組成物及び硬化体の製造方法
【課題】本発明は、重量変化、及び、寸法の収縮が小さく、短時間で所定の製品強度を得ることが出来、更に、外観品質や強度等の性能に優れた生産性の高い硬化体の製造方法を提供することを可能にすることを目的としている。
【解決手段】スラグ粉末または製紙スラッジ粉末100重量部と、メタケイ酸ナトリウム含水塩60重量部以上、且つ150重量部以下からなることを特徴とする硬化組成物をドライブレンドした後、熱間プレス成形することを特徴とする硬化体の製造方法とする。
(もっと読む)
屋外用構築材及びその製造方法
【課題】 強度・耐久性に優れているばかりか、空隙部および浸透性を備え、雨水などを保水して地表の乾燥を回避するとともに気化熱による冷却効果を発揮することができ、更に、透水性にも優れた屋外用の構築部材およびその製造方法を提供する。
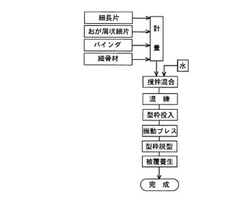
【解決手段】 屋外用構造材を短径が1mm〜5mmの木質細片100体積部に対し、比表面積5000cm2/g以上の粉末度を有するセメント系バインダ25〜35体積部及び細骨材として砂25〜35体積部、及び20〜25体積部の水を混練したものをブロック状に成型・固化してなり、空隙率を25〜35%とした。
(もっと読む)
セメント系押出成形用組成物
セメント系押出成形用組成物は、水硬性物質、押出助剤、骨材および繊維からなる組成物100重量%中に水を外割で15〜45重量%、および一般式〔1〕で表されるポリオキシアルキレン誘導体であり、かつ1%水溶液曇点が40℃以上であるポリオキシアルキレン誘導体を外割で0.01〜2.0重量%添加する。
(Zは2〜8個の水酸基を含有する化合物の残基、R1、R2は水素原子、炭素数1〜18の炭化水素基であり、A1Oは炭素数2のオキシアルキレン基であり、A2Oは炭素数3〜8のオキシアルキレン基であり、A1O、A2Oのオキシアルキレンはランダム状でもブロック状でもよく、a+b+c+dは1〜300であり、a+c:b+d=99:1〜2:8であり、l+m=2〜8である。)  (もっと読む)
(もっと読む)
建築用軽量ボードの製造方法および製造装置

【課題】 建築用多層軽量ボードを特に簡単で且つ安価な手段で製造することができる方法および装置の提供。
【解決手段】 この課題は、コア層(2)および該コア層(2)の少なくとも1つの主要面に配置された被覆層(3a;3b)を有するセメントベースの建築用多層軽量ボードの連続的製造方法において、以下の方法段階:
− 生コンクリートのコア層を連続的に移動する第一の支持体の上に生コンク リートを適用して製造し、
− 被覆層(3b)を連続的に移動する第二の支持体の上に製造しそして予め形成された被覆層(3b)をコア層(2)の上に載せ、
− この層帯状物を個々のボードに切断し、
− 該ボードを凝固させ、
− 場合によってはそのボードを乾燥させる
ことを特徴とする、上記方法によって解決される。
(もっと読む)
ポリマー複合セメント板の製造方法
【課題】 自然で複雑な意匠表現で凹凸模様を形成することができ、しかも複数の色で表面を形成することができるようにする。
【解決手段】 セメントと水と油性物質とを主成分とするセメント含有逆エマルジョン組成物からなる異色のセメント系成形材料を複数層積層して板状に成形する。この成形板1の表面を密閉しない状態で養生することによって、表面に硬化不良を生じさせながら硬化させる。この後、表面の硬化不良部分2を除去して凹凸模様3を形成する。成形板1を養生硬化する過程において成形体1の表面から水が蒸発すると、表層部分の水和硬化が充分に進行しなくなり、成形板1の表面に硬化不良部分2が生じ、硬化不良部分2の除去で凹凸模様3を形成することができる。また複数層に跨って硬化不良部分2を形成させることによって、凹凸模様3の部分に異色の複数層を露出させることができ、複数の色で表面を形成することができる。
(もっと読む)
メーソンリブロックおよび重なる面を有するメーソンリブロックを作成する方法
モールドアセンブリを使用するメーソンリブロックマシーンによってモールドされたメーソンリブロックであって、該モールドアセンブリは、複数のライナープレートを有し、該複数のライナープレートのうちの少なくとも一つは可動であり、該メーソンリブロックは、第1の横面と、第1の横面と対向する第2の横面と、第1の横面を第2の横面に接合する第1の主面と、第1の主面と対向する第2の主面であって、第1の横面を第2の横面に接合する第2の主面と、第1の主面を第2の主面に接合する第1の端面と、第1の端面と対向し、第1の主面を第2の主面に接合する第2の端面とを備え、第1の端面は同様のメーソンリブロックの非平面端面と嵌合し、重なるように構成された非平面端面を備え、かつ、該非平面面のネガティブを有する可動なライナープレートの動作を通して、モールディングプロセスの間に形成される、メーソンリブロック。 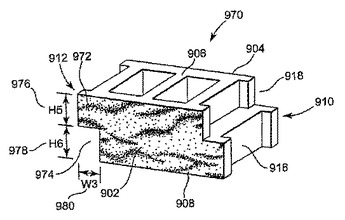 (もっと読む)
(もっと読む)
メーソンリブロックおよびモールドされたユーティリティ開口部を有するメーソンリブロックアセンブリ
本発明の一実施形態は、モールドアセンブリを使用するメーソンリブロックマシーンによってモールドされたメーソンリブロックであって、該モールドアセンブリは、複数のライナープレートを有し、該複数のライナープレートのうちの少なくとも一つは移動可能である、メーソンリブロックを提供する。メーソンリブロックは、第1の横面と、第1の横面と対向する第2の横面と、第1の横面と第2の横面との間でメーソンリブロックを介して伸びている少なくとも一つの開口と、第1の横面と第2の横面とを接合する第1の端面と、第1の端面と対向する第2の端面であって、第1の横面と第2の横面とを接合する第2の端面と、第1の端面と第2の端面とを接合する接合する第1の主面と、第1の主面と対向する第2の主面であって、第1の端面と第2の端面とを接合する第2の主面とを含む。 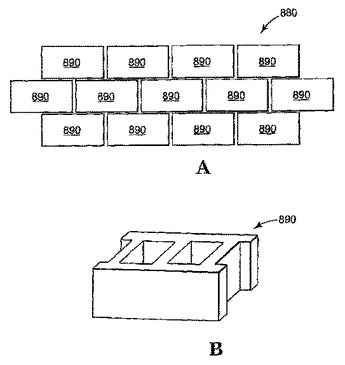 (もっと読む)
(もっと読む)
セメント硬化体の製造方法
【課題】メチルセルロースを含むセメント組成物を押出成形した後養生硬化することによりセメント硬化体を製造するにあたり、セメント組成物の高い成形性を確保すると共にメチルセルロースによるセメント組成物の硬化阻害を著しく抑制して生産性を向上し、併せて材料コストも低減する。
【解決手段】メチルセルロース、ナフタレン系分散剤及びポリカルボン酸系分散剤を含むセメント組成物を押出成形し、この成形物を養生硬化する。これにより、メチルセルロースに加えて上記分散剤を含有させることで、メチルセルロースの使用量を低減してもセメント組成物に高い粘度を付与することができる。更に、セメント組成物中ではナフタレン系分散剤がメチルセルロースと反応することでメチルセルロース中のOH基を低減しながら、セメント組成物の高い保水性を維持することができる。
(もっと読む)
押出成形装置
【課題】セメント系成形材料を押出すと共に押し出された成形物の表面をロール型と接触させることで表面成形を行うにあたり、ロール型の周面の表面形状にかかわらずこのロール型の表面全体に高い離型性を付与する。
【解決手段】離型油5が貯留される貯留部6と、前記貯留部6に離型油5を供給する供給手段とを具備する。ロール型4として、その周面4aが貯留部6に貯留されている離型油5と接触してから成形物3の表面と接触するように回転するものを設ける。ロール型4の周面4aは貯留部6に貯留されている離型油5と接触することにより、その周面4aの表面形状にかかわらずその全面に亘り離型油5が十分に塗布され、その状態で成形物3と接触して表面成形を行うことができる。
(もっと読む)
複合材の製造法
【課題】 防音性(遮音・吸音)、防火・耐火性、軽量性、優れた圧縮および引張り強度(優れた可塑変形性)、通湿性等を有し得、構造耐力面材としても使用しうる複合材を提供する。
【解決手段】 無機系の板もしくはシート材を得るための原料組成物(I)に、木質系繊維もしくは合成高分子系繊維を配合して得られる、木質系繊維もしくは合成高分子系繊維に富む原料組成物(II)を板もしくはシート状に形成したグリーンボディ(II)を得、該原料組成物(I)を板もしくはシート状に形成したグリーンボディ(I)と該グリーンボディ(II)とを積層し、ついで水熱もしくは硬化養生処理して、3点曲げ試験においてクロスヘッド速度が5mm/分から50mm/分に増加しても、ひずみ可塑変形量が増加する特性を有する複合材を得ることを特徴する複合材の製造法。
(もっと読む)
擬石の製造方法
【課題】擬石を短時間で大量に製造できる擬石の製造方法の提供を課題とする。
【解決手段】本発明の擬石の製造方法は、少なくとも、セメント、細骨材、粗骨材、水を練り混ぜて流動性を調整することにより、所定の形状を自己保持できると共に、内部に空隙が発生するのを抑制可能なコンクリート材料19を形成し、このコンクリート材料19を加圧して脱水する。コンクリート材料19が所定の形状を自己保持できるので、プレス成型が容易になる。コンクリート材料19の水分が少ないので、プレス成型後に型枠17を直ぐに脱型できると共に、養生期間を短くできる。これにより、一個の型枠17で短時間に大量の擬石を製造できる。また、コンクリート材料19内に空隙が発生するのを抑制できるので、緻密な組成を有する高品質な擬石を製造できる。
(もっと読む)
瓦の成形装置及び成形方法
【課題】 一側から差込自在な差込空間を有する鉤状の係合凸部を有する瓦を、1工程で成形可能にする。
【解決手段】 一側から差込自在な差込空間(20)を有する鉤状の係合凸部(16)を有する瓦を成形する装置であって、金型(30)は原料投入空間であるキャビティ(31)を形成する上型(32)及び下型(33)から成り、下型(33)は瓦(1)の裏面を成形するものとし、上型(32)は瓦(1)の表面を成形するものとする。上型(32)に係合凸部(16)を形成する凸部形成部(35)を切欠形成し、凸部形成部(35)の外側に側枠の一部としての外部形成部(36)を設置し、外部形成部(36)の外側に配置した部分形成型(34)に、差込空間(20)に相当する形状の押圧成形部(37)を外部形成部(36)を貫通して凸部形成部(35)方向に進退自在に配置した。
(もっと読む)
無機成形体の製造方法
【課題】 生産性に優れ、耐水性、耐凍結性が良好であり、建築資材として有用な無機成形体の製造方法を提供すること。
【解決手段】 SiO2 −Al2 O3 系無機質粉体、アルカリ金属珪酸塩、及び水を含む硬化性無機質組成物からなる成形材料を押出成形し、押出される成形材料4にロール3を接触させて凹凸模様などの意匠模様41を施す無機成形体の方法であって、少なくとも成形材料に接触する部分が樹脂製もしくはゴム製のロール3を用い、このロール3に水溶性界面活性剤の水溶液を塗布して意匠模様を施す。
(もっと読む)
コンクリート製残存型枠、同残存型枠製造用金型及び同残存型枠の製造方法
【課題】 引き抜き強度を高めることができる残存型枠を提供することを課題とする。
【解決手段】 コンクリート打ち込みのための型枠を、コンクリートが凝固した後も撤去しないで残存させるコンクリート製残存型枠10であり、この残存型枠10は、裏面13に、勾配が1/100〜1/10である基本凹部16を複数個設けたことを特徴とする。
【効果】 基本凹部16は勾配が極く小さいため、この基本凹部に流れ込んだコンクリートにより、引き抜き強度を高めることができる。仮に引っ張り金具を設けるにしても、引っ張り金具の径を小さくすることができ、引っ張り金具の軽量化を図ることができる。
(もっと読む)
セメント系成形品の製造方法
【課題】セメント含有逆エマルジョン組成物からなるセメント系成形材料をプレス成形して屋根瓦等の外装建材といったセメント系成形品を得るにあたり、プレス成形後、型開き時に優れた離型性を得ることができ、且つ離型剤を用いる場合の成形性の悪化を防止することができるセメント系成形品の製造方法を提供する。
【解決手段】セメントと水と油性物質を主成分とするセメント含有逆エマルジョン組成物からなるセメント系成形材料1を用い、プレス成形にてセメント系成形品を製造する方法に関する。成形型3におけるプレス面4の少なくとも一部の領域に予め無機粉体2を付着させた状態で前記成形型3にてセメント系成形材料1をプレスして成形する。これにより、型開き時にプレス面における無機粉体を付着した領域と成形体との間の離型性が非常に良好なものとなる。またキレやシワの発生も防止される。
(もっと読む)
湾曲押出品の製造方法、およびその成形装置
【課題】 押出機のダイから押し出される成形材料に対し簡易かつ正確に必要な湾曲形状を付与でき、しかも押し出された湾曲成形物を引取りの際に変形させずに均質で正確な形状の湾曲押出成形品を製造できる画期的方法とそのための成形装置を提供する。
【解決手段】 押出機回転ダイの可動口金部の向きを、当該押出機の押出方向の中心軸に対し任意の角度横振り回転させる手段と、この可動口金部から成形素材を傾斜押し出し、同成形素材を前記可動口金部の指向する円周方向へ当該押出速度と同じ速度で回転運行するターンテーブル上に乗載して円弧方向に搬送案内する手段とを採用した。
(もっと読む)
エンボス模様付押出成形セメント板の製造方法及びその装置
【課題】転写される意匠に崩れの生じないエンボス模様付押出成形セメント板の製造方法及びその装置を提供し、高い意匠再現性を得る。
【解決手段】口金11から押し出されながら連続搬送される生板21の表面にエンボス模様を付与するエンボス模様付押出成形セメント板の製造方法であって、口金11から押し出される生板21を搬送手段13で受け取りながら搬送し、この生板21を先端から所定長さの単体生板21bに切断して搬送し、単体生板21bの表面にエンボスローラ17を回転かつ振動させながら押し当ててエンボス模様を付与する。
(もっと読む)
押し出し成形装置
【課題】 一定厚みの模様付きの無機質板を製造しやすく、また、設備費を低く抑えることができる押し出し成形装置を提供する。
【解決手段】 口金1の押出口2の上方にロール型3を設ける。押出口2から押し出し成形された水硬性組成物のシート状物4の表面にロール型3を押し付けて凹凸模様を形成する押し出し成形装置に関する。ロール型3と対向する位置で押出口2の下側の全長に亘って可動プレート5を設け、この可動プレート5を上下動自在に形成する。可動プレート5を上下動させることにより、ロール型3と可動プレート5の隙間をシート状物の厚みに応じて調整することができる。
(もっと読む)
無機成形体の製造方法
【課題】強度に優れた、建築材料等に用いることができる無機成形体の製造方法を提供する。
【解決手段】SiO2―Al2O3系無機質粉体(A)、アルカリ金属珪酸塩(B)、水(C)及び繊維(D)を含む成形材料から、混合・混練工程(i)、押出・注型工程(ii)、馴染み工程(iii)、養生工程(iv)及び乾燥工程(v)を経て無機成形体を製造する方法であって、
押出・注型工程(ii)では、前記成形材料を押出しながら、押出された成形材料を押出し速度と略同一の速度で動く型枠上に引き取ることにより、型枠上に略均一に成形材料を注型し、引き続いて、馴染み工程(iii)では、注型された成形材料を型枠に馴染ませることを特徴とする無機成形体の製造方法などを提供した。
(もっと読む)
成形型及びこれを用いた無機質板の製造方法
【課題】セメント系無機質材料に成形面を押圧して成形面の形状を転写成形する成形型について、この成形型とセメント系無機質材料との間の良好な離型性の確保を、簡便な手法にて容易に達成することができる成形型を提供する。
【解決手段】成形型1の成形面3を多孔性樹脂にて形成することから、成形面3に切削加工等を施すことで成形面3に容易に凹凸形状を形成すると共に、それと同時に成形面3に微細な凹凸を形成することができる。これにより、成形面3に離型油を供給した場合の成形面3と離型油との馴染み性が高くなり、成形面3とセメント系無機質材料5との間の離型性を著しく向上することができる。
(もっと読む)
121 - 140 / 157
[ Back to top ]