
Fターム[4K029BA54]の内容
Fターム[4K029BA54]に分類される特許
21 - 40 / 274
垂直磁気記録媒体,その製造方法,及び磁気記録再生方法
【課題】ビットパターンを高密度に集積した場合にも,熱安定性と記録性に優れ,ビットパターンのトラック周期よりも広い記録素子及び再生素子の磁気ヘッドを用いることができるようにする。
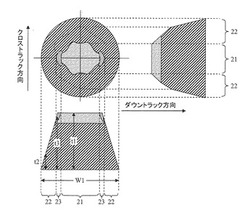
【解決手段】円錐台状の記録ビットの下層に垂直磁気異方性の大きい熱安定層を,上層に飽和磁束密度の大きい高出力層を備える。外周部は高出力層を除去して熱安定性を向上した熱安定性領域22とし,中心部は再生領域21とする。また,外周部と中心部の間に垂直磁気異方性と飽和磁束密度を小さくした反転制御領域23を設ける。
(もっと読む)
耐付着性に優れる被覆金型およびその製造方法

【課題】耐付着性に優れる被覆金型およびその製造方法を提供する。
【解決手段】表面に硬質皮膜を被覆した金型であって硬質皮膜はその金型基材側に被覆したTiまたはTiの窒化物、炭化物、炭窒化物の何れかからなるa層と、金型表面側に被覆したAlxCrySizの窒化物(但し、x、y、zは原子比、x+y+z=100、x>y、3≦z<20)からなり硬度が35GPa以上であるb層と、a層とb層の間に配置され、a層側からb層側に向かってTi比率が減少するTiと、前記a層側から前記b層側に向かって前記b層のSi比率に近づくように増加するSiとを含むAlvCrwの窒化物(但し、v、wは原子比、v>w)からなる中間層とを有し、
表面粗さがRa0.1μm以下、Rz0.8μm以下、ロックウエルを用いて押圧した場合に、圧痕の外周から径方向に生ずる剥離における最大サイズが50μm以下である耐付着性に優れる被覆金型。
(もっと読む)
耐摩耗性と摺動特性に優れた被覆部材およびその製造方法
【課題】苛酷な使用環境下で使用される切削工具や金型や自動車部品等の部材において、耐摩耗性と摺動特性が優れる被覆部材およびその製造方法を提供する。
【解決手段】スパッタリング法によって被覆した硬質皮膜を表面に有する被覆部材であって、該硬質皮膜は原子比でSiよりもCが多いSiC皮膜であり、該硬質皮膜の組織は六方晶構造相を含有し、X線光電子分光分析において、炭素と珪素の結合に帰属する結合エネルギー283〜285eVのピークと、炭素と炭素の結合に帰属する282〜284eVのピークが存在する摺動特性に優れた被覆部材である。
(もっと読む)
切削工具用硬質被膜及び硬質被膜被覆切削工具
【課題】優れた耐摩耗性及び耐溶着性を兼ね備えた切削工具用硬質被膜を提供する。
【解決手段】エンドミル10をはじめとする切削工具の表面に被覆して設けられる硬質被膜20であって、TiaCrbAlcMo1-a-b-cの窒化物又は炭窒化物から成る単層膜であり、原子比aは0.2以上0.7以下の範囲内、bは0.01以上0.2以下の範囲内、cは0.01以上0.2以下の範囲内、1−a−b−cは0.1以上であり、且つ、総膜厚は0.2μm以上10.0μm以下の範囲内であることから、被膜中にMoを含有することで被膜表面にMo酸化物が形成され、耐溶着性に優れると共に高硬度の被膜が得られる。すなわち、優れた耐摩耗性及び耐溶着性を兼ね備えた硬質被膜20を提供することができる。
(もっと読む)
硬質皮膜形成部材および硬質皮膜の形成方法
【課題】本発明はかかる事情に鑑みてなされたものであり、耐摩耗性に優れた硬質皮膜形成部材および硬質皮膜の形成方法を提供する。
【解決手段】基材1上に硬質皮膜4を備えた硬質皮膜形成部材10であって、硬質皮膜4は、組成がTiaCrbAlcSidYe(BuCvNw)(ただし、a、b、c、d、e、u、v、wは所定量の原子比)を満足するA層2と、組成がTifCrgAlh(BxCyNz)(ただし、f、g、h、x、y、zは所定量の原子比)を満足するB層3とを備え、A層2とB層3が交互に積層され、前記A層と前記B層の1組の積層構造を1単位としたときに、この1単位の厚さが、10〜50nmであり、かつ硬質皮膜4の膜厚が1〜5μmであることを特徴とする。
(もっと読む)
硬質皮膜形成部材および硬質皮膜の形成方法
【課題】本発明はかかる事情に鑑みてなされたものであり、耐摩耗性に優れた硬質皮膜形成部材および硬質皮膜の形成方法を提供する。
【解決手段】基材1上に硬質皮膜4を備えた硬質皮膜形成部材10(10a)であって、硬質皮膜4は、組成がTiaCrbAlcSidYe(BuCvNw)(ただし、a、b、c、d、e、u、v、wは所定量の原子比)を満足するA層2と、組成がTifCrgAlh(BxCyNz)(ただし、f、g、h、x、y、zは所定量の原子比)を満足するB層3とを備え、厚さが0.5μm以下の中間層5を介してまたは中間層5を介さずにB層3の上にA層2が積層され、A層2の厚さが0.5〜5.0μmであり、B層3の厚さが0.05〜3.0μmであることを特徴とする。
(もっと読む)
耐摩耗性に優れた硬質皮膜
【課題】高速・高能率切削が可能な、TiAlSiNよりも耐摩耗性に優れた硬質皮膜を提供する。
【解決手段】本発明の硬質皮膜は、(Ti1−a−b−c−d,Ala,Crb,Sic,Bd)(C1−eNe)からなる硬質皮膜であって、Al,Cr,Si,Bのそれぞれの原子比a,b,c,dが、0.5≦a≦0.8、0.06≦b≦0.3、0<c≦0.1、0≦d≦0.1、0.01≦c+d≦0.1およびa+b+c+d<1を満たすようにし、かつNの原子比eが0.5≦e≦1を満たすようにする。
(もっと読む)
耐久性に優れる被覆工具およびその製造方法
【課題】 切削工具や冷間および温熱間における鍛造、プレス加工といった金属の塑性加工に使用される工具において耐久性に優れる被覆工具およびその製造方法を提供する。
【解決手段】基材表面に皮膜を被覆した被覆工具であり、該皮膜は、硬度が30GPa以上であるAlCr系の窒化物または炭窒化物の硬質皮膜と、該硬質皮膜と基材の界面にある中間皮膜からなり、該中間皮膜は膜厚が2〜40nm、結晶粒子の平均幅が40nm以下のTiの金属、またはTiの窒化物、炭化物、炭窒化物の何れかからなる被覆工具である。
(もっと読む)
表面被覆部材およびその製造方法
【課題】耐久性に優れた表面被覆部材及びその製造方法を提供する。
【解決手段】表面被覆部材は、鋼系部材もしくは超硬合金部材からなる基部にPVD法によりTi、Zr、Hf、V、Nb、Ta、AlおよびCrの少なくとも1種以上の窒化物、炭化物または炭窒化物からなる第1層と、第1層上に被覆されたAl−Cr系窒化物の第2層と、または第1層上に被覆された傾斜層であるAl−Cr系窒化物の第2層を有する。表面被覆部材の製造方法は、鋼系部材もしくは超硬合金部材からなる基部にPVD法によりTi、Zr、Hf、V、Nb、Ta、AlおよびCrの少なくとも1種以上の窒化物、炭化物または炭窒化物からなる第1層を被覆し、第1層上にAl−Cr系窒化物の第2層を被覆し、または第1層上に傾斜層であるAl−Cr系窒化物の第2層を被覆することを特徴とする。
(もっと読む)
高速加工で優れた耐摩耗性を発揮する表面被覆歯切工具
【課題】高速加工ですぐれた耐摩耗性を発揮する表面被覆歯切工具を提供する。
【解決手段】 高速度鋼からなる歯切工具基体の表面に、すくい面摩耗性に優れた第一の被覆層と、逃げ面摩耗性に優れた第二の被覆層とを被覆形成した表面被覆歯切工具において、切れ刃エッジから1mmの位置における上記第一の被覆層のすくい面側の膜厚をT1、逃げ面側の膜厚をt1、また、上記第二の被覆層の逃げ面側の膜厚をT2、すくい面側の膜厚をt2とした場合に、逃げ面側の膜厚が、T2/t1>1、かつ、すくい面側の膜厚が、t2/T1<1を満足し、さらに、切れ刃エッジ部において、第一の被覆層と第二の被覆層の界面が連続して繋がっている層構造を有する。
(もっと読む)
硬質皮膜および硬質皮膜被覆工具
【課題】硬度、耐酸化性、また、靭性を向上させることで、耐摩耗性に優れる硬質皮膜およびこの硬質皮膜を用いて形成された硬質皮膜被覆工具を提供する。
【解決手段】工具の表面に被覆される硬質皮膜であって、硬質皮膜の組成がAl1−a−b−cSiaMgbMc(BxCyNz)からなり、Mは、Nb、Zr、Cr、CuおよびYから選ばれる少なくとも1種以上の元素であり、a、b、c、x、y、zが原子比であるときに、0≦a≦0.35、0≦b≦0.2、0.03≦a+b≦0.5、0≦c≦0.1、かつ、原子比で、0.9≦Al+Si+Mg、0≦x≦0.2、0≦y≦0.4、0.5≦z≦1、x+y+z=1を満足することを特徴とする。
また、硬質皮膜を用いて形成される硬質皮膜工具であって、この硬質皮膜が、前記記載の硬質皮膜であることを特徴とする。
(もっと読む)
硬質皮膜被覆切削工具
【課題】4μm以上に厚膜化した2層以上の硬質皮膜における圧縮応力を低減し、密着強度を確保し耐摩耗性に優れた硬質皮膜被覆切削工具を提供する。
【解決手段】超硬合金基材側の硬質皮膜層1および表面側の硬質皮膜層2を有し、硬質皮膜層1の組成は(AlaCr1−a)1−xNx(元素の含有量は原子比であり、0.5≦a<0.7、および0.48≦x≦0.52である。)で表され、X線回折における(111)面のピーク強度Ir、(200)面のピーク強度Isとしたとき、0.3≦Is/Ir<1であり、硬質皮膜層2の組成は、(Ti1−bSib)1−yNy(元素の含有量は原子比であり、0.01≦b≦0.15、および0.48≦y≦0.52である。)で表され、X線回折における(111)面のピーク強度Iu、(200)面のピーク強度Ivとしたとき、0.3≦Iv/Iu<1であることを特徴とする硬質皮膜被覆切削工具。
(もっと読む)
耐摩耗性と切屑排出性に優れた表面被覆ドリル
【課題】高送り・乾式の深穴用ドリル加工条件においても硬質被覆層がすぐれた耐摩耗性と切屑排出性を発揮する表面被覆ドリルを提供する。
【解決手段】ドリル基体の上に直接または中間層を介して、最表面に、(Ti1−xAlx)N(x=0〜0.6)の成分系からなる粒径制御層が存在する表面被覆ドリルであって、前記ドリルの切屑排出溝のうち、先端からドリル基体の長さに沿って直径の5倍の長さまでの領域において、被膜断面の結晶粒形状を観察した際、粒径制御層を構成する結晶粒の平均アスペクト比が、ドリル先端から後方に向けて、1〜100の範囲で漸次減少している。
(もっと読む)
耐摩耗性および耐酸化性に優れた硬質皮膜、並びに該硬質皮膜形成用ターゲット
【課題】従来の皮膜よりも耐酸化性および耐摩耗性に優れた硬質皮膜を提供する。
【解決手段】(Ala,Mb,Sic,Bd,Ti1−a−b−c−d)(C1−eNe)からなる硬質皮膜(但し、MはW及び/又はMo)であって、
0.25≦a≦0.6、
0.05≦b≦0.3、
0.01≦c+d≦0.15、
0.5≦e≦1
(a,b,c,d,eはそれぞれAl,M,Si,B,Nの原子比を示す。)
であることを特徴とする硬質皮膜。
(もっと読む)
表面被覆切削工具
【課題】基材と被膜との密着性を良好に保ち、過酷な切削条件に耐え得る表面被覆切削工具を提供する。
【解決手段】本発明の表面被覆切削工具は、基材と、該基材上に形成された被膜とを備えるものであって、基材は、硬質粒子と該硬質粒子を結合する結合相とを含み、被膜に接する硬質粒子は、被膜に接する側の表面に凹凸が形成されており、表面被覆切削工具の表面に対する法線を含む平面で切断したときの断面において、基材は、被膜に接する側の表面に位置する長さ50μmの基準線における面粗度Rmaxが1μm以上10μm以下であり、基準線における硬質粒子の凹凸を構成する凹部を挟む両端の凸部の先端を結ぶ線分Aの長さLは、10nm以上100nm以下であり、線分Aに平行でかつ凹部の最深部に接する線分Bと、線分Aとの距離Dは、10nm以上100nm以下であることを特徴とする。
(もっと読む)
せん断用金型及びその製造方法
【課題】長寿命化させたせん断用金型及びその製造方法を提供することにある。
【解決手段】本発明に係るせん断用金型1は、一対の基材の間に配置される板材2を当該基材によりせん断するせん断用金型1であって、前記基材の表面のうち、少なくとも、曲面の領域と、前記板材2の表面に対向するとともに前記曲面から前記基材の面に沿って300μmまでの領域とに、アークイオンプレーティング法により形成された硬質皮膜を備え、前記硬質皮膜は、Alと、TiおよびCrのうちの1種以上と、を含有するとともに、膜厚が1μm以上、5μm以下であり、さらに、前記曲面の領域と、前記曲面から前記基材の面に沿って300μmまでの領域と、に形成された前記硬質皮膜の表面において、長さ10mmの線分上に存在する直径20μm以上の金属粒子の個数が2個以下であることを特徴とする。
(もっと読む)
成形用工具、成膜装置および成膜方法
【課題】成形用部材の圧造の繰り返しに対する耐久性を有する成形用工具、この成形用工具を製造する成膜装置および成膜方法を提供すること。
【解決手段】成形対象部材を圧造し、成形対象部材を所定形状に成形する成形用工具1であって、所定形状に対応する凸形状をなして表面が硬質膜で覆われ、基端面からの突出角度が異なる複数の斜面からなる側面部(第1斜面11bおよび第2斜面11c)と、側面部の先端に位置する頭頂部11aとを有する成形部11と、成形部11の土台をなす基部12と、を備え、側面部における硬質膜の最小膜厚の最大膜厚に対する膜厚比を0.7以上とすることによって、圧造の繰り返しに対する耐久性を向上する。
(もっと読む)
クロム系硬質被膜、クロム系硬質被膜が表面に形成された金型、及びクロム系硬質被膜の製造方法
【課題】離型性の低下が抑制されたクロム系硬質被膜をPVD法で製造する。
【解決手段】真空チャンバ10a内の被成膜物21,22にバイアス電圧を印加しつつクロム蒸発源13a,14aと陽極13b,14bとの間にアーク放電を発生させることにより被成膜物21,22の表面にクロム層を形成する。真空チャンバ10a内に窒素を供給しつつクロム蒸発源13a,14aと陽極13b,14bとの間にアーク放電を発生させることによりクロム層の上に窒化クロム層を形成する。真空チャンバ10a内に窒素及び炭素を供給しつつクロム蒸発源13a,14aと陽極13b,14bとの間にアーク放電を発生させることにより窒化クロム層の上に炭窒化クロム層を形成する。真空チャンバ10a内に炭素を供給しつつクロム蒸発源13a,14aと陽極13b,14bとの間にアーク放電を発生させることにより炭窒化クロム層の上に非晶質の炭化クロム層を形成する。
(もっと読む)
プラズマ雰囲気下での成膜方法及び成膜装置
【課題】被処理材のプラズマダメージを低減できるプラズマ雰囲気下で、被処理材上に成膜原料を効率的に成膜できる成膜方法及び成膜装置を提供することにある。特にガスバリア膜の成膜方法及び成膜装置を提供する。
【解決手段】プラズマ雰囲気下でイオン化した成膜原料を被処理材1上に堆積させる成膜方法であって、磁力線2が被処理材1の成膜面3から離れる方向9に向く磁場環境を形成し、その磁場環境で被処理材1の成膜面3に成膜原料を堆積させる。このときの磁力線2の向きは、磁石のN極からS極に向かう磁力線の向きであって、プラズマを構成する荷電粒子4を成膜面3から離れる方向9にはね返す向きである。そうした磁力線2は、永久磁石又は電磁石のN極を成膜原料が供給される側に近い側に配置し、S極を遠い側に配置する等して実現できる。
(もっと読む)
切削工具用硬質皮膜
【課題】従来のAlCrN皮膜に比し、焼入れ鋼を含む鉄鋼材料に対する耐摩耗性が向上する極めて実用性に秀れた切削工具用硬質皮膜の提供。
【解決手段】基材上に形成された切削工具用硬質皮膜であって、第一皮膜層と第二皮膜層とが交互に各5層以上積層して成る多層皮膜層を含み、第一皮膜層は金属及び半金属成分が原子%でAl(100−x−y−z)Cr(x)V(y)B(z)(ただし、20≦x≦40,2≦y≦15,2≦z≦15)と表され、非金属元素としてNを含み不可避不純物を含むものであり、第二皮膜層は金属及び半金属成分が原子%でAl(100−α−β−γ−δ)Cr(α)V(β)Ti(γ)B(δ)(ただし、20≦α≦40,2≦β≦15,0.5≦γ≦10,2≦δ≦15)と表され、非金属元素としてNを含み不可避不純物を含むものであり、この硬質皮膜全体の膜厚を1μm以上7μm以下とする。
(もっと読む)
21 - 40 / 274
[ Back to top ]