
国際特許分類[B23K26/00]の内容
処理操作;運輸 (1,245,546) | 工作機械;他に分類されない金属加工 (71,475) | ハンダ付またはハンダ離脱;溶接;ハンダ付または溶接によるクラッドまたは被せ金;局部加熱による切断,例.火炎切断:レーザービームによる加工 (42,379) | レーザービームによる加工,例.溶接,切断,穴あけ (14,635)
国際特許分類[B23K26/00]の下位に属する分類
加工物の位置決めまたは観察,例.照射点に関するもの;レーザービームの軸合せ,照準,焦点合せ (3,130)
レーザービームと加工物の相対移動を有する装置 (1,691)
特定の雰囲気で行なうもの,例.容器内で行なうもの (195)
流体を用いるもの,例.レーザービームに関連してガスジェット流を用いるもの (569)
副次物の除去,例.加工中に生ずる微粒子または蒸気の除去 (234)
加工される材料上に吸収層を用いるもの,例.対象物をマーキングまたは保護するもの (223)
結合,例.溶接 (1,551)
接合以外の目的の溶接,例.肉盛溶接 (160)
材料の除去 (2,948)
予備処理;補助操作または補助装置 (407)
国際特許分類[B23K26/00]に分類される特許
71 - 80 / 3,527
透明配線板及びこれを用いた入力装置
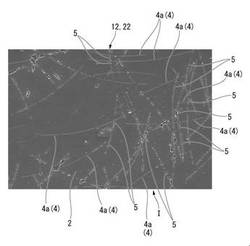
【課題】導電パターンが視認されにくい透明配線板及びこれを用いた入力装置を提供すること。
【解決手段】絶縁性を有する透明基体2、及び、導電性を有する金属繊維からなり透明基体2内に配設された網状部材、を備える透明導電膜12、22と、シート状をなし、少なくともその厚さ方向を向く一方の面に透明導電膜12、22が設けられた基材と、を備えた透明配線板であって、透明基体2には、網状部材が配置される導電部と、網状部材が部分的に除去されることにより、金属繊維4a同士が絶縁されるように配置された絶縁部Iと、が設けられ、絶縁部Iの金属繊維4aは、所定方向に沿うように延びていることを特徴とする。
(もっと読む)
レーザ溶接方法

【課題】第1の目的として割れやひけなどの溶接欠陥が抑制され、第2の目的として狙い裕度を拡大できる、溶接方法を提供するものである。
【解決手段】接合される二つの棒状の被接合部材1を重ね合わせ、先端の分岐した谷部を設け、前記谷部にレーザ光4を照射し、谷部全体を溶融させ、球状の溶融部6を形成することを特徴とするレーザ溶接方法である。
(もっと読む)
変位センサ
【課題】被測定物の表面の反射の状態によって、変位センサの測定方式を切り換えたり、変位センサを交換したりすることを不要にする。
【解決手段】拡散反射板212は、レーザ光源231から出射され、ワーク102の加工面で正反射されたプローブ光が入射する位置に配置されている。リニアセンサ233は、拡散反射板212により拡散反射されたプローブ光がさらにワーク102の加工面で反射された第1の反射光、レーザ光源231から出射されたプローブ光がワーク102の加工面で拡散反射された第2の反射光を受光する。信号処理部234は、第1の反射光によりプローブ光がワーク102の加工面を介して拡散反射板212に入射するまでの第1の距離を検出するか、または、第2の反射光によりプローブ光がワーク102の加工面に入射するまでの第2の距離を検出する。
(もっと読む)
レーザ加工装置
【課題】容易に収束レンズが対象面に対して平行となるように設置することのできるレーザ加工装置を提供する。
【解決手段】レーザ加工装置は、第1可視光L1、及び第1可視光L1と異なる波長の第2可視光L2を出射する可視光出射ユニット21と、ガルバノスキャナの作動を制御することにより、収束レンズ14を介して載置面8a内の同一直線上に配置されない第1〜第4測定位置に向けて第1及び第2可視光L1,L2を照射する制御装置とを備えた。そして、第1及び第2可視光L1,L2を収束レンズ14の異なる位置に入射させることにより、第1〜第4測定位置へ照射された第1可視光L1と第2可視光L2とを収束レンズ14から該収束レンズ14の光軸に沿った所定距離で互いに交差させるようにした。
(もっと読む)
パルスレーザ加工装置およびパルスレーザ加工方法
【目的】パルスレーザビームの照射スポットの位置決め精度を向上させ、大型の被加工物表面の安定した微細加工とその高速化を可能にするパルスレーザ加工装置を提供する。
【構成】クロック信号を発生する基準クロック発振回路と、クロック信号に同期した第1および第2のパルスレーザビームを出射する第1および第2のレーザ発振器と、クロック信号に同期して第1および第2のパルスレーザビームの通過と遮断を切り替える第1および第2のパルスピッカーと、第1および第2のパルスレーザビームとを合波し合波パルスレーザビームを生成する合波器と、クロック信号に同期して合波パルスレーザビームを1次元方向のみに走査するレーザビームスキャナと、被加工物を載置可能で上記1次元方向に直交する方向に移動するステージと、を備えることを特徴とするパルスレーザ加工装置。
(もっと読む)
ガラス基板のスクライブ方法
【課題】簡単な方法で、クロススクライブによる分断の工程数を少なくする。
【解決手段】この分断方法は、強化ガラスをクロススクライブにより分断する方法であって、第1〜第4工程を含んでいる。第1工程は、ガラス基板において第1方向に延びる第1分断予定ラインの端部に亀裂進展を規制するための処理を施す。第2工程は、ガラス基板に対して、第1分断予定ラインに沿って、レーザ照射による加熱及び冷媒による冷却を行い、第1分断予定ラインに沿って亀裂を進展させてスクライブ溝を形成する。第3工程は、ガラス基板に対して、第2方向に延びる第2分断予定ラインに沿ってガラス基板の一端縁から他端縁まで、レーザ照射による加熱及び冷媒による冷却を行い、第2分断予定ラインに沿ってガラス基板を分断する。第4工程は第3工程によって分断されたガラス基板を第1分断予定ラインに沿って分断する。
(もっと読む)
円状及びスパイラル形の軌道において正確にタイミングを図ったレーザパルスを移動することによって穴を形成する方法。
【課題】特定可能なビーム位置決め装置加速により、円状穴開け運動を開始し終了する方法を提供すること。
【解決手段】標本からの材料の高速除去は、様々な円形50及びスパイラル状レーザツールパターンに沿ってレーザビーム軸を指向するのにビーム位置決め器を使用する。材料除去の好ましい方法は、ビームの軸と標本との間に相対運動を引き起こすこと、入口セグメント加速度で入口軌跡52に沿ってレーザビームパルス放射58が開始される標本内の入口位置54へビーム軸を指向すること、標本の円形セグメントに沿って材料を除去するために標本内の円形周囲加速度でビーム軸を移動すること、そして入口セグメント加速度を2倍未満の円形周囲加速度に設定することを要する。
(もっと読む)
高エネルギーパルス抑制方法
【課題】負荷制御音響光学変調器(AOM)に対する不規則な熱的負荷変動による、レーザビーム品質及び位置決め精度に歪みを引き起こすことなく、高繰り返しレートレーザパルス列から不規則に加工レーザパルスを捕獲する。
【解決手段】レーザは、レーザ空洞放出動作によって、かつエネルギー誤差を補償するためにダミーパルス期間を調節するためのその情報を利用することによって、工作物を任意の期間でかつ実質的に一定のエネルギーレベルで供給されるレーザパルス192で処理する。ダミーパルス194は、工作物に到達することから遮断されるレーザパルスである。第2の方法は工作物に送られるレーザエネルギー量を変動させるAOMを使用する。第3の方法は、ダミーパルス194が開始されるときはいつでも、追加のレーザ空洞充電時間を許容するために選択パルスのパルス期間200を延長することを伴う。
(もっと読む)
レーザー加工装置
【課題】加工時のダウンタイムを極力少なくして、作業効率の低下を抑制できるレーザー加工装置を提供すること。
【解決手段】被加工物Wを保持するチャックテーブル10と、被加工物Wの表面にレーザー光線を照射するレーザー光線照射手段20と、集光器22の端部に配設され加工点付近に発生する粉塵を吸引して排出する粉塵排出手段60と、を備えたレーザー加工装置1であって、レーザー光線の出力を測定する出力測定手段50と、排気に含まれる粉塵を捕捉し排気のみを排出する粉塵処理装置と、粉塵排出手段60と粉塵処理装置の間に配設された開閉バルブと、制御手段90と、を備え、レーザー光線の出力を測定する際には、制御手段90は開閉バルブを閉じ、被加工物Wのレーザー加工を行う際には、開閉バルブが開く。
(もっと読む)
加工経路におけるコーナ部を加工する制御装置
【課題】二つの主加工経路の間に円弧経路または直線経路が挿入された場合でも、コーナ部を適切に加工する。
【解決手段】加工ノズル(20)とレーザ発振器(22)とを制御する制御装置(10)は、互いに隣接する二つの主加工経路と、主加工経路の両方に連続する一つまたは複数の円弧加工経路または直線加工経路とを加工プログラム(11)から解析する解析部(12)と、二つの主加工経路がなす仮想のコーナ部の角度を算出する算出部(13)と、円弧加工経路または加工経路に対応する二つの主加工経路の間の距離あるいは円弧加工経路などに沿った距離が第一所定値以下であるか、および算出された角度が第二所定値以下であるかを判定する判定部(14)と、直線距離などが第一所定値以下であると共に、角度が第二所定値以下であると判定された場合には、円弧加工経路または加工経路におけるレーザ加工条件を主加工経路のレーザ加工条件から変更する変更部(15)と、を含む。
(もっと読む)
71 - 80 / 3,527
[ Back to top ]