
国際特許分類[B23K9/00]の内容
処理操作;運輸 (1,245,546) | 工作機械;他に分類されない金属加工 (71,475) | ハンダ付またはハンダ離脱;溶接;ハンダ付または溶接によるクラッドまたは被せ金;局部加熱による切断,例.火炎切断:レーザービームによる加工 (42,379) | アーク溶接または切断 (5,325)
国際特許分類[B23K9/00]の下位に属する分類
スポットアーク溶接 (13)
アーク切断,ガウジング,スカーフィングまたはデサーフェーシング (7)
シーム溶接;裏あて方法;インサート (621)
結合以外の目的で用いられる溶接,例.肉盛溶接 (194)
アークスタートのための,例.点孤電圧の発生による,またはアーク安定のための装置または回路 (332)
アークの磁性制御のための装置または電気回路 (27)
パルス電流または電圧によるアーク溶接のための装置または回路 (118)
溶接条件の監視または自動制御 (260)
他の電気回路;電撃防止回路;遠隔制御 (91)
スポット溶接,シーム溶接または切断のための電極または加工物の自動的な送給または移動 (843)
被覆溶接棒を用いるもの (9)
シールドガスを用いるもの (834)
サブマージアーク溶接 (164)
スタッド溶接 (88)
パーカッション溶接
溶接される材料の性質を考慮したもの (418)
予備処理 (131)
電極に関連した特徴を有するもの (293)
付属具 (168)
国際特許分類[B23K9/00]に分類される特許
511 - 520 / 714
高強度鋼材付き鋼材及びその製作方法並びに連結構造
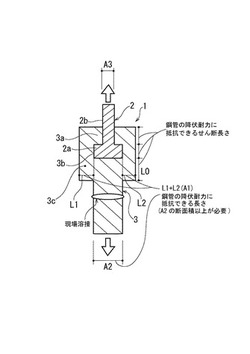
【課題】現場溶接が不可能な高強度鋼材を鋼管その他の母材に用いた場合に、母材同士の現場での接合を可能にする。
【解決手段】係止部2aを有する高強度鋼材2と、係止部2aが高強度鋼材2への引張力の作用方向に係止し得る被係止部3aを有する鋼材3を、係止部2aを被係止部3aに引張力の作用方向に係止させた状態で組み合わせ、高強度鋼材付き鋼材1を構成する。
2本の高強度鋼材付き鋼材1、1の両鋼材1、1を、双方の鋼材3、3を互いに対向させた状態で溶接することにより、高強度鋼材2、2を接合する。
(もっと読む)
原子炉構造物の補修方法

【課題】被補修部材と補修溶接部との境界部分に発生する引張残留応力の低減もしくは圧縮残留応力化を、コストを上昇させることなく好適に実現できること。
【解決手段】原子炉構造物の表面に発生した損傷を溶接により補修する原子炉構造物の補修方法において、原子炉構造物である被補修部材11と補修溶接部12との境界部分を形成する溶接始端部13と溶接終端部14のうち、溶接始端部13では、溶接入熱量を規定値まで連続的に上昇させ、溶接終端部14では、溶接入熱量を規定値から連続的に低下させて溶接を実施するものである。
(もっと読む)
炉心シュラウドの溶接方法
【課題】溶接構造物の溶接施工面の残留応力改善処理を図り、残留応力を圧縮応力としてSCC対策を施したもの。
【解決手段】本発明に係る炉心シュラウドの溶接方法は、溶接対象物を原子炉圧力容器内に据え付けられ炉心を取り囲む炉心シュラウド10または配管・容器とする。炉心シュラウド10の溶接方法は、被溶接物の炉心シュラウド10を据え付ける際、新炉心シュラウド11を基礎炉心シュラウド12上に現地溶接にて設置する方法である。この炉心シュラウド10の溶接方法は、新炉心シュラウド11を基礎炉心シュラウド12上に載置した後、シュラウド外面あるいはシュラウド内面側から反対側のシュラウド面に向って、複数パスの溶接ビード16を周方向に肉盛りして溶接ビードシーケンス15を順次形成していく際、シュラウド表面の残留応力が圧縮となるように、シュラウド半径方向の溶接位置に応じて溶接条件を選択する溶接方法である。
(もっと読む)
溶接構造体
【課題】脆性亀裂の伝播を停止させる溶接構造体であって、合金を多く含む高コストなアレスター材を用いず簡単な加工により、脆性亀裂が万一発生した場合でも大規模破壊に至る前にその伝播を停止させるようにした溶接構造体を提供する。
【解決手段】2枚の金属板2aが溶接により継ぎ合わされてなる接合板2と、接合板2に溶接により接合される被接合板4と、を備え、2枚の金属板2a間の溶接継手部6が、被接合板4に向かって接合板2と被接合板4との接合位置付近まで延びている溶接構造体において、溶接継手部6が被接合板4に向かう方向において、溶接継手部6と被接合板4とが接触しないとともに、溶接継手部6と被接合板4との間に接合板2と被接合板4とを接合する溶接部が存在しないように構成されている。
(もっと読む)
スプリングバックの大きい金属の造管溶接方法
【課題】管内面溶接ビード表面の微細割れ発生を防止し、高速溶接造管が安定して実施可能な、スプリングバックの大きい金属の連続溶接造管方法を提供する。
【解決手段】溶接を実施するスクイズロール2の前方位置において、フィン11を有するフィン付ロールを用いて突き合わせ部端面4のギャップ幅を拡大するとともに、スクイズロール2の押し付けによりスクイズ点2Cで突き合わせ部を密着させることにより、スクイズロール前方の突き合わせ入側角度を広げ、逆にスクイズ点より後方の突き合わせ出側角度を狭める。これにより、スクイズ点2Cより後方の広範囲な領域において、スクイズ点から離れるにつれて拡大する突き合わせ部端面5のギャップ幅が縮小し、その結果、溶接ビード表面の微細な割れ発生を防止することが可能となる。
(もっと読む)
車両構体
【課題】構体質量の増加を極力抑えながら、構体の曲げ剛性を向上することによって、鉄道車両の良好な乗心地性能を提供する。
【解決手段】屋根構体1、側構体2、台枠3、妻構体4から成る鉄道車両構体10の長手方向中央部の屋根構体1の車内側に強度板7を貼り付けする。強度板7の鉄道車両構体10の長手方向の貼り付け範囲は2つの枕梁6の間であり、屋根構体1の左右方向の貼付範囲は屋根構体1の左右方向の長さの半分程度である。強度板7の板厚は、屋根構体1の上下方向の高さが高くなるに従って厚くなっている。かかる構造においては、多大な変形が生じる鉄道車両構体10の長手方向中央部の屋根構体1の変形を抑えられるので、鉄道車両構体10の曲げ剛性を効率的に向上できる。すなわち、鉄道車両の上下方向の曲げ振動を抑制できるので、良好な乗心地性能を提供できる。
(もっと読む)
溶接構造品の製作方法
【課題】製造コストを低減するとともに、品質の向上及び均一化を図ることができる溶接構造品の製作方法を提供すること。
【解決手段】複数の金属部材を組み立てて、その接合部を溶接するに際し、金属部材の接合部に互いに嵌合する切欠2と突起1を設けるとともに、切欠2と突起1を嵌合させることにより金属部材を組み立てて溶接する。
(もっと読む)
鉄骨建築に於ける梁用増厚端H形鋼。
【課題】鉄骨建築に於て、鉄骨柱の所要個所に溶接施工する梁の端縁を、地震等の横揺れに強い増厚端に形成した鉄骨建築に於ける梁用増厚端H形鋼を提供する。
【解決手段】鉄骨建築の梁に用いる通常長尺形状のH形鋼(A)の両端部を、上下端縁に溶接の開先とする斜截縁(a1),(a2)を形成し、断面全体を厚みを増した増厚部(a),(a)とし、側板面に任意等鋼隔に孔(b)を複数個穿通せしめたことを特徴とする鉄骨建築に於ける梁用増厚端H形鋼。
(もっと読む)
溶接構造、溶接部材、多層管およびその製造方法
【課題】被覆層の間に形成された多層管において、その直径を小さくした場合でも、機能層の形成面積を低下させることなく、貫通孔を形成可能な多層管およびその製造方法を提供する。
【解決手段】一対の被覆層およびこの一対の被覆層の間に形成された機能層を有する多層管において、前記貫通孔を形成するための開口部を有する筒状の内側被覆層用金属板および外側被覆層用金属板を準備する工程と、前記内側被覆層用金属板および外側被覆層用金属板の開口部に応じた形状を有するリング状の溶接部材を準備する工程と、前記内側被覆層用金属板と、前記溶接部材と、を溶接する工程と、前記溶接部材の形状に応じた開口部を有する機能層を、前記溶接部材を溶着させた内側被覆層用金属板上に配置する工程と、前記機能層上に、前記外側被覆層用金属板を配置する工程と、前記外側被覆層用金属板と、前記溶接部材と、を溶接する工程と、を有する多層管の製造方法。
(もっと読む)
ダブルスキンパネル及びその接合継手、並びに構造体
【課題】寸法精度を緩和させたダブルスキンパネルおよびダブルスキンパネルの接合継手、並びにダブルスキンパネルが接続された構造体を提供する。
【解決手段】端部リブ13a,13bから面内方向外側に突き出した接合端部によって接合可能な形状の一組の接合継手が形成され、上面板側の上側接合端部11a,11bは、その端面同士を突き当ててボビンツール式の摩擦攪拌接合用工具によって摩擦攪拌接合し、下面板側の下側接合端部は、一方の下側接合端部12bに対して段差の付けられた他方の下側段付端部12aを重ね合わせ、アーク溶接、レーザ溶接またはレーザハイブリッド溶接によって接合するものであり、その下側段付端部12aが形成された端部側では、上側接合端部11aが下側段付端部12aよりも突き出し、反対の端部側では下側接合端部12bが上側接合端部11bよりも突き出した構造とする。
(もっと読む)
511 - 520 / 714
[ Back to top ]