
国際特許分類[C21D9/00]の内容
化学;冶金 (1,075,549) | 鉄冶金 (18,991) | 鉄系金属の物理的構造の改良;鉄系もしくは非鉄系金属または合金の熱処理用の一般的装置;脱炭,焼もどし,または他の処理による金属の可鍛化 (13,238) | 特定の品物に用いられる熱処理,それに用いる炉,例.焼なまし,硬化,焼入れ,焼もどし (5,563)
国際特許分類[C21D9/00]の下位に属する分類
バネ用 (61)
レール用 (41)
管状体およびパイプ用 (289)
薬きょう用
ナイフ,大かま,はさみ,または類似の手動切断工具用 (12)
スケートの刃先用 (1)
ドリル用;ミーリングカッタ用;切削工具用 (8)
のこ刃用 (2)
針用;針布の歯部用 (3)
一般シャフト用 (184)
クランクシャフト用;カムシャフト用 (125)
歯車用,ウォーム歯車またはこれに類するもの用 (277)
タイヤ用;リム用 (5)
ボール用;ローラ用 (51)
ロール本体用 (25)
リング用;軸受レース用 (653)
装甲板用 (6)
鉱山立坑ライニングのための装置用,例.セグメント,リング,支柱
金属薄板用 (2,175)
溶接継手部用 (185)
線材用;ストリップ用 (625)
インゴット用の炉,すなわち均熱炉 (3)
国際特許分類[C21D9/00]に分類される特許
51 - 60 / 832
鋳片の加熱方法
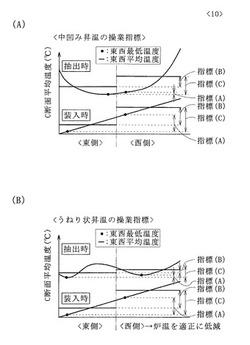
【課題】鋳片の温度制御の精度を向上させるためには、温度を多点連続計算による三次元温度計算を適用して運用するための管理する温度指標を設定して、加熱炉の不要な加熱を抑制し、経済的な昇温を可能とする鋳片の加熱方法を提供する。
【解決手段】連続鋳造機で製造された鋳片の加熱方法であって、鋳片10の表面温度及び鋳造条件から、鋳片10の長さと断面温度との温度分布の関係を装入側から抽出側にかけて求め、鋳片10の中心位置を基準にしてバーナー18、19の火力を制御して、中心位置を基準にして抽出位置における長手方向一側の平均温度と他側の平均温度との差を−15℃〜+15℃の間とし、一側の断面の最低温度と他側の平均温度分布との差を−10℃〜+20℃に制御する。
(もっと読む)
熱間プレス成形品、その製造方法および熱間プレス成形用薄鋼板
【課題】強度と伸びのバランスを適切な範囲にコントロールでき、且つ高延性である熱間プレス成形品、このような熱間プレス成形品を製造するための有用な方法および熱間成形用薄鋼板を提供する。
【解決手段】本発明の熱間プレス成形品は、薄鋼板を熱間プレス法によって成形された熱間プレス成形品であって、金属組織が、残留オーステナイト:3〜20体積%を含むものであり、マルテンサイトまたはベイナイトが80体積%以上の金属組織を有する薄鋼板を、プレス成形金型を用いてプレス成形するに際して、前記薄鋼板をAc1変態点以上、(Ac1変態点×0.2+Ac3変態点×0.8)以下の温度に加熱した後、成形を開始し、成形中は金型内で20℃/秒以上の平均冷却速度を確保して製造する。
(もっと読む)
鋳片の加熱方法

【課題】鋳片の温度制御の精度を向上させるためには、温度を多点連続計算による三次元温度計算を適用して運用するための管理する温度指標を設定して、加熱炉の不要な加熱を抑制し、経済的な昇温を可能とする鋳片の加熱方法を提供する。
【解決手段】鋳片10の加熱方法であって、鋳片10の表面温度及び鋳造条件から、鋳片10の長さと断面温度との温度分布の関係を装入側から抽出側にかけて求め、鋳片10の中心位置を基準にして、幅方向他方側に配置されたバーナー18、19の火力を一側に配置されているバーナー18、19の火力より下げて、一側及び他側に配置されているバーナー18、19の火力を逐次制御して鋳片10の抽出位置における長手方向の温度分布が一定範囲に納まるように制御する。
(もっと読む)
熱間プレス用鋼板およびそれを用いた熱間プレス部材の製造方法
【課題】穴あき耐食性に優れる熱間プレス部材の得られる熱間プレス用鋼板およびそれを用いた熱間プレス部材の製造方法を提供する。
【解決手段】鋼板表面に、順に、60質量%以上のNiを含み、残部がZnおよび不可避的不純物からなり、付着量が0.01〜5g/m2のめっき層Iと、10〜25質量%のNiを含み、残部がZnおよび不可避的不純物からなり、付着量が10〜90g/m2のめっき層IIとを有することを特徴とする熱間プレス用鋼板。
(もっと読む)
異形円筒部材の誘導加熱方法および誘導加熱装置
【課題】単純な形状の誘導加熱コイルを用いて異形円筒部品を均一に加熱できる異形円筒部材の誘導加熱方法の提供。
【解決手段】ワーク10は、第1厚肉部11、第2厚肉部12、薄肉部13を有する異形円筒部材である。誘導加熱コイルは、ワーク10の幅寸法W1に応じて設定された幅寸法L1のコイル本体20を有する。コイル本体20を第1加熱位置に停止させて第1厚肉部11を加熱する第1加熱工程と、コイル本体20を第1加熱位置から第2加熱位置に相対的に移動する第1移動工程と、コイル本体20を第2加熱位置に停止させて第2厚肉部12を加熱する第2加熱工程と、コイル本体20を第2加熱位置から第1加熱位置に相対的に移動する第2移動工程とを有する。前記一連の工程を繰り返し実行し、一連の工程を実行するごとに、誘導加熱コイルに供給する電力を段階的に低下させてワーク10を均一に加熱する。
(もっと読む)
被加工材の温度測定方法、加工品の製造方法、及び被加工材の加熱装置
【課題】非接触で容易に、かつ高精度に被加工材の温度測定が可能な炉内の被加工材の温度測定方法を提供する。
【解決手段】加熱炉内の被加工材の温度を放射温度計で測定する方法であって、加熱炉内に存する被加工材の面のうち、加熱炉の抽出口に対向する面に含まれ、温度測定がされるべき部位である測定部位を、加熱炉の炉外に設置された放射温度計により測定するものである。
(もっと読む)
温間プレス部材の製造方法
【課題】塗装後耐食性を確保できる温間プレス部材の製造方法を提供する。
【解決手段】鋼板表面に、10〜25質量%のNiを含み、残部がZnおよび不可避的不純物からなり、付着量が10〜90g/m2のZn-Ni合金めっき層を有する鋼板を、200〜800℃の温度範囲に加熱後、該温度範囲内で温間プレス成形を行うことを特徴とする温間プレス部材の製造方法。
(もっと読む)
鋼製ボルトおよびその製造方法
【課題】引張強度が1200MPa以上の耐遅れ破壊特性に優れた鋼製ボルトおよびその製造方法を提供する。
【解決手段】引張強度1200MPa以上を有し、ボルトねじ底表面から500μm以内における残留応力の最大値σt(引張残留応力)と最小値σc(圧縮残留応力)が2.0≦|σc/σt|≦10.0を満足するとともに、ねじ底表面から少なくとも50μmまでの表層部のビッカース硬さが450未満である鋼製ボルト。ボルト用鋼の化学組成は、質量%で、C:0.30〜0.55%、Si:0.01〜0.30%、Mn:0.10〜0.60%、P:0.025%以下、S:0.030%以下、Al:0.005〜0.10%、Cr:1.0〜2.5%、Mo:0.25〜2.0%およびN:0.003〜0.030%を含有し、残部がFeおよび不純物からなることが好ましい。
(もっと読む)
熱間プレス用鋼板およびそれを用いた熱間プレス部材の製造方法
【課題】熱間プレス時にスケールやZnOの生成を抑制可能な耐酸化性に優れる熱間プレス用鋼板およびそれを用いた熱間プレス部材の製造方法を提供する。
【解決手段】鋼板表面に、10〜25質量%のNiを含み、残部がZnおよび不可避的不純物からなり、付着量が10〜90g/m2のめっき層を有することを特徴とする熱間プレス用鋼板。
(もっと読む)
加熱炉空燃比制御方法、加熱炉空燃比制御装置及びプログラム
【課題】燃料として用いられるリサイクルガスの変動への追随性を更に向上させ、リサイクルガスと空気との混合比(空燃比)を精度よく制御すること。
【解決手段】リサイクルガスの供給配管に設けられたリサイクルガスの発熱量を測定する発熱量測定装置、及び、リサイクルガスに含まれる一酸化炭素及びメタンの濃度を測定するレーザガス分析装置から測定結果のデータを取得し、リサイクルガスの発熱量と、リサイクルガスの組成成分に関する情報とを用いてリサイクルガスの理論空気量を算出し、リサイクルガスに含まれる一酸化炭素及びメタンの体積と、算出された理論空気量と、一酸化炭素及びメタンの濃度とを用いて、リサイクルガスに含まれる一酸化炭素及びメタンの濃度の変動に応じた補正理論空気量を算出し、算出された補正理論空気量と、リサイクルガスの供給流量とを用いて、加熱炉に供給されるリサイクルガスの空燃比を算出する。
(もっと読む)
51 - 60 / 832
[ Back to top ]