
国際特許分類[C21D9/00]の内容
化学;冶金 (1,075,549) | 鉄冶金 (18,991) | 鉄系金属の物理的構造の改良;鉄系もしくは非鉄系金属または合金の熱処理用の一般的装置;脱炭,焼もどし,または他の処理による金属の可鍛化 (13,238) | 特定の品物に用いられる熱処理,それに用いる炉,例.焼なまし,硬化,焼入れ,焼もどし (5,563)
国際特許分類[C21D9/00]の下位に属する分類
バネ用 (61)
レール用 (41)
管状体およびパイプ用 (289)
薬きょう用
ナイフ,大かま,はさみ,または類似の手動切断工具用 (12)
スケートの刃先用 (1)
ドリル用;ミーリングカッタ用;切削工具用 (8)
のこ刃用 (2)
針用;針布の歯部用 (3)
一般シャフト用 (184)
クランクシャフト用;カムシャフト用 (125)
歯車用,ウォーム歯車またはこれに類するもの用 (277)
タイヤ用;リム用 (5)
ボール用;ローラ用 (51)
ロール本体用 (25)
リング用;軸受レース用 (653)
装甲板用 (6)
鉱山立坑ライニングのための装置用,例.セグメント,リング,支柱
金属薄板用 (2,175)
溶接継手部用 (185)
線材用;ストリップ用 (625)
インゴット用の炉,すなわち均熱炉 (3)
国際特許分類[C21D9/00]に分類される特許
71 - 80 / 832
鋼製部品、単気筒内燃機関、鞍乗型車両および鋼製部品の製造方法
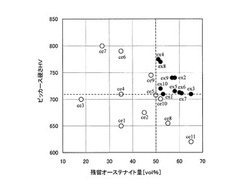
【課題】転がり軸受に接する表面におけるフレーキングの発生が抑制され、フレーキング寿命に優れた鋼製部品およびその製造方法を提供する。
【解決手段】該鋼製部品は、転がり軸受に接する表面を有する。表面から0.1mmの深さにおいて、残留オーステナイト量が50vol%以上で、且つ、ビッカース硬さHVが710以上である。また、該鋼製部品は疲労強度を向上させるため、浸炭窒化処理が施されているか、または、浸炭処理および窒化処理が施されている。
(もっと読む)
蓄熱式バーナ加熱炉及びその操業方法

【課題】蓄熱式バーナ加熱炉の各蓄熱式バーナの蓄熱体出側の排ガス流量のバランス調節を人手、時間をかけずに自動的に行うこと。
【解決手段】蓄熱体を内蔵し、交互に燃焼させる蓄熱式バーナ1を一対以上設けた蓄熱式バーナ加熱炉において、各蓄熱式バーナ1の蓄熱体出側に接続された排ガス配管13に排ガス温度を調整するくせ取り用自動調節弁14とくせ取り用自動調節弁14の蓄熱式バーナ1側に排ガス配管内の排ガス温度を検出する温度検出器15とが設置され、温度検出器15で検出した排ガス温度を取り込んで各蓄熱式バーナ1の排ガス温度が均一になるように各蓄熱式バーナ1の蓄熱体出側の排ガス温度の目標値を演算し、演算結果に基づいてくせ取り用自動調節弁14の弁開度指令信号18を出力する温度制御装置16を備える。
(もっと読む)
熱間プレス成形された鋼板部材および熱間プレス鋼板部材用鋼板ならびにそれらの製造方法
【課題】焼入れままで靱性が良好で、引張強さが1.8GPa以上の熱間プレス成形された鋼板部材を提供する。
【解決手段】鋼板部材は、旧オーステナイト粒径10μm以下で、自動焼戻しマルテンサイトを含む微細組織を有する。鋼板の化学組成は、C:0.26〜0.45%、Mn+Cr:0.5〜3.0%、Nb:0.02〜1.0%、3.42N+0.001≦Ti≦3.42N+0.5を満たす量のTi、さらにSi:0.5%以下、Ni:2%以下、Cu:1%以下、V:1%以下及びAl:1%以下の1種又は2種以上、場合によりB:0.01%以下、Nb:1.0%以下、Mo:1.0%以下、Ca:0.001〜0.005%の1種又は2種以上を含有する。この鋼板をAc3点以上、(Ac3点+100℃)以下の温度で5分以下保持した後で熱間プレス成形し、次いでMs点までの冷却速度が上部臨界冷却速度以上、かつMs点から150℃までの平均冷却速度が10〜500℃/秒の冷却により焼入れを行う。
(もっと読む)
クラッド合金基板及びその製造方法
【課題】クラッド材料よりも高強度の基材とのクラッド材の製造方法に関する。
【解決手段】クラッド材料14の端縁は基材12に形成された枠材16による凹部に収容されて、かつ基材の辺縁部と同一平面とされ、クラッド材と基材とが溶着されてアセンブリ10として用意される。圧延中にクラッド材が基材に広がることを阻止しながら、当該アセンブリの熱間圧延が行われる。
(もっと読む)
ボールねじのナットの製造方法及びボールねじのナット
【課題】表面硬化のための熱処理による熱変形を最小限に保ち、コストや手間をさらに低減したボールねじのナットの製造方法、及びその製造方法によって製造されるボールねじのナットを提供する。
【解決手段】内周面11に転動溝16が形成され、該転動溝16と、ねじ軸の外周面に形成された転動溝とで形成される軌道の間に配置されたボールを軌道の終点から始点に戻す一以上の循環溝15が内周面11に形成されたナット素材10の内周面11を高周波によって加熱すると共に、外周面12を冷却処理する。
(もっと読む)
棒状ワークの焼入装置
【課題】ボールネジなどの棒状ワークを軸方向に隣接して配した加熱部と冷却部とによって焼入れする際に、冷却部で用いる冷却液が加熱部側に侵入して棒状ワーク表面の品質を低下させるのを防止する。
【解決手段】 棒状ワーク(ボールネジ100)を軸方向に移動させるワーク駆動部2と、棒状ワークを誘導加熱する加熱部3と、加熱部3で加熱された棒状ワークを冷却する冷却部4を有し、加熱部3と冷却部4とが棒状ワークの移動方向に沿って配置され、加熱部3と冷却部4の間に両者を隔てる仕切板5が配置され、仕切板5は、棒状ワークの外形形状より大きくて、軸方向に移動する前記棒状ワークが間隙を有しつつ通過する仕切通過孔60が形成され、記仕切板5の加熱部3側の板面に遮蔽板6が設けられ、遮蔽板6は、軸方向に移動する棒状ワークが外周を密接させつつ通過する遮蔽通過孔60が形成されている。
(もっと読む)
掘削用中空鋼ロッドとその製造方法
【課題】ステム部とねじ部との摩擦圧接による接合部近傍での硬度低下を効果的に抑制し、掘削用中空鋼ロッドの寿命を改善する。
【解決手段】ステム部12と、ステム部12に対して軸方向の端部に位置するめねじ部16とを有する掘削用中空鋼ロッド10を構成する鋼として質量%でC:0.20〜0.80%,Si:0.10〜0.50%,Mn:0.10〜1.00%,P:≦0.015%,S:≦0.050%,Cu:≦0.50%,Ni:0.50%未満,Cr:2.00〜5.00%,Mo:0.20〜0.80%,B:0.0002〜0.0050%,Ti:0.005〜0.050%,Al:0.005〜0.050%,N:≦0.050%,残部Fe及び不可避的不純物の組成を有する鋼種を用いる。そしておねじ部14,めねじ部16の各おねじ18,めねじ20には高周波焼入れを予め施しておき、互いに別体をなすめねじ部16とステム部12とを摩擦圧接にて接合する。
(もっと読む)
厚中板の製造方法。
【課題】 薄く長いスラブを使用して、スラブを転回することなく厚中板を製造するに当たり、加熱炉在炉中にスラブの熱間撓みが大きくならないようにすることで、加熱炉抽出に支障が出ないようにしてスラブを加熱し、加熱炉から抽出したスラブの圧延時間を短くして圧延温度を高くし、ミスロールの発生を抑制した厚中板の製造方法を提供する。
【解決手段】 ウォーキングビーム式加熱炉に装入して加熱した2段重ねのスラブを加熱炉から抽出して、2段重ねのスラブのまま脱スケールした後、スラブ吊上げ装置で上段の厚中板用薄スラブを吊上げ、下段の厚スラブは粗圧延機に移送して熱間圧延し、下段の厚スラブを移送した後、スラブ吊上げ装置で吊上げていた上段の厚中板用薄スラブを降ろして仕上圧延機に移送して厚中板に熱間圧延することを特徴とする厚中板の製造方法。
(もっと読む)
高強度中空ばね用シームレス鋼管用素管の製造方法
【解決課題】高強度中空ばね用シームレス鋼管の製造時にその内面表層部における粗大な内面疵の発生を抑制し、高品質のシームレス鋼管用素管の製造方法を提供すること。
【解決手段】
C:0.2〜0.7質量%、Si:0.5〜3質量%、Mn:0.1〜2質量%、Al:0.1質量%以下(0%を含まない)、P:0.02質量%以下(0%を含まない)、S:0.02質量%以下(0%を含まない)及びN: 0.02質量%以下(0%を含まない)を含有する鋼からなり、且つ、その内面表層部における鋼組織の平均結晶粒径が15μm以下に調整された中空ビレットを用いて熱間押出加工を行い、中空シームレス鋼管用の素管を製造することを特徴とする高強度中空ばね用シームレス鋼管用素管の製造方法。
(もっと読む)
加熱炉装入時のスラブ照合方法
【課題】装入する実スラブとこれに対応するスラブ情報とを確実に照合するとともに、装入オペレーションの合理化を可能とする。
【解決手段】この加熱炉装入時のスラブ照合方法は、コンピュータによる一次判定工程(S14)と、オペレータの目視による二次判定のための仮照合スラブ情報をコンピュータによる処理で生成する工程(S15)とを含み、一次判定工程(S14)は、スラブ情報に基づいて計算される重量と実測した重量との差が所定の許容値以内か否かを判定し、所定の許容値以内のときに限って、この実スラブの炉内への装入を許容し(S14でのYes)、仮照合スラブ情報の生成工程(S15)は、一次判定工程(S14)を経て自動装入される実スラブを撮像して取得されたスラブ番号Aと当該実スラブに装入時に紐付けられたスラブ情報Bとを同時に画像表示するように保存した仮照合スラブ情報を生成する。
(もっと読む)
71 - 80 / 832
[ Back to top ]