
国際特許分類[C21D9/00]の内容
化学;冶金 (1,075,549) | 鉄冶金 (18,991) | 鉄系金属の物理的構造の改良;鉄系もしくは非鉄系金属または合金の熱処理用の一般的装置;脱炭,焼もどし,または他の処理による金属の可鍛化 (13,238) | 特定の品物に用いられる熱処理,それに用いる炉,例.焼なまし,硬化,焼入れ,焼もどし (5,563)
国際特許分類[C21D9/00]の下位に属する分類
バネ用 (61)
レール用 (41)
管状体およびパイプ用 (289)
薬きょう用
ナイフ,大かま,はさみ,または類似の手動切断工具用 (12)
スケートの刃先用 (1)
ドリル用;ミーリングカッタ用;切削工具用 (8)
のこ刃用 (2)
針用;針布の歯部用 (3)
一般シャフト用 (184)
クランクシャフト用;カムシャフト用 (125)
歯車用,ウォーム歯車またはこれに類するもの用 (277)
タイヤ用;リム用 (5)
ボール用;ローラ用 (51)
ロール本体用 (25)
リング用;軸受レース用 (653)
装甲板用 (6)
鉱山立坑ライニングのための装置用,例.セグメント,リング,支柱
金属薄板用 (2,175)
溶接継手部用 (185)
線材用;ストリップ用 (625)
インゴット用の炉,すなわち均熱炉 (3)
国際特許分類[C21D9/00]に分類される特許
41 - 50 / 832
摩擦材用鋼製裏金および鋼製品の製造方法
【課題】優れた耐食性と接着性を兼ね備えた摩擦材用鋼製裏金を提供する。
【解決手段】鋼である母材の表層に、窒化化合物層と窒素拡散層が形成された鋼製品であって、上記窒化化合物層は、窒素拡散層側に形成された第1化合物層と、上記第1化合物層の表面側に形成された第2化合物層とを含み、上記第1化合物層は、Fe3Nを主体とするε構造のものであり、上記第2化合物層は第1化合物層よりも窒素濃度が高くかつ表面に凹凸が形成され、上記第2化合物層の表面凹凸が深さ0.5μm以上の凹部を少なくとも公称長さ50μmあたり3箇所以上の高密度に有する、表面の接着性と耐食性の双方に優れる表面層を形成したものである。これにより、優れた接着性を有し、炭素含有量が極めて少なく耐食性の高い窒化化合物層を形成させることが可能となる。
(もっと読む)
条鋼の製造方法
【課題】鋼材の加熱段階でのスケールの割れや剥離を抑えることによって、表面の脱炭を抑制した条鋼を製造するための有用な方法を提供する。
【解決手段】本発明は、鋼材を炉で加熱し、次いで熱間圧延して条鋼を製造する方法であって、前記炉の昇温速度と雰囲気を、鋼材の表面温度に応じて、下記の通りにし、且つ炉からの抽出温度を1200℃以下とする。
1)600℃まで:昇温速度20℃/分以上
2)600℃以上:酸素濃度3.0体積%以上、10.0体積%以下の炉内雰囲気
昇温速度5℃/分以上、20℃/分未満
(もっと読む)
液圧回転機のシリンダブロック製造方法及び液圧回転機
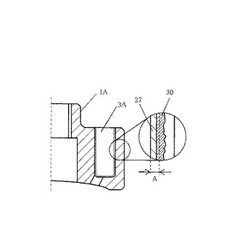
【課題】シリンダブロックと摺動部材における正常な摺動状態を実現すると共に、安定的な摺動状態を維持できる液圧回転機のシリンダブロック製造方法及び液圧回転機の提供。
【解決手段】回転軸9と、この回転軸9の回転に伴って回転し、球状黒鉛鋳鉄によって形成されるシリンダブロック1と、このシリンダブロック1のシリンダ3の摺動面に摺接するピストン2とを備えた液圧回転機のシリンダブロック1の製造に際し、シリンダブロック素材1Aの所定部位に施す所定の表面処理加工は、シリンダブロック素材1Aの所定部位に対してバニシング加工を行い、塑性変形域層30を形成する強ひずみ加工工程と、この強ひずみ加工工程におけるバニシング加工によって形成された塑性変形域層30に対して窒化系熱処理を行い、窒素化合物層27を形成する熱処理工程と、この熱処理工程における窒化系熱処理によって形成された窒素化合物層27を除去する除去工程とを含む。
(もっと読む)
コンロッドの製造方法

【課題】ロッド本体部の強度に優れ、軽量化に適したコンロッドの製造方法を提供する。
【解決手段】本発明によるコンロッドの製造方法は、0.1wt%以上0.45wt%以下の炭素を含む鋼から形成されたワークピースを用意する準備工程S1と、ワークピースに対して0.8%以上のカーボンポテンシャルを有する雰囲気下での複数回の浸炭処理を含む熱処理を行う熱処理工程S3およびS4と、ロッド本体部表面の少なくとも一部における最大谷深さが所定の値よりも小さくなるようにワークピースの表面を平滑化する表面平滑化工程S5とを包含し、表面平滑化工程S5は、バレル研磨工程を含む。
(もっと読む)
浸炭焼結体およびその製造方法
【課題】高強度な浸炭焼結体を効率的に製造できる浸炭焼結体の製造方法を提供する。
【解決手段】本発明の浸炭焼結体の製造方法は、Fe、Mn、SiおよびCの合金または化合物からなるFe−Mn−Si−C粉末を鉄合金粉末に加えた原料粉末を、加圧成形して成形体を得る成形工程と、この成形体を浸炭温度が850〜980℃の浸炭雰囲気中で加熱することにより、表面近傍に浸炭層が形成された焼結体である浸炭焼結体を得る浸炭工程と、を備えることを特徴とする。Fe−Mn−Si−C粉末が鉄合金粉末の粒子表面を還元して活性化することにより、浸炭工程中に鉄合金粉末の粒子間にいわゆる焼結ネックが形成される。このため焼結工程を行わずに、成形体の焼結化と浸炭層の形成の両方が浸炭工程によりなされる。こうして本発明の製造方法によれば、高強度な浸炭焼結体を効率的に低コストで製造することが可能となる。
(もっと読む)
線材の製造方法
【課題】圧延材に良質なスケールを簡単に形成して、カミコミ異常を防止し得る線材の製造方法を提供する。
【解決手段】ショットブラスト工程において、圧延材Sに対しショットブラストが実施され、圧延材Sの表面積が拡大される。加熱工程では、加熱炉12において、圧延材Sをソーキング温度まで加熱する。圧延材Sがソーキング温度まで加熱されると、引き続きソーキング工程に移行する。ソーキング工程では、圧延材Sをソーキング温度に維持した状態で、所定時間ソーキングを行う。ソーキング工程は、液化天然ガスを燃焼させて水蒸気雰囲気下で実施する。ソーキング工程でソーキングされた圧延材Sは、圧延工程で熱間圧延されて線材Lが製造される。
(もっと読む)
熱間プレス用鋼板およびそれを用いた熱間プレス部材の製造方法
【課題】熱間プレス後の穴あき耐食性に優れるとともに、冷間プレス性にも優れる熱間プレス用鋼板およびそれを用いた熱間プレス部材の製造方法を提供する。
【解決手段】鋼板表面に、順に、60質量%以上のNiを含み、残部がZnおよび不可避的不純物からなり、付着量が0.01〜5g/m2のめっき層Iと、10〜25質量%のNiを含み、残部がZnおよび不可避的不純物からなり、付着量が10〜90g/m2のめっき層IIと、固形潤滑剤を含む潤滑層とを有することを特徴とする熱間プレス用鋼板。
(もっと読む)
鋳鉄金型によるアルミニウムダイカスト品の製造方法
【課題】大量生産用の旧い型の金型の保管経費を削減することができる少量品生産用または試作品生産用の低コストの鋳鉄金型によるアルミニウムダイカスト品の製造方法を提供する。
【解決手段】質量%で、C:3.0〜3.7%、Si:2.0〜3.4%、Mn:0.5〜1.0%、P:0.02〜0.20%、S:0.08%以下、Cr:0.3〜2.0%、Mo:0.2〜0.8%を含み、残部がFe及び不可避不純物からなる組成の溶湯を金型の仕上寸法よりも大きな鋳型内に鋳込み、粗挽き加工した後、熱処理により表面に開口する微細な空孔を含む脱炭層を形成し、粗挽き加工した前記鋳鉄品をさらに表面切削して前記金型の仕上寸法に仕上げ得た鋳鉄金型部の内面に油性離型剤を塗布、前記鋳鉄金型部材を組み合わせて、所定形状のキャビティを有する金型を組み立て、前記金型のキャビティ内に金属溶湯を加圧注入後、金型を解放して、前記金型から製品を取り出す。
(もっと読む)
冷間工具鋼およびその製造方法
【課題】良好な耐食性を有し、析出硬化処理によって所定の耐摩耗性を得ることで、プラスチック成形品などをハイサイクルで大量に生産することを可能とする。
【解決手段】質量%で、C:1.10〜2.00%、Cr:10.5〜12.5%、Si:0.6〜1.0%、Mn:0.4〜1.0%、Mo:0.5〜4.0%、W:0.5〜4.0%、Co:0.25〜4.0%、Ni:0.25〜4.0%を含有し、さらに、V、NbおよびTiの一種以上を原子%で合計1.2〜8.0%含有し、残部がFe及び不可避的不純物からなる組成を有し、断面において存在するMC型炭化物粒子の平均粒径が等価円直径で0.2〜1.5μmの範囲である冷間工具鋼とする。
(もっと読む)
熱間プレス成形品、その製造方法および熱間プレス成形用薄鋼板
【課題】強度と伸びのバランスを適切な範囲にコントロールでき、且つ高延性である熱間プレス成形品、このような熱間プレス成形品を製造するための有用な方法および熱間成形用薄鋼板を提供する。
【解決手段】本発明の熱間プレス成形品は、薄鋼板を熱間プレス法によって成形された熱間プレス成形品であって、金属組織が、残留オーステナイト:3〜20体積%を含むものであり、マルテンサイトまたはベイナイトが80体積%以上の金属組織を有する薄鋼板を、プレス成形金型を用いてプレス成形するに際して、前記薄鋼板をAc1変態点以上、(Ac1変態点×0.2+Ac3変態点×0.8)以下の温度に加熱した後、成形を開始し、成形中は金型内で20℃/秒以上の平均冷却速度を確保して製造する。
(もっと読む)
41 - 50 / 832
[ Back to top ]