
アルミニウム−セラミックス接合基板およびその製造方法

【課題】溶湯接合法によってアルミニウムまたはアルミニウム合金からなる金属部材をセラミックス基板に接合する際に、金属部材とセラミックス基板との界面に微小な接合欠陥(ボイド)が生じるのを抑制することができるとともに、金属部材が金属板の場合に金属板の表面に生じる段差を容易に除去することができる、アルミニウム−セラミックス接合基板およびその製造方法を提供する。
【解決手段】アルミニウムまたはアルミニウム合金からなる金属部材がセラミックス基板に接合したアルミニウム−セラミックス接合基板において、アルミニウムまたはアルミニウム合金中に不純物または合金成分として含まれる鉄の含有量を0.01質量%以下、好ましくは0.005質量%以下、さらに好ましくは0.003質量%以下にする。
【解決手段】アルミニウムまたはアルミニウム合金からなる金属部材がセラミックス基板に接合したアルミニウム−セラミックス接合基板において、アルミニウムまたはアルミニウム合金中に不純物または合金成分として含まれる鉄の含有量を0.01質量%以下、好ましくは0.005質量%以下、さらに好ましくは0.003質量%以下にする。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、アルミニウム−セラミックス接合基板およびその製造方法に関し、特に、アルミニウムまたはアルミニウム合金からなる金属部材がセラミックス基板に接合したアルミニウム−セラミックス接合基板およびその製造方法に関する。
【背景技術】
【0002】
従来、電気自動車や工作機械などの大電流を制御する高信頼性パワーモジュール用の絶縁基板として、アルミニウムまたはアルミニウム合金からなる金属部材がセラミックス基板に接合したアルミニウム−セラミックス接合基板が使用されている。このようなアルミニウム−セラミックス接合基板は、例えば、所謂溶湯接合法では、鋳型内にセラミックス基板を設置した後、このセラミックス基板に接触するようにアルミニウムまたはアルミニウム合金の溶湯を鋳型内に注湯し、冷却して溶湯を固化させることにより、セラミックス基板にアルミニウムまたはアルミニウム合金からなる金属部材を直接接合することによって製造されている(例えば、特許文献1〜2参照)。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開2002−76551号公報(段落番号0015)
【特許文献2】特開2005−103560号公報(段落番号0008−0009)
【発明の概要】
【発明が解決しようとする課題】
【0004】
溶湯接合法によってアルミニウムおよびアルミニウム合金からなる金属部材とセラミックス基板とを接合する場合には、金属部材とセラミックス基板との界面に接合欠陥(ボイド)は全く生じないと考えられていた。しかし、近年の超音波探傷装置の測定精度の向上により、(所謂ろう接法によって接合する場合に界面に生じる接合欠陥と比べれば非常に小さいが)極めて微小な接合欠陥(ボイド)が存在することがわかった。
【0005】
また、アルミニウムまたはアルミニウム合金からなる金属部材が板状部材(金属板)である場合、セラミックス基板と略同一の形状および大きさの空間であるセラミックス基板収容部と、このセラミックス基板収容部に隣接し且つセラミックス基板に接合する金属板(金属回路板または金属ベース板)と略同一の形状および大きさの空間である金属板形成部とが内部に形成された鋳型を使用して、セラミックス基板収容部にセラミックス基板を設置し、金属板形成部内に溶湯を流し込んで凝固させることによって、金属板をセラミックス基板に接合させる方法が知られている。この方法によって金属板をセラミックス基板に接合させると、金属板の表面に50〜100μm程度の段差が生じる場合がある。この段差は、溶湯を鋳型に流し込んで凝固させるときに、溶湯と鋳型との接触によって生じると考えられる。この段差は、後工程の(バフ研磨や化学研磨など)の研磨加工などによって除去するのが困難であった。なお、この段差は、フライスなどにより切削すれば、除去して平らにすることができるが、セラミックス基板が割れたり、金属板の寸法精度を向上させ難く、切削コストも高くなる。
【0006】
したがって、本発明は、このような従来の問題点に鑑み、溶湯接合法によってアルミニウムまたはアルミニウム合金からなる金属部材をセラミックス基板に接合する際に、金属部材とセラミックス基板との界面に微小な接合欠陥(ボイド)が生じるのを抑制することができるとともに、金属部材が金属板の場合に金属板の表面に生じる段差を容易に除去することができる、アルミニウム−セラミックス接合基板およびその製造方法を提供することを目的とする。
【課題を解決するための手段】
【0007】
本発明者らは、上記課題を解決するために鋭意研究した結果、アルミニウムまたはアルミニウム合金からなる金属部材がセラミックス基板に接合したアルミニウム−セラミックス接合基板において、アルミニウムまたはアルミニウム合金中に不純物または合金成分として含まれる鉄の含有量を0.01質量%以下にすることにより、溶湯接合法によってアルミニウムまたはアルミニウム合金からなる金属部材をセラミックス基板に接合する際に、金属部材とセラミックス基板との界面に微小な接合欠陥(ボイド)が生じるのを抑制することができるとともに、金属部材が金属板の場合に金属板の表面に生じる段差を容易に除去することができることを見出し、本発明を完成するに至った。
【0008】
すなわち、本発明によるアルミニウム−セラミックス接合基板は、アルミニウムまたはアルミニウム合金からなる金属部材がセラミックス基板に接合したアルミニウム−セラミックス接合基板において、アルミニウムまたはアルミニウム合金中に不純物または合金成分として含まれる鉄の含有量が0.01質量%以下であることを特徴とする。
【0009】
このアルミニウム−セラミックス接合基板において、アルミニウムまたはアルミニウム合金中に不純物または合金成分として含まれる鉄の含有量が0.005質量%以下であるのが好ましい。また、アルミニウム合金は、1.0質量%以下のシリコンを含有してもよく、0.1質量%以下のホウ素を含有してもよい。また、アルミニウム−セラミックス接合基板が、セラミックス基板にアルミニウムまたはアルミニウム合金の溶湯を接触させて冷却することによりセラミックス基板にアルミニウムまたはアルミニウム合金からなる金属部材が直接接合したアルミニウム−セラミックス接合基板であるのが好ましい。
【0010】
また、本発明によるアルミニウム−セラミックス接合基板の製造方法は、鋳型内にセラミックス基板を設置した後、このセラミックス基板の少なくとも一方の面に接触するようにアルミニウムまたはアルミニウム合金の溶湯を鋳型内に注湯し、冷却して溶湯を固化させることにより、セラミックス基板にアルミニウムまたはアルミニウム合金からなる金属部材を直接接合するアルミニウム−セラミックス接合基板の製造方法において、アルミニウムまたはアルミニウム合金中に不純物または合金成分として含まれる鉄の含有量が0.01質量%以下であることを特徴とする。
【0011】
このアルミニウム−セラミックス接合基板の製造方法において、アルミニウムまたはアルミニウム合金中に不純物または合金成分として含まれる鉄の含有量が0.005質量%以下であるのが好ましい。また、アルミニウム合金は、1.0質量%以下のシリコンを含有してもよく、0.1質量%以下のホウ素を含有してもよい。
【発明の効果】
【0012】
本発明によれば、溶湯接合法によってアルミニウムまたはアルミニウム合金からなる金属部材をセラミックス基板に接合する際に、金属部材とセラミックス基板との界面に微小な接合欠陥(ボイド)が生じるのを抑制することができるとともに、金属部材が金属板の場合に金属板の表面に生じる段差を容易に除去することができる。
【図面の簡単な説明】
【0013】
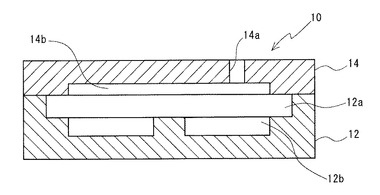
【図1】本発明によるアルミニウム−セラミックス接合基板の製造方法の第1の実施の形態において使用する鋳型の断面図である。
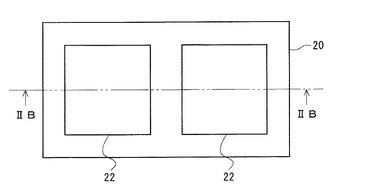
【図2A】図1に示す鋳型を使用して製造されるアルミニウム−セラミックス接合基板の平面図である。
【図2B】図1のII−II線断面図である。
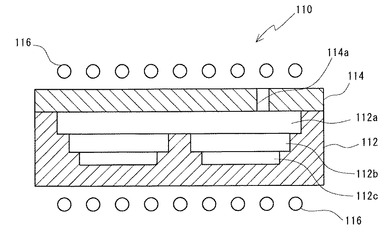
【図3】本発明によるアルミニウム−セラミックス接合基板の製造方法の第2の実施の形態において使用する鋳型の断面図である。
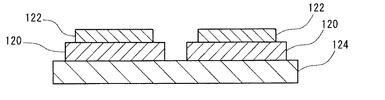
【図4】図3に示す鋳型を使用して製造されるアルミニウム−セラミックス接合基板の断面図である。
【発明を実施するための形態】
【0014】
溶湯接合法によってアルミニウムおよびアルミニウム合金からなる金属部材とセラミックス基板とを接合したアルミニウム−セラミックス接合基板において、金属部材とセラミックス基板との界面に生じた微小な接合欠陥(ボイド)の部分の断面を超音波探傷装置によって観察すると、ボイドの直径は2μm以下であり、多くのボイドの直径は1μm以下であった。また、ボイドに隣接する特徴的な元素としてFeが確認された。Feはアルミニウム原料中に不純物として存在しているが、ボイドの近傍に認められたFeはAlとの化合物を形成しており、極微小ではあるがボイドの形成に寄与していることが考えられる。
【0015】
また、アルミニウムまたはアルミニウム合金からなる金属部材が板状部材(金属板)である場合、溶湯接合法によって金属板とセラミックス基板とを接合した際に金属板の表面に生じた段差の部分の断面を観察すると、段差の近傍に凝縮したFeの存在が確認された。このFeによって金属板の表面に段差が形成されると考えられる。
【0016】
また、上述した金属板とセラミックス基板の界面に生じる接合欠陥(ボイド)や、金属板の表面に生じる段差は、金属板が厚くなると発生し易く、例えば、0.4mm以上になると顕著に発生し、0.6mm以上になるとさらに顕著に発生することがわかった。
【0017】
本発明によるアルミニウム−セラミックス接合基板の実施の形態では、不純物または合金成分として含まれる鉄の含有量が0.01質量%以下、好ましくは0.005質量%以下、さらに好ましくは0.003質量%以下であるアルミニウムまたはアルミニウム合金からなる金属部材がセラミックス基板に接合している。また、アルミニウム合金は、1.0質量%以下のシリコンを含有してもよく、0.1質量%以下のホウ素を含有してもよい。
【0018】
このようにアルミニウムまたはアルミニウム合金中の不純物または合金成分として含まれる鉄の含有量を0.01質量%以下にすることにより、溶湯接合法によってアルミニウムまたはアルミニウム合金からなる金属部材をセラミックス基板に接合する際に、金属部材とセラミックス基板との界面に微小な接合欠陥(ボイド)が生じるのを抑制することができる。また、金属部材が金属板の場合に、鉄の含有量を0.01質量%以下にすることにより、金属板の表面に生じる段差を後工程の研磨加工などによって容易に除去することができる。アルミニウムまたはアルミニウム合金中の鉄の含有量を0.01質量%以下にすることにより、接合欠陥(ボイド)と段差の部分に凝縮する鉄が金属板の表面の段差の除去を困難にするのを抑制すると考えられる。
【0019】
また、本発明によるアルミニウム−セラミックス接合基板の製造方法の実施の形態では、鋳型内にセラミックス基板を設置した後、このセラミックス基板の少なくとも一方の面に接触するようにアルミニウムまたはアルミニウム合金の溶湯を鋳型内に注湯し、冷却して溶湯を固化させることにより、セラミックス基板にアルミニウムまたはアルミニウム合金からなる金属部材を直接接合するアルミニウム−セラミックス接合基板の製造方法において、アルミニウムまたはアルミニウム合金中に不純物または合金成分として含まれる鉄の含有量を0.01質量%以下、好ましくは0.005質量%以下、さらに好ましくは0.003質量%以下にする。
【0020】
図1は、本発明によるアルミニウム−セラミックス接合基板の製造方法の第1の実施の形態において使用する鋳型を概略的に示している。図1に示すように、本実施の形態のアルミニウム−セラミックス接合基板の製造方法において使用する鋳型10は、平面形状が略矩形の下側鋳型部材12と、この下側鋳型部材12の蓋体としての平面形状が略矩形の上側鋳型部材14とから構成されている。下側鋳型部材12の上面には、セラミックス基板と略同一の形状および大きさの1つまたは複数(図1では1つのみを示す)の凹部(セラミックス基板を収容するためのセラミックス基板収容部)12aが形成されている。このセラミックス基板収容部12aの底面には、回路パターン用金属板と略同一の形状および大きさの1つまたは複数(図1では2つを示す)の凹部(回路パターン用金属板を形成するための金属回路板形成部)12bが形成されている。上側鋳型部材14の底面(下側鋳型部材12と対向する側の面)には、裏面側金属板と略同一の形状および大きさの1つまたは複数(図1では1つのみを示す)の凹部(裏面側金属板を形成するための裏面側金属板形成部)14bが形成されている。また、上側板が部材14には、(図示しない)注湯ノズルから鋳型10内に溶湯を注湯するための注湯口14aが形成されている。なお、下側鋳型部材12には、裏面側金属板形成部14bと金属回路板形成部12bとの間に延びる(図示しない)溶湯流路が形成され、セラミックス基板収容部12a内にセラミックス基板を収容したときにも裏面側金属板形成部14bと金属回路板形成部12bとの間が連通するようになっている。また、(図示しない)注湯ノズルは、(図示しない)外部の溶湯供給部に連通する狭い流路を有しており、溶湯供給部から供給されたアルミニウムまたはアルミニウム合金の溶湯を、その狭い流路を通してアルミニウム酸化膜を除去しながら、注湯口14aから鋳型10内に注湯することができるようになっている。
【0021】
次に、この鋳型10を使用して金属−セラミックス接合基板を製造する方法について説明する。まず、鋳型10の下側鋳型部材12のセラミックス基板収容部12a内にセラミックス基板を設置した後、下側鋳型部材12に上側鋳型部材14を被せて、鋳型10の裏面側金属板形成部14b内に上述した組成のアルミニウムまたはアルミニウム合金の溶湯を注湯して充填するとともに、(図示しない)溶湯流路を介して金属回路板形成部12bまで溶湯を充填し、その後、冷却して溶湯を凝固させる。このようにして、図2Aおよび図2Bに示すように、セラミックス基板20の一方の面にアルミニウムまたはアルミニウム合金からなる回路パターン用金属板22が直接接合するとともに、他方の面にアルミニウムまたはアルミニウム合金からなる裏面側金属板24が直接接合したアルミニウム−セラミックス接合基板を製造することができる。
【0022】
図3は、本発明によるアルミニウム−セラミックス接合基板の製造方法の第2の実施の形態において使用する鋳型を概略的に示している。図3に示すように、本実施の形態のアルミニウム−セラミックス接合基板の製造方法において使用する鋳型110は、平面形状が略矩形の下側鋳型部材112と、この下側鋳型部材112の蓋体としての平面形状が略矩形の上側鋳型部材114とから構成されている。下側鋳型部材112の上面には、金属ベース板と略同一の形状および大きさの凹部(金属ベース板を形成するための金属ベース板形成部)112aが形成されている。この金属ベース板形成部112aの底面には、セラミックス基板と略同一の形状および大きさの1つまたは複数(図3では2つを示す)の凹部(セラミックス基板を収容するためのセラミックス基板収容部)112bが形成されている。これらのセラミックス基板収容部112bの各々の底面には、回路パターン用金属板と略同一の形状および大きさの1つまたは複数(図3では1つのみを示す)の凹部(回路パターン用金属板を形成するための金属回路板形成部)112cが形成されている。上側鋳型部材114の底面(下側鋳型部材112と対向する側の面)には、(図示しない)注湯ノズルから鋳型110内に溶湯を注湯するための注湯口114aが形成されている。なお、下側鋳型部材112には、金属ベース板形成部112aと金属回路板形成部112cとの間に延びる(図示しない)溶湯流路が形成され、セラミックス基板収容部112b内にセラミックス基板を収容したときにも金属ベース板形成部112aと金属回路板形成部112cとの間が連通するようになっている。また、(図示しない)注湯ノズルは、(図示しない)外部の溶湯供給部に連通する狭い流路を有しており、溶湯供給部から供給されたアルミニウムまたはアルミニウム合金の溶湯を、その狭い流路を通してアルミニウム酸化膜を除去しながら、注湯口114aから鋳型110内に注湯することができるようになっている。また、鋳型110の上下にはヒータ116が設置されている。
【0023】
次に、この鋳型110を使用して金属−セラミックス接合基板を製造する方法について説明する。まず、鋳型110の下側鋳型部材112のセラミックス基板収容部112b内にセラミックス基板を設置した後、下側鋳型部材112に上側鋳型部材114を被せて、鋳型110の金属ベース板形成部112a内に上述した組成のアルミニウムまたはアルミニウム合金の溶湯を注湯して充填するとともに、(図示しない)溶湯流路を介して金属回路板形成部112cまで溶湯を充填し、その後、冷却して溶湯を凝固させる。このようにして、図4に示すように、金属ベース板124にセラミックス基板120の一方の面が直接接合するとともに、セラミックス基板120の他方の面にアルミニウムまたはアルミニウム合金からなる回路パターン用金属板122が直接接合したアルミニウム−セラミックス接合基板を製造することができる。
【0024】
なお、本実施の形態のアルミニウム−セラミックス接合基板の製造方法では、アルミニウムまたはアルミニウム合金の溶湯を凝固させるときに、鋳型110の一端から他端(例えば、図3において左側端部から右側端部)に向かって一方向に凝固させるように温度制御して冷却するのが好ましい。また、この凝固の際に鋳型110の上下方向の温度勾配がないように温度制御するのが好ましい。これらの温度制御は、鋳型110の上下に設置されたヒータ116を制御することにより、鋳型110の(図中左右方向の)一端の温度を他端の温度より低くし、且つ図中左右方向の温度勾配が1〜50℃/cmになるようにするのが好ましい。このように凝固時の温度制御を行うとともに、上述した組成のアルミニウムまたはアルミニウム合金、すなわち、不純物または合金成分として含まれる鉄の含有量を0.01質量%以下、好ましくは0.005質量%以下、さらに好ましくは0.003質量%以下としたアルミニウムまたはアルミニウム合金を使用することにより、金属板の表面の段差が形成されるのを抑制することができることがわかった。
【実施例】
【0025】
以下、本発明によるアルミニウム−セラミックス接合基板およびその製造方法の実施例について詳細に説明する。
【0026】
[実施例1]
図1に示す鋳型に窒化アルミニウム基板を収容して炉内に入れ、炉内を窒素雰囲気にした状態で740℃まで加熱し、(0.009質量%のFeを含む)不純物の含有量の合計が0.010質量%以下であるアルミニウム(アルミニウム99.99質量%以上)を、酸化被膜を取り除きながら、鋳型内に流し込んだ。その後、鋳型を冷却して溶湯を凝固させ、さらに室温まで冷却した。このようにして、セラミックス基板の両面にそれぞれ厚さ0.15mmの裏面側金属板と厚さ0.4mmの回路パターン用金属板が直接接触して接合した接合体を製造し、この接合体を鋳型から取り出して、図2Aおよび図2Bに示すような回路パターンを形成した。このようにして得られたアルミニウム−セラミックス接合基板の金属板とセラミックス基板との界面を超音波探傷装置により調べたところ、界面には接合欠陥(ボイド)が見られなかった。また、金属板の表面に段差が生じていたが、この段差は研磨によって容易に除去することができた。
【0027】
[実施例2]
アルミニウム(アルミニウム99.99質量%以上)の代わりに、0.001質量%のFeと0.5質量%のSiと0.04質量%のBを含有し、残部がアルミニウムと不可避不純物からなるアルミニウム合金(アルミニウム以外の元素の合計が0.55質量%)を使用した以外は、実施例1と同様の方法により、アルミニウム−セラミックス接合基板を製造した。このアルミニウム−セラミックス接合基板の金属板とセラミックス基板との界面を実施例1と同様に調べたところ、界面には接合欠陥(ボイド)が見られなかった。また、金属板の表面に段差が生じていたが、この段差は研磨によって容易に除去することができた。
【0028】
[比較例1]
アルミニウム(アルミニウム99.99質量%以上)の代わりに、(0.054質量%のFeと0.029質量%のSiとそれぞれ0.01質量%未満のZn、Cu、Mn、Mg、Cr、NiおよびTiを含む)不純物の含有量の合計が0.096質量%のアルミニウム合金(アルミニウム99.9質量%以上)を使用した以外は、実施例1と同様の方法により、アルミニウム−セラミックス接合基板を製造した。このアルミニウム−セラミックス接合基板の金属板とセラミックス基板との界面を実施例1と同様に調べたところ、界面には接合欠陥(ボイド)が見られた。また、金属板の表面に段差が生じていたが、この段差は研磨によって除去することができなかった。
【0029】
[比較例2]
アルミニウム(アルミニウム99.99質量%以上)の代わりに、0.05質量%のFeと0.5質量%のSiと0.04質量%のBを含有し、残部がアルミニウムと不可避不純物からなるアルミニウム合金(アルミニウム以外の元素の合計が0.55質量%)を使用した以外は、実施例1と同様の方法により、アルミニウム−セラミックス接合基板を製造した。このアルミニウム−セラミックス接合基板の金属板とセラミックス基板との界面を実施例1と同様に調べたところ、界面には接合欠陥(ボイド)が見られた。また、金属板の表面に段差が生じていたが、この段差は研磨によって除去することができなかった。
【0030】
[実施例3]
図3に示す鋳型に2枚の窒化アルミニウム基板を収容して炉内に入れ、炉内を窒素雰囲気にした状態で740℃まで加熱し、(0.003質量%のFeを含む)不純物の含有量の合計が0.010質量%以下であるアルミニウム(アルミニウム99.99質量%以上)を、酸化膜を取り除きながら鋳型内に流し込んだ。その後、鋳型を冷却して溶湯を凝固させ、さらに室温まで冷却した。なお、この冷却は、ヒータを制御して鋳型の一端から他端に向かって温度勾配が5℃/cmになり且つ鋳型の上下方向の温度勾配がゼロになるように設定して行った。このようにして、セラミックス基板の両面にそれぞれ厚さ0.8mmの回路パターン用金属板と厚さ5mmの金属ベース板からなる金属板が直接接触して接合した接合体を製造し、この接合体を鋳型から取り出した後、回路パターン用金属板をエッチングして、図4に示すような回路パターンを形成した。このようにした得られたアルミニウム−セラミックス接合基板の金属板とセラミックス基板との界面を実施例1と同様に調べたところ、界面には超音波探傷装置の測定において接合欠陥(ボイド)が見られなかった。また、金属板の表面に段差は生じていなかった。
【0031】
[実施例4]
アルミニウム(アルミニウム99.99質量%以上)の代わりに、0.001質量%のFeと0.5質量%のSiと0.04質量%のBを含有し、残部がアルミニウムと不可避的不純物からなるアルミニウム合金(アルミニウム以外の元素の合計が0.55質量%)を使用した以外は、実施例3と同様の方法により、アルミニウム−セラミックス接合基板を製造した。このようにした得られたアルミニウム−セラミックス接合基板の金属板とセラミックス基板との界面を実施例1と同様に調べたところ、界面には接合欠陥(ボイド)が見られなかった。また、金属板の表面に段差は生じていなかった。
【0032】
実施例および比較例で得られたアルミニウム−セラミックス接合基板のアルミニウムまたはアルミニウム合金の組成、接合欠陥および段差の有無、研磨による段差の除去の可否を表1に示す。
【0033】
【表1】

【符号の説明】
【0034】
10、110 鋳型
12、112 下側鋳型部材
12a、112b セラミックス基板収容部
12b、112c 金属回路板形成部
14、114 上側鋳型部材
14a、114a 注湯口
14b 裏面側金属板形成部
20、120 セラミックス基板
22、122 回路パターン用金属板
24 裏面側金属板
112a 金属ベース板形成部
116 ヒータ
124 金属ベース板
【技術分野】
【0001】
本発明は、アルミニウム−セラミックス接合基板およびその製造方法に関し、特に、アルミニウムまたはアルミニウム合金からなる金属部材がセラミックス基板に接合したアルミニウム−セラミックス接合基板およびその製造方法に関する。
【背景技術】
【0002】
従来、電気自動車や工作機械などの大電流を制御する高信頼性パワーモジュール用の絶縁基板として、アルミニウムまたはアルミニウム合金からなる金属部材がセラミックス基板に接合したアルミニウム−セラミックス接合基板が使用されている。このようなアルミニウム−セラミックス接合基板は、例えば、所謂溶湯接合法では、鋳型内にセラミックス基板を設置した後、このセラミックス基板に接触するようにアルミニウムまたはアルミニウム合金の溶湯を鋳型内に注湯し、冷却して溶湯を固化させることにより、セラミックス基板にアルミニウムまたはアルミニウム合金からなる金属部材を直接接合することによって製造されている(例えば、特許文献1〜2参照)。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開2002−76551号公報(段落番号0015)
【特許文献2】特開2005−103560号公報(段落番号0008−0009)
【発明の概要】
【発明が解決しようとする課題】
【0004】
溶湯接合法によってアルミニウムおよびアルミニウム合金からなる金属部材とセラミックス基板とを接合する場合には、金属部材とセラミックス基板との界面に接合欠陥(ボイド)は全く生じないと考えられていた。しかし、近年の超音波探傷装置の測定精度の向上により、(所謂ろう接法によって接合する場合に界面に生じる接合欠陥と比べれば非常に小さいが)極めて微小な接合欠陥(ボイド)が存在することがわかった。
【0005】
また、アルミニウムまたはアルミニウム合金からなる金属部材が板状部材(金属板)である場合、セラミックス基板と略同一の形状および大きさの空間であるセラミックス基板収容部と、このセラミックス基板収容部に隣接し且つセラミックス基板に接合する金属板(金属回路板または金属ベース板)と略同一の形状および大きさの空間である金属板形成部とが内部に形成された鋳型を使用して、セラミックス基板収容部にセラミックス基板を設置し、金属板形成部内に溶湯を流し込んで凝固させることによって、金属板をセラミックス基板に接合させる方法が知られている。この方法によって金属板をセラミックス基板に接合させると、金属板の表面に50〜100μm程度の段差が生じる場合がある。この段差は、溶湯を鋳型に流し込んで凝固させるときに、溶湯と鋳型との接触によって生じると考えられる。この段差は、後工程の(バフ研磨や化学研磨など)の研磨加工などによって除去するのが困難であった。なお、この段差は、フライスなどにより切削すれば、除去して平らにすることができるが、セラミックス基板が割れたり、金属板の寸法精度を向上させ難く、切削コストも高くなる。
【0006】
したがって、本発明は、このような従来の問題点に鑑み、溶湯接合法によってアルミニウムまたはアルミニウム合金からなる金属部材をセラミックス基板に接合する際に、金属部材とセラミックス基板との界面に微小な接合欠陥(ボイド)が生じるのを抑制することができるとともに、金属部材が金属板の場合に金属板の表面に生じる段差を容易に除去することができる、アルミニウム−セラミックス接合基板およびその製造方法を提供することを目的とする。
【課題を解決するための手段】
【0007】
本発明者らは、上記課題を解決するために鋭意研究した結果、アルミニウムまたはアルミニウム合金からなる金属部材がセラミックス基板に接合したアルミニウム−セラミックス接合基板において、アルミニウムまたはアルミニウム合金中に不純物または合金成分として含まれる鉄の含有量を0.01質量%以下にすることにより、溶湯接合法によってアルミニウムまたはアルミニウム合金からなる金属部材をセラミックス基板に接合する際に、金属部材とセラミックス基板との界面に微小な接合欠陥(ボイド)が生じるのを抑制することができるとともに、金属部材が金属板の場合に金属板の表面に生じる段差を容易に除去することができることを見出し、本発明を完成するに至った。
【0008】
すなわち、本発明によるアルミニウム−セラミックス接合基板は、アルミニウムまたはアルミニウム合金からなる金属部材がセラミックス基板に接合したアルミニウム−セラミックス接合基板において、アルミニウムまたはアルミニウム合金中に不純物または合金成分として含まれる鉄の含有量が0.01質量%以下であることを特徴とする。
【0009】
このアルミニウム−セラミックス接合基板において、アルミニウムまたはアルミニウム合金中に不純物または合金成分として含まれる鉄の含有量が0.005質量%以下であるのが好ましい。また、アルミニウム合金は、1.0質量%以下のシリコンを含有してもよく、0.1質量%以下のホウ素を含有してもよい。また、アルミニウム−セラミックス接合基板が、セラミックス基板にアルミニウムまたはアルミニウム合金の溶湯を接触させて冷却することによりセラミックス基板にアルミニウムまたはアルミニウム合金からなる金属部材が直接接合したアルミニウム−セラミックス接合基板であるのが好ましい。
【0010】
また、本発明によるアルミニウム−セラミックス接合基板の製造方法は、鋳型内にセラミックス基板を設置した後、このセラミックス基板の少なくとも一方の面に接触するようにアルミニウムまたはアルミニウム合金の溶湯を鋳型内に注湯し、冷却して溶湯を固化させることにより、セラミックス基板にアルミニウムまたはアルミニウム合金からなる金属部材を直接接合するアルミニウム−セラミックス接合基板の製造方法において、アルミニウムまたはアルミニウム合金中に不純物または合金成分として含まれる鉄の含有量が0.01質量%以下であることを特徴とする。
【0011】
このアルミニウム−セラミックス接合基板の製造方法において、アルミニウムまたはアルミニウム合金中に不純物または合金成分として含まれる鉄の含有量が0.005質量%以下であるのが好ましい。また、アルミニウム合金は、1.0質量%以下のシリコンを含有してもよく、0.1質量%以下のホウ素を含有してもよい。
【発明の効果】
【0012】
本発明によれば、溶湯接合法によってアルミニウムまたはアルミニウム合金からなる金属部材をセラミックス基板に接合する際に、金属部材とセラミックス基板との界面に微小な接合欠陥(ボイド)が生じるのを抑制することができるとともに、金属部材が金属板の場合に金属板の表面に生じる段差を容易に除去することができる。
【図面の簡単な説明】
【0013】
【図1】本発明によるアルミニウム−セラミックス接合基板の製造方法の第1の実施の形態において使用する鋳型の断面図である。
【図2A】図1に示す鋳型を使用して製造されるアルミニウム−セラミックス接合基板の平面図である。
【図2B】図1のII−II線断面図である。
【図3】本発明によるアルミニウム−セラミックス接合基板の製造方法の第2の実施の形態において使用する鋳型の断面図である。
【図4】図3に示す鋳型を使用して製造されるアルミニウム−セラミックス接合基板の断面図である。
【発明を実施するための形態】
【0014】
溶湯接合法によってアルミニウムおよびアルミニウム合金からなる金属部材とセラミックス基板とを接合したアルミニウム−セラミックス接合基板において、金属部材とセラミックス基板との界面に生じた微小な接合欠陥(ボイド)の部分の断面を超音波探傷装置によって観察すると、ボイドの直径は2μm以下であり、多くのボイドの直径は1μm以下であった。また、ボイドに隣接する特徴的な元素としてFeが確認された。Feはアルミニウム原料中に不純物として存在しているが、ボイドの近傍に認められたFeはAlとの化合物を形成しており、極微小ではあるがボイドの形成に寄与していることが考えられる。
【0015】
また、アルミニウムまたはアルミニウム合金からなる金属部材が板状部材(金属板)である場合、溶湯接合法によって金属板とセラミックス基板とを接合した際に金属板の表面に生じた段差の部分の断面を観察すると、段差の近傍に凝縮したFeの存在が確認された。このFeによって金属板の表面に段差が形成されると考えられる。
【0016】
また、上述した金属板とセラミックス基板の界面に生じる接合欠陥(ボイド)や、金属板の表面に生じる段差は、金属板が厚くなると発生し易く、例えば、0.4mm以上になると顕著に発生し、0.6mm以上になるとさらに顕著に発生することがわかった。
【0017】
本発明によるアルミニウム−セラミックス接合基板の実施の形態では、不純物または合金成分として含まれる鉄の含有量が0.01質量%以下、好ましくは0.005質量%以下、さらに好ましくは0.003質量%以下であるアルミニウムまたはアルミニウム合金からなる金属部材がセラミックス基板に接合している。また、アルミニウム合金は、1.0質量%以下のシリコンを含有してもよく、0.1質量%以下のホウ素を含有してもよい。
【0018】
このようにアルミニウムまたはアルミニウム合金中の不純物または合金成分として含まれる鉄の含有量を0.01質量%以下にすることにより、溶湯接合法によってアルミニウムまたはアルミニウム合金からなる金属部材をセラミックス基板に接合する際に、金属部材とセラミックス基板との界面に微小な接合欠陥(ボイド)が生じるのを抑制することができる。また、金属部材が金属板の場合に、鉄の含有量を0.01質量%以下にすることにより、金属板の表面に生じる段差を後工程の研磨加工などによって容易に除去することができる。アルミニウムまたはアルミニウム合金中の鉄の含有量を0.01質量%以下にすることにより、接合欠陥(ボイド)と段差の部分に凝縮する鉄が金属板の表面の段差の除去を困難にするのを抑制すると考えられる。
【0019】
また、本発明によるアルミニウム−セラミックス接合基板の製造方法の実施の形態では、鋳型内にセラミックス基板を設置した後、このセラミックス基板の少なくとも一方の面に接触するようにアルミニウムまたはアルミニウム合金の溶湯を鋳型内に注湯し、冷却して溶湯を固化させることにより、セラミックス基板にアルミニウムまたはアルミニウム合金からなる金属部材を直接接合するアルミニウム−セラミックス接合基板の製造方法において、アルミニウムまたはアルミニウム合金中に不純物または合金成分として含まれる鉄の含有量を0.01質量%以下、好ましくは0.005質量%以下、さらに好ましくは0.003質量%以下にする。
【0020】
図1は、本発明によるアルミニウム−セラミックス接合基板の製造方法の第1の実施の形態において使用する鋳型を概略的に示している。図1に示すように、本実施の形態のアルミニウム−セラミックス接合基板の製造方法において使用する鋳型10は、平面形状が略矩形の下側鋳型部材12と、この下側鋳型部材12の蓋体としての平面形状が略矩形の上側鋳型部材14とから構成されている。下側鋳型部材12の上面には、セラミックス基板と略同一の形状および大きさの1つまたは複数(図1では1つのみを示す)の凹部(セラミックス基板を収容するためのセラミックス基板収容部)12aが形成されている。このセラミックス基板収容部12aの底面には、回路パターン用金属板と略同一の形状および大きさの1つまたは複数(図1では2つを示す)の凹部(回路パターン用金属板を形成するための金属回路板形成部)12bが形成されている。上側鋳型部材14の底面(下側鋳型部材12と対向する側の面)には、裏面側金属板と略同一の形状および大きさの1つまたは複数(図1では1つのみを示す)の凹部(裏面側金属板を形成するための裏面側金属板形成部)14bが形成されている。また、上側板が部材14には、(図示しない)注湯ノズルから鋳型10内に溶湯を注湯するための注湯口14aが形成されている。なお、下側鋳型部材12には、裏面側金属板形成部14bと金属回路板形成部12bとの間に延びる(図示しない)溶湯流路が形成され、セラミックス基板収容部12a内にセラミックス基板を収容したときにも裏面側金属板形成部14bと金属回路板形成部12bとの間が連通するようになっている。また、(図示しない)注湯ノズルは、(図示しない)外部の溶湯供給部に連通する狭い流路を有しており、溶湯供給部から供給されたアルミニウムまたはアルミニウム合金の溶湯を、その狭い流路を通してアルミニウム酸化膜を除去しながら、注湯口14aから鋳型10内に注湯することができるようになっている。
【0021】
次に、この鋳型10を使用して金属−セラミックス接合基板を製造する方法について説明する。まず、鋳型10の下側鋳型部材12のセラミックス基板収容部12a内にセラミックス基板を設置した後、下側鋳型部材12に上側鋳型部材14を被せて、鋳型10の裏面側金属板形成部14b内に上述した組成のアルミニウムまたはアルミニウム合金の溶湯を注湯して充填するとともに、(図示しない)溶湯流路を介して金属回路板形成部12bまで溶湯を充填し、その後、冷却して溶湯を凝固させる。このようにして、図2Aおよび図2Bに示すように、セラミックス基板20の一方の面にアルミニウムまたはアルミニウム合金からなる回路パターン用金属板22が直接接合するとともに、他方の面にアルミニウムまたはアルミニウム合金からなる裏面側金属板24が直接接合したアルミニウム−セラミックス接合基板を製造することができる。
【0022】
図3は、本発明によるアルミニウム−セラミックス接合基板の製造方法の第2の実施の形態において使用する鋳型を概略的に示している。図3に示すように、本実施の形態のアルミニウム−セラミックス接合基板の製造方法において使用する鋳型110は、平面形状が略矩形の下側鋳型部材112と、この下側鋳型部材112の蓋体としての平面形状が略矩形の上側鋳型部材114とから構成されている。下側鋳型部材112の上面には、金属ベース板と略同一の形状および大きさの凹部(金属ベース板を形成するための金属ベース板形成部)112aが形成されている。この金属ベース板形成部112aの底面には、セラミックス基板と略同一の形状および大きさの1つまたは複数(図3では2つを示す)の凹部(セラミックス基板を収容するためのセラミックス基板収容部)112bが形成されている。これらのセラミックス基板収容部112bの各々の底面には、回路パターン用金属板と略同一の形状および大きさの1つまたは複数(図3では1つのみを示す)の凹部(回路パターン用金属板を形成するための金属回路板形成部)112cが形成されている。上側鋳型部材114の底面(下側鋳型部材112と対向する側の面)には、(図示しない)注湯ノズルから鋳型110内に溶湯を注湯するための注湯口114aが形成されている。なお、下側鋳型部材112には、金属ベース板形成部112aと金属回路板形成部112cとの間に延びる(図示しない)溶湯流路が形成され、セラミックス基板収容部112b内にセラミックス基板を収容したときにも金属ベース板形成部112aと金属回路板形成部112cとの間が連通するようになっている。また、(図示しない)注湯ノズルは、(図示しない)外部の溶湯供給部に連通する狭い流路を有しており、溶湯供給部から供給されたアルミニウムまたはアルミニウム合金の溶湯を、その狭い流路を通してアルミニウム酸化膜を除去しながら、注湯口114aから鋳型110内に注湯することができるようになっている。また、鋳型110の上下にはヒータ116が設置されている。
【0023】
次に、この鋳型110を使用して金属−セラミックス接合基板を製造する方法について説明する。まず、鋳型110の下側鋳型部材112のセラミックス基板収容部112b内にセラミックス基板を設置した後、下側鋳型部材112に上側鋳型部材114を被せて、鋳型110の金属ベース板形成部112a内に上述した組成のアルミニウムまたはアルミニウム合金の溶湯を注湯して充填するとともに、(図示しない)溶湯流路を介して金属回路板形成部112cまで溶湯を充填し、その後、冷却して溶湯を凝固させる。このようにして、図4に示すように、金属ベース板124にセラミックス基板120の一方の面が直接接合するとともに、セラミックス基板120の他方の面にアルミニウムまたはアルミニウム合金からなる回路パターン用金属板122が直接接合したアルミニウム−セラミックス接合基板を製造することができる。
【0024】
なお、本実施の形態のアルミニウム−セラミックス接合基板の製造方法では、アルミニウムまたはアルミニウム合金の溶湯を凝固させるときに、鋳型110の一端から他端(例えば、図3において左側端部から右側端部)に向かって一方向に凝固させるように温度制御して冷却するのが好ましい。また、この凝固の際に鋳型110の上下方向の温度勾配がないように温度制御するのが好ましい。これらの温度制御は、鋳型110の上下に設置されたヒータ116を制御することにより、鋳型110の(図中左右方向の)一端の温度を他端の温度より低くし、且つ図中左右方向の温度勾配が1〜50℃/cmになるようにするのが好ましい。このように凝固時の温度制御を行うとともに、上述した組成のアルミニウムまたはアルミニウム合金、すなわち、不純物または合金成分として含まれる鉄の含有量を0.01質量%以下、好ましくは0.005質量%以下、さらに好ましくは0.003質量%以下としたアルミニウムまたはアルミニウム合金を使用することにより、金属板の表面の段差が形成されるのを抑制することができることがわかった。
【実施例】
【0025】
以下、本発明によるアルミニウム−セラミックス接合基板およびその製造方法の実施例について詳細に説明する。
【0026】
[実施例1]
図1に示す鋳型に窒化アルミニウム基板を収容して炉内に入れ、炉内を窒素雰囲気にした状態で740℃まで加熱し、(0.009質量%のFeを含む)不純物の含有量の合計が0.010質量%以下であるアルミニウム(アルミニウム99.99質量%以上)を、酸化被膜を取り除きながら、鋳型内に流し込んだ。その後、鋳型を冷却して溶湯を凝固させ、さらに室温まで冷却した。このようにして、セラミックス基板の両面にそれぞれ厚さ0.15mmの裏面側金属板と厚さ0.4mmの回路パターン用金属板が直接接触して接合した接合体を製造し、この接合体を鋳型から取り出して、図2Aおよび図2Bに示すような回路パターンを形成した。このようにして得られたアルミニウム−セラミックス接合基板の金属板とセラミックス基板との界面を超音波探傷装置により調べたところ、界面には接合欠陥(ボイド)が見られなかった。また、金属板の表面に段差が生じていたが、この段差は研磨によって容易に除去することができた。
【0027】
[実施例2]
アルミニウム(アルミニウム99.99質量%以上)の代わりに、0.001質量%のFeと0.5質量%のSiと0.04質量%のBを含有し、残部がアルミニウムと不可避不純物からなるアルミニウム合金(アルミニウム以外の元素の合計が0.55質量%)を使用した以外は、実施例1と同様の方法により、アルミニウム−セラミックス接合基板を製造した。このアルミニウム−セラミックス接合基板の金属板とセラミックス基板との界面を実施例1と同様に調べたところ、界面には接合欠陥(ボイド)が見られなかった。また、金属板の表面に段差が生じていたが、この段差は研磨によって容易に除去することができた。
【0028】
[比較例1]
アルミニウム(アルミニウム99.99質量%以上)の代わりに、(0.054質量%のFeと0.029質量%のSiとそれぞれ0.01質量%未満のZn、Cu、Mn、Mg、Cr、NiおよびTiを含む)不純物の含有量の合計が0.096質量%のアルミニウム合金(アルミニウム99.9質量%以上)を使用した以外は、実施例1と同様の方法により、アルミニウム−セラミックス接合基板を製造した。このアルミニウム−セラミックス接合基板の金属板とセラミックス基板との界面を実施例1と同様に調べたところ、界面には接合欠陥(ボイド)が見られた。また、金属板の表面に段差が生じていたが、この段差は研磨によって除去することができなかった。
【0029】
[比較例2]
アルミニウム(アルミニウム99.99質量%以上)の代わりに、0.05質量%のFeと0.5質量%のSiと0.04質量%のBを含有し、残部がアルミニウムと不可避不純物からなるアルミニウム合金(アルミニウム以外の元素の合計が0.55質量%)を使用した以外は、実施例1と同様の方法により、アルミニウム−セラミックス接合基板を製造した。このアルミニウム−セラミックス接合基板の金属板とセラミックス基板との界面を実施例1と同様に調べたところ、界面には接合欠陥(ボイド)が見られた。また、金属板の表面に段差が生じていたが、この段差は研磨によって除去することができなかった。
【0030】
[実施例3]
図3に示す鋳型に2枚の窒化アルミニウム基板を収容して炉内に入れ、炉内を窒素雰囲気にした状態で740℃まで加熱し、(0.003質量%のFeを含む)不純物の含有量の合計が0.010質量%以下であるアルミニウム(アルミニウム99.99質量%以上)を、酸化膜を取り除きながら鋳型内に流し込んだ。その後、鋳型を冷却して溶湯を凝固させ、さらに室温まで冷却した。なお、この冷却は、ヒータを制御して鋳型の一端から他端に向かって温度勾配が5℃/cmになり且つ鋳型の上下方向の温度勾配がゼロになるように設定して行った。このようにして、セラミックス基板の両面にそれぞれ厚さ0.8mmの回路パターン用金属板と厚さ5mmの金属ベース板からなる金属板が直接接触して接合した接合体を製造し、この接合体を鋳型から取り出した後、回路パターン用金属板をエッチングして、図4に示すような回路パターンを形成した。このようにした得られたアルミニウム−セラミックス接合基板の金属板とセラミックス基板との界面を実施例1と同様に調べたところ、界面には超音波探傷装置の測定において接合欠陥(ボイド)が見られなかった。また、金属板の表面に段差は生じていなかった。
【0031】
[実施例4]
アルミニウム(アルミニウム99.99質量%以上)の代わりに、0.001質量%のFeと0.5質量%のSiと0.04質量%のBを含有し、残部がアルミニウムと不可避的不純物からなるアルミニウム合金(アルミニウム以外の元素の合計が0.55質量%)を使用した以外は、実施例3と同様の方法により、アルミニウム−セラミックス接合基板を製造した。このようにした得られたアルミニウム−セラミックス接合基板の金属板とセラミックス基板との界面を実施例1と同様に調べたところ、界面には接合欠陥(ボイド)が見られなかった。また、金属板の表面に段差は生じていなかった。
【0032】
実施例および比較例で得られたアルミニウム−セラミックス接合基板のアルミニウムまたはアルミニウム合金の組成、接合欠陥および段差の有無、研磨による段差の除去の可否を表1に示す。
【0033】
【表1】
【符号の説明】
【0034】
10、110 鋳型
12、112 下側鋳型部材
12a、112b セラミックス基板収容部
12b、112c 金属回路板形成部
14、114 上側鋳型部材
14a、114a 注湯口
14b 裏面側金属板形成部
20、120 セラミックス基板
22、122 回路パターン用金属板
24 裏面側金属板
112a 金属ベース板形成部
116 ヒータ
124 金属ベース板
【特許請求の範囲】
【請求項1】
アルミニウムまたはアルミニウム合金からなる金属部材がセラミックス基板に接合したアルミニウム−セラミックス接合基板において、アルミニウムまたはアルミニウム合金中に不純物または合金成分として含まれる鉄の含有量が0.01質量%以下であることを特徴とする、アルミニウム−セラミックス接合基板。
【請求項2】
前記鉄の含有量が0.005質量%以下であることを特徴とする、請求項1に記載のアルミニウム−セラミックス接合基板。
【請求項3】
前記アルミニウム合金が1.0質量%以下のシリコンを含有することを特徴とする、請求項1または2に記載のアルミニウム−セラミックス接合基板。
【請求項4】
前記アルミニウム合金が0.1質量%以下のホウ素を含有することを特徴とする、請求項1乃至3のいずれかに記載のアルミニウム−セラミックス接合基板。
【請求項5】
前記アルミニウム−セラミックス接合基板が、セラミックス基板にアルミニウムまたはアルミニウム合金の溶湯を接触させて冷却することによりセラミックス基板にアルミニウムまたはアルミニウム合金からなる金属部材が直接接合したアルミニウム−セラミックス接合基板であることを特徴とする、請求項1乃至4のいずれかに記載のアルミニウム−セラミックス接合基板。
【請求項6】
鋳型内にセラミックス基板を設置した後、このセラミックス基板の少なくとも一方の面に接触するようにアルミニウムまたはアルミニウム合金の溶湯を鋳型内に注湯し、冷却して溶湯を固化させることにより、セラミックス基板にアルミニウムまたはアルミニウム合金からなる金属部材を直接接合するアルミニウム−セラミックス接合基板の製造方法において、アルミニウムまたはアルミニウム合金中に不純物または合金成分として含まれる鉄の含有量が0.01質量%以下であることを特徴とする、アルミニウム−セラミックス接合基板の製造方法。
【請求項7】
前記鉄の含有量が0.005質量%以下であることを特徴とする、請求項6に記載のアルミニウム−セラミックス接合基板の製造方法。
【請求項8】
前記アルミニウム合金が1.0質量%以下のシリコンを含有することを特徴とする、請求項6または7に記載のアルミニウム−セラミックス接合基板の製造方法。
【請求項9】
前記アルミニウム合金が0.1質量%以下のホウ素を含有することを特徴とする、請求項6乃至8のいずれかに記載のアルミニウム−セラミックス接合基板の製造方法。
【請求項1】
アルミニウムまたはアルミニウム合金からなる金属部材がセラミックス基板に接合したアルミニウム−セラミックス接合基板において、アルミニウムまたはアルミニウム合金中に不純物または合金成分として含まれる鉄の含有量が0.01質量%以下であることを特徴とする、アルミニウム−セラミックス接合基板。
【請求項2】
前記鉄の含有量が0.005質量%以下であることを特徴とする、請求項1に記載のアルミニウム−セラミックス接合基板。
【請求項3】
前記アルミニウム合金が1.0質量%以下のシリコンを含有することを特徴とする、請求項1または2に記載のアルミニウム−セラミックス接合基板。
【請求項4】
前記アルミニウム合金が0.1質量%以下のホウ素を含有することを特徴とする、請求項1乃至3のいずれかに記載のアルミニウム−セラミックス接合基板。
【請求項5】
前記アルミニウム−セラミックス接合基板が、セラミックス基板にアルミニウムまたはアルミニウム合金の溶湯を接触させて冷却することによりセラミックス基板にアルミニウムまたはアルミニウム合金からなる金属部材が直接接合したアルミニウム−セラミックス接合基板であることを特徴とする、請求項1乃至4のいずれかに記載のアルミニウム−セラミックス接合基板。
【請求項6】
鋳型内にセラミックス基板を設置した後、このセラミックス基板の少なくとも一方の面に接触するようにアルミニウムまたはアルミニウム合金の溶湯を鋳型内に注湯し、冷却して溶湯を固化させることにより、セラミックス基板にアルミニウムまたはアルミニウム合金からなる金属部材を直接接合するアルミニウム−セラミックス接合基板の製造方法において、アルミニウムまたはアルミニウム合金中に不純物または合金成分として含まれる鉄の含有量が0.01質量%以下であることを特徴とする、アルミニウム−セラミックス接合基板の製造方法。
【請求項7】
前記鉄の含有量が0.005質量%以下であることを特徴とする、請求項6に記載のアルミニウム−セラミックス接合基板の製造方法。
【請求項8】
前記アルミニウム合金が1.0質量%以下のシリコンを含有することを特徴とする、請求項6または7に記載のアルミニウム−セラミックス接合基板の製造方法。
【請求項9】
前記アルミニウム合金が0.1質量%以下のホウ素を含有することを特徴とする、請求項6乃至8のいずれかに記載のアルミニウム−セラミックス接合基板の製造方法。
【図1】

【図2A】
【図2B】

【図3】
【図4】
【図2A】
【図2B】
【図3】
【図4】
【公開番号】特開2011−73027(P2011−73027A)
【公開日】平成23年4月14日(2011.4.14)
【国際特許分類】
【出願番号】特願2009−225873(P2009−225873)
【出願日】平成21年9月30日(2009.9.30)
【出願人】(506365131)DOWAメタルテック株式会社 (109)
【Fターム(参考)】
【公開日】平成23年4月14日(2011.4.14)
【国際特許分類】
【出願日】平成21年9月30日(2009.9.30)
【出願人】(506365131)DOWAメタルテック株式会社 (109)
【Fターム(参考)】
[ Back to top ]