
方向性電磁鋼板の製造方法

【課題】被膜特性および磁気特性に優れた方向性電磁鋼板を提供する。
【解決手段】インヒビター成分を含有しない成分系の鋼スラブを素材として、方向性電磁鋼板を製造するに際し、
一次再結晶焼鈍後、焼鈍分離剤の塗布に先立ち、鋼板表面にSi,Cu,Sn,CoおよびNiのうちから選んだ1種または2種以上の金属含有物を該金属元素換算の合計量で0.1〜50 mg/m2の範囲で電着させ、しかるのち焼鈍分離剤を塗布する。
【解決手段】インヒビター成分を含有しない成分系の鋼スラブを素材として、方向性電磁鋼板を製造するに際し、
一次再結晶焼鈍後、焼鈍分離剤の塗布に先立ち、鋼板表面にSi,Cu,Sn,CoおよびNiのうちから選んだ1種または2種以上の金属含有物を該金属元素換算の合計量で0.1〜50 mg/m2の範囲で電着させ、しかるのち焼鈍分離剤を塗布する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、方向性電磁鋼板の製造方法に関し、特に被膜特性の有利な改善を図ろうとするものである。
【背景技術】
【0002】
変圧器や発電機の鉄心材料として使用される方向性電磁鋼板には、高磁束密度でかつ低鉄損であることが最も重要な特性として要求される。
方向性電磁鋼板の低鉄損化を実現するために、今日まで様々な手段が講じられてきたが、その中でも最終仕上焼鈍後の鋼板の結晶方位をゴス方位と呼ばれる{110}<001>方位に高度に集積させることは、最も重要視されてきた開発目標の一つである。というのは、鉄結晶の磁化容易軸方向である結晶方位<001>を圧延方向に高度に集積させることにより、 圧延方向への磁化に要する磁化力が小さくなり、保磁力が低下する結果、ヒステリシス損が低下し、鉄損が低下するからである。
【0003】
その他、方向性電磁鋼板の重要な要求特性として、磁化した際の騒音が小さいことが挙げられるが、この問題も結晶方位をゴス方位に揃えることにより大幅に改善される。
すなわち、変圧器から生じる騒音の原因として、鉄心素材の磁歪振動や電磁振動があることが知られているが、結晶方位のゴス方位への集積度を向上させることにより、磁歪振動の原因となる90°磁区の生成が抑制されると同時に、励磁電流が低下して電磁振動が抑制され、これらの結果として、騒音を低減させることができる。
【0004】
上述したように、方向性電磁鋼板にとって結晶方位<001>の圧延方向への集積は最も重要な課題であるといえる。
ここで、結晶方位の集積度の指標としては、B8(磁化力:800 A/mにおける磁束密度)が用いられる場合が多く、方向性電磁鋼板の開発はこのB8の向上を大きな目標として推進されている。
また、鉄損の代表的な値としては、励磁磁束密度:1.7T、励磁周波数:50Hzの場合のエネルギー損失であるW17/50が使用される。
【0005】
このような方向性電磁鋼板の二次再結晶粒組織は、最終仕上焼鈍中の二次再結晶と呼ばれる現象を通じて形成され、この二次再結晶によりゴス方位の結晶粒を優先的に巨大成長させて、所望の磁気特性を有する製品とする。
この最終仕上焼鈍は長時間行う必要があるため、鋼板の焼付き防止を目的として、通常はこの焼鈍前に、マグネシアを主体とする焼鈍分離剤を水と懸濁させスラリーとして塗布する。このマグネシアは、かような焼鈍分離剤としての役割の他に、最終仕上焼鈍に先立って行われる一次再結晶焼鈍により鋼板表面に生成するSiO2を主体とする酸化層と反応することによって、フォルステライト(Mg2SiO4)被膜を形成させるという働きがある。
【0006】
この形成されたフォルステライト被膜は、上塗りされるリン酸塩系絶縁コーティングと地鉄部分とを密着させる一種のバインダーとしての働きだけでなく、それ自体が絶縁被膜として働き、さらに鋼板に張力を付与することによって磁気特性を改善するといった働きもある。従って、厚みが均一で、鋼板との密着性のよいフォルステライト被膜を形成させることは非常に重要であり、この点で焼鈍分離剤の役割は極めて大きい。
【0007】
ところで、最近、環境問題への関心の高まりやエネルギー需要の増大を背景として、方向性電磁鋼板の鉄損のさらなる低減や、製造工程で使用するエネルギーの節約を目的としたスラブ加熱温度の低温化が行われてきている。
例えば、特許文献1は、出鋼素材にBiを添加して高い磁束密度ひいては低鉄損を実現する技術であり、また特許文献2は、出鋼素材のSやSe量を低減して硫化物、セレン化物の析出を抑えることによってスラブ加熱温度を低下させる技術である。
【特許文献1】特開平6-088173号公報
【特許文献2】特開2000-129356号公報
【0008】
しかしながら、上記のような材料の製造に際しては、最終仕上焼鈍中に鋼板表面に生じるフォルステライトの形成が不良となり、製品の被膜外観や絶縁コーティングの密着性が劣化することが最近問題となってきた。この理由は、素材成分のBiの存在やS,Seの不存在等が脱炭焼鈍でのサブスケール形成および仕上焼鈍でのフォルステライト被膜の形成に悪影響を及ぼすためで、これを解決するために種々の技術が提案されている。
【0009】
例えば、特許文献3は、Biを含有する素材で、焼鈍分離剤中にアルカリ金属を含有させる技術であり、また特許文献4は、S,Seを含まない素材で、焼鈍分離剤中にSr化合物を添加する技術である。
【特許文献3】特開2003-342642号公報
【特許文献4】特開平11-199932号公報
【0010】
上述した従来技術の開発により、フォルステライト被膜はかなり改善されてきた。しかしながら、これらの技術では、出鋼素材を従来と異なった成分にした場合、すなわちインヒビター成分を全く含有させない場合やBi,Ni等の被膜の形成を阻害する成分を含有する場合には、膜質の劣化を完全に防止することはできず、被膜外観の良好な製品を製造するには至っていないのが現状である。
【発明の開示】
【発明が解決しようとする課題】
【0011】
本発明は、上記したような特殊な鋼組成を有する場合であっても、フォルステライト被膜の膜質劣化を効果的に防止して、被膜特性に優れた方向性電磁鋼板を安定して得ることができる方向性電磁鋼板の有利な製造方法を提案することを目的とする。
【課題を解決するための手段】
【0012】
さて、発明者らは、鋼素材が、インヒビター成分を全く含有しない成分系やSb,Bi,Ni等の被膜の形成を阻害する成分を含有する成分系などのように、従来の素材とは著しく異なる成分系の場合であっても、良好なフォルステライト被膜を得る方法について鋭意検討を重ねた結果、一次再結晶焼鈍後、焼鈍分離剤の塗布に先立ち、鋼板表面に所定の電着物を付与することによって、被膜特性が大幅に改善されることの新規知見を得た。
本発明は、上記の知見に立脚するものである。
【0013】
すなわち、本発明の要旨構成は次のとおりである。
1.質量%で、C:0.01〜0.10%、Si:1.0〜5.0%およびMn:0.5 %以下を含有し、残部はFeおよび不可避的不純物の組成になる鋼スラブを、熱間圧延後、1回または複数回の焼鈍と冷間圧延により最終板厚に仕上げたのち、一次再結晶焼鈍を施し、ついで焼鈍分離剤を塗布したのち、二次再結晶焼鈍を施すことからなる方向性電磁鋼板の製造方法において、
一次再結晶焼鈍後、鋼板表面に、Si,Cu,Sn,CoおよびNiのうちから選んだ1種または2種以上の金属含有物を該金属元素換算の合計量で0.1〜50 mg/m2の範囲で電着させ、しかるのち焼鈍分離剤を塗布することを特徴とする方向性電磁鋼板の製造方法。
【0014】
2.上記1において、鋼スラブが、質量%でさらに、Al:0.01〜0.04%およびN:0.006〜0.01%を含有することを特徴とする方向性電磁鋼板の製造方法。
【0015】
3.上記1または2において、鋼スラブが、質量%でさらに、Mn:0.04〜0.5%およびS+Se:0.01〜0.03%を含有することを特徴とする方向性電磁鋼板の製造方法。
【0016】
4.上記1,2または3において、鋼スラブが、質量%でさらに、Ni:0.01〜1.50%、Sn0.01〜0.50%、Sb:0.005〜0.50%、P:0.005〜0.50%、Te:0.003〜1.50%、Bi:0.003〜1.50%、Pb:0.003〜1.50%およびCu:0.01〜0.3%のうちから選んだ1種または2種以上を含有することを特徴とする方向性電磁鋼板の製造方法。
【発明の効果】
【0017】
本発明によれば、方向性電磁鋼板の素材成分が、フォルステライト被膜の形成が阻害される成分系の場合であっても、一次再結晶焼鈍後、焼鈍分離剤の塗布に先立ち、鋼板表面に所定の電着物を付着させることにより、被膜特性が良好なフォルステライト被膜を得ることができる。
【発明を実施するための最良の形態】
【0018】
以下、本発明を由来するに至った実験結果について説明する。なお、成分に関する「%」表示は特に断らない限り質量%を意味するものとする。
C:0.04%、Si:3.0%、Mn:0.10%、S:40ppm、Se:2ppm、Cr:0.01%、O:10ppm、N:25ppmおよびsol.Al:30ppmを含有し、残部はFeおよび不可避的不純物の組成になる鋼スラブを、熱間圧延により板厚:2.0mmの熱延板とし、ついで1000℃で1分間の熱延板焼鈍後、板厚:0.30mmまで冷間圧延し、850℃,100秒の脱炭・一次再結晶焼鈍を施した。
一次再結晶焼鈍後、5%のオルト珪酸ナトリウムを溶解させた電解脱脂浴中で鋼板を陰極として電解処理し、Si化合物をSi換算で0〜100 mgの範囲で電析させた。Si換算でのSi化合物の電析量(金属Si電着量)は、電析した鋼板の酸洗前後の蛍光X線強度差から、予め作成しておいた検量線を用いて検出した。
その後、焼鈍分離剤を塗布し、1200℃,10hの二次再結晶焼鈍を施した。しかる後に、残留焼鈍分離剤を除去後、絶縁コーティング処理液を塗布し、焼付けとヒートフラットニング処理と兼ねて850℃,30秒の焼鈍を行い、最終製品とした。
【0019】
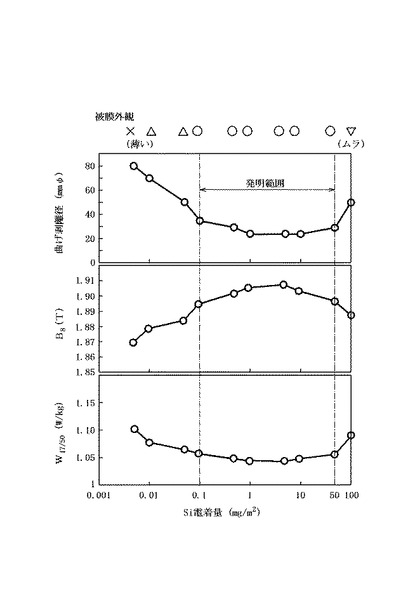
かくして得られた製品の磁気特性(磁束密度B8、鉄損W17/50)および被膜特性(被膜外観、被膜密着性)について調査した。なお、被膜密着性は、サンプルを円筒状の棒に巻きつけて被膜が剥離しなかった最小の曲げ径により評価した。また、被膜外観は目視により観察し、次のように評価した。○:均一な被膜外観が得られた場合、▽:被膜ムラが生じた場合、△:全体に薄い場合、×:全体に薄く、部分的に剥落した場合。
得られた結果を図1に示す。
【0020】
同図に示したとおり、Si電着量が0.1 mg/m2以上になると鉄損および磁束密度のいずれも改善が認められた。また、被膜外観も均一となり、被膜密着性も改善された。
しかしながら、電着量が50 mg/m2を超えると磁気特性、被膜密着性は劣化し始め、また被膜外観はムラが多くなっていった。
【0021】
このような結果が得られた理由については、まだ明確に解明されたわけではないが、発明者らは次のように考えている。
すなわち、電着物を付着させない条件では、S,Seを含まない素材では脱炭焼鈍後に形成される酸化膜が粗雑なものしか得られないため、仕上焼鈍中の雰囲気の影響で窒化や酸化を抑えることができない。そのため、結晶粒成長抑制力が不安定となり、所望の磁気特性が得られなかったリ、表面が過度に酸化されて被膜不良が発生する。
これに対し、表面に電着物を付着させると、この付着した電着Siが保護膜となって仕上焼鈍中の酸化や窒化を防止し、これにより粒成長抑制力が不安定化するのを防ぐことにより良好な二次再結晶粒が成長して磁気特性が改善されるものと考えられる。また、仕上焼鈍中の酸化が防止されることにより、被膜の酸化量が異常に増大することが防止されて、被膜欠陥がなくなり被膜が改善されるものと考えられる。しかしながら、電着量が多すぎると保護膜が厚くなりすぎる結果、表面の反応性が低下し、被膜形成が遅滞して被膜が劣化するものと考えられる。また、被膜形成が遅滞する結果、かえって被膜による雰囲気からの保護効果が小さくなって窒化の影響を受け易くなり、磁気特性も劣化するものと考えられる。
【0022】
なお、特開昭61-190020号公報には、最終板厚としてから焼鈍分離剤を塗布するまでの間の鋼板表面に、Feよりも電極電位の高い金属を置換メッキにより付着させる方法が開示されているが、この方法では今回のS,Seを含まない素材のように被膜性状の劣悪な材料を改善するには不十分である。すなわち、無電解メッキでは密着性が確保されないため、所望の保護膜の効果が得られない。さらに、特開平9-087744号公報には、冷間圧延後に電着物を付着させて脱炭焼鈍を行う方法が開示されているが、この方法では、脱炭焼鈍中に表面に付着させた電着物が鋼中に拡散するため、得られる効果が小さくなる。また、電着物の影響で脱炭焼鈍で生成される酸化膜の形態が変わるので、脱炭焼鈍条件の設定が困難で制御範囲が狭くなるという問題もある。
この点、本発明では、脱炭焼鈍後に電着させるので電着物に十分な密着性を付与することができるだけでなく、目付量の制御も容易にでき、しかも脱炭焼鈍も特別格段の注意を要さずに処理することができる。
【0023】
以下、本発明に従う方向性電磁鋼板の製造方法について説明する。
まず、鋼スラブの組成を前記の範囲に限定した理由について説明する。
C:0.01〜0.10%
Cは、変態を利用して熱延組織を改善するのに有用なだけでなく、ゴス方位結晶粒の発生にも有用な元素であり、これらの効果を得るために0.01%以上を含有させるが、0.10%を超えると効果が強くなりすぎてかえって集合組織の劣化を招くので、C量は0.01〜0.10%の範囲に限定した。
【0024】
Si:1.0〜5.0%
Siは、電気抵抗を高めて鉄損を低下させるだけでなく、鉄のα相を安定化させて高温での熱処理を可能とするために必要な元素であり、少なくとも1.0%を必要とするが、含有量が5.0%を超えると冷延が困難となるので、Si量は1.0〜5.0%の範囲に限定した。
【0025】
Mn:0.5 %以下
Mnは、熱間加工性を良好にするために有用な元素であるが、含有量が0.5%を超えると磁気特性が劣化するので、Mnは0.5 %以下で含有させるものとした。
【0026】
以上の元素が必須成分であり、本発明は、基本的に、上記したようなインヒビターを含まない素材に有効である。また、本発明は、添加物としてSbやBi,Ni等の被膜形成を阻害する元素を含む素材にも有効である。
ここで、インヒビターを含まない素材の場合には、Alは100ppm以下、Nは60ppm以下、S,Se,Oについてもそれぞれ50ppm以下に低減することが、良好な二次再結晶を生じさせる上で有効である。
【0027】
また、本発明は、インヒビター成分の添加を否定するものではなく、必要に応じてこれらの元素を含有させることができる。
インヒビターとしては、AlN,MnS,MnSe等が知られており、AlNをインヒビターとして用いる場合にはAlを100ppm以上 400ppm以下、Nを60ppm以上 100ppm以下とする。というのは、Alが100ppmより低かったりNが60ppmより低いとインヒビターとして十分働かず、一方Alが400ppmより高かったりNが100ppmより高いと二次再結晶が不安定となるからである。
また、MnSeやMnSをインヒビターとする場合は、Mnを0.04%以上、SとSeを合計で100 ppm以上 300ppm以下とする。Mnが0.04%未満、S+Seが100ppm未満であればインヒビターとして不十分であり、一方SとSeが300ppmを超えると熱延時に表面欠陥が生じ易くなるからである。
【0028】
さらに、本発明では、磁気特性の改善には有効であるものの、被膜の形成には悪影響を及ぼす成分についても適宜添加することができる。かような成分としては、Ni,Sn,Sb,P,Te,Bi,PbおよびCuなどが挙げられるが、これらはそれぞれ以下の範囲で含有させることが好ましい。
Ni:0.01〜1.50%、Sn:0.01〜0.50%、Sb:0.005〜0.50%、P:0.005〜0.50%、Te:0.003〜1.50%、Bi:0.003〜1.50%、Pb:0.003〜1.50%およびCu:0.01〜0.3%。
これらはいずれも、上記の範囲内で添加することにより、磁気特性の向上に有効に寄与する。
【0029】
次に、本発明の製造方法について説明する。
上記のような好適成分組成に調整した鋼スラブを、熱間圧延し、ついで1回または複数回の焼鈍と冷間圧延により最終板厚に仕上げたのち、一次再結晶焼鈍を施す。ここで、1回または複数回の焼鈍と冷間圧延とは、具体的には、熱延板焼鈍後、1回の冷間圧延または中間焼鈍を挟む2回以上の冷間圧延を施すこと、あるいは熱延板焼鈍は施さずに中間焼鈍を挟む2回以上の冷間圧延を施すことである。
【0030】
冷間圧延後の一次再結晶焼鈍は、均熱領域の温度は750〜950℃程度とすることが望ましい。というのは、950℃を超えると一次再結晶粒の粒成長が進行しすぎて二次再結晶不良となり、一方750℃未満では逆に一次再結晶粒の粒成長が進まず、二次再結晶粒方位が不安定になる原因となるからである。また、均熱時間は20〜240s程度とするのが好ましい。というのは、20s未満では一次再結晶不良となり、一方240s超では一次再結晶粒成長が進行していずれも磁気特性劣化の要因となるからである。さらに、焼鈍時の雰囲気酸化性〔P(H20)/P(H2)〕は0.15〜0.75程度とすることが好ましい。というのは、P(H20)/P(H2)が0.15未満では良好な酸化膜が得られず被膜が劣化し、一方0.75を超えるとFeOを主体とする過酸化な膜が形成され、やはり被膜劣化を招くからである。
【0031】
上記の一次再結晶焼鈍後に、鋼板表面に金属含有物の電着処理を施す。この処理が、本発明で最も重要な工程であり、この電着処理を施すことにより、仕上焼鈍中の雰囲気保護性が高まり被膜が効果的に改善されるのである。
ここに、電着させる元素としては、Si,Cu,Sn,CoおよびNiのうちから選んだ1種または2種以上の元素が有効である。また、電着量については、金属含有物の金属元素換算で0.1〜50 mg/m2とする必要がある。というのは、電着量が0.1 mg/m2より少ないと、かような電着処理を施す効果がなく、一方50 mg/m2を超えると表面が不活性になりすぎて被膜反応性が低下するからである。電着される金属含有物の形態としては、例えば単独の金属や金属化合物の形態、それらの複数が単に混在した形態、または複数の金属が合金化した形態や、複数の金属による化合物の形態などが挙げられるが、要は、電着量として、そのような形態の金属含有物における各金属元素換算の合計量が上記の範囲であれば良い。
【0032】
なお、上記の電着処理は、鉄を陰極側とするが、必ずしも一定の電極で通電する必要はなく、例えば+−+−のような交番電解とすることも可能であるし、電流密度を何段階かに分けて通電することも可能である。また、通電方式も直接通電、間接通電のいずれで行ってもかまわない。
【0033】
上記の電着処理後に、焼鈍分離剤を塗布する。焼鈍分離剤は主剤としてマグネシアを少なくとも50%含有するものを用いる。焼鈍分離剤の添加剤としては、公知の添加剤として、TiO2やMg,Sr,Sb,Cu,Zn等の硫酸塩、Li,Na等のホウ酸塩、その他水酸化物、塩化物など種々の化合物が知られているが、本発明でも、これらを用いることができる。これらの化合物の添加量は、マグネシア100質量部に対して0.5〜15質量部程度とするのが好適である。その他、焼鈍分離剤の塗布量や水和量は、従来どおり、5〜15 g/m2(両面)、0.5〜5%程度とするのが好適である。
【0034】
焼鈍分離剤を塗布したのち、仕上焼鈍を施すが、この処理は公知の方法に従えばよい。
仕上焼鈍後は、必要に応じて張力付与コーティングや絶縁コーティングを鋼板表面に焼き付けたのち平坦化焼鈍を施して製品とする。また、磁区細分化による鉄損低減を目的として、平坦化焼鈍後の鋼板にプラズマジェットやレーザーを線状に照射したり、突起ロールにより線状に凹みを設けたりする処理や、最終冷延後にエッチングなどにより圧延方向とほぼ直行する溝を形成させる処理を施すこともできる。さらに、最終仕上焼鈍後、ゾルゲル法、TiN蒸着など公知の方法で張力被膜を形成させる技術を組み合わせることも鉄損低減のために有効である。
【実施例】
【0035】
実施例1
C:0.06%、Si:3.35%、Mn:0.07%、S:0.003%、Al:0.005%、Cu:0.01%、Cr:0.01%、N:0.0035%およびSb:0.040%を含有し、残部は鉄および不可避的不純物の組成になる鋼スラブを、ガス加熱炉に装入して1230℃まで加熱し、60分間保定後、熱間圧延により2.0mm厚の熱延板とした。その後、1000℃,1分間の熱延板焼鈍を施したのち、冷間圧延により0.30mmの最終板厚に仕上げ、ついで雰囲気酸化性〔P(H20)/P(H2)〕が0.40の雰囲気中にて850℃,100秒間の脱炭焼鈍を施したのち、表1に示す各種の電着物を電着させた。その後、MgO:100質量部に対し、TiO2:2質量部、水酸化ストロンチウム:3質量部を添加した焼鈍分離剤を、鋼板両面当たりの塗布量で14g/m2塗布してから、 コイルに巻き取り、最終仕上焼鈍を行った。続いて、未反応の分離剤を水洗により除去したのち、コロイダルシリカを含有するリン酸マグネシウムを主成分とする絶縁張力コーティング処理液を塗布し、平坦化焼鈍を施して、製品とした。
かくして得られた製品から試験片を採取し、エプスタイン試験法による磁束密度B8および鉄損W17/50の測定を行うと共に、被膜外観および被膜密着性について調査した。なお、被膜密着性は、サンプルを円筒状の棒に巻きつけて被膜が剥離しなかった最小の曲げ径により評価した。
得られた結果を表1に示す。
【0036】
【表1】

【0037】
同表に示したとおり、本発明に従い、適正な電着物を適正量電着させることにより、被膜外観・密着性のみならず、磁気特性にも優れた製品を得ることができた。
【0038】
実施例2
表2に示す種々の成分組成になる鋼スラブを、ガス加熱炉に装入して1350℃まで加熱し、60分間保定後、熱間圧延により2.0mm厚の熱延板とした。その後、1000℃,1分間の熱延板焼鈍を施したのち、冷間圧延により0.30mmの最終板厚に仕上げ、ついで雰囲気酸化性〔P(H20)/P(H2)〕が0.40の雰囲気中にて850℃,100秒間の脱炭焼鈍を施したのち、Cuを種々の量電着させた。その後、MgO:100質量部に対し、TiO2:2質量部、水酸化ストロンチウム:3質量部を添加した焼鈍分離剤を、鋼板両面当たりの塗布量で14g/m2塗布してから、コイルに巻き取り、最終仕上焼鈍を行った。続いて、未反応の分離剤を水洗により除去したのち、コロイダルシリカを含有するリン酸マグネシウムを主成分とする絶縁張力コーティング処理液を塗布し、平坦化焼鈍を施して、製品とした。
かくして得られた製品から試験片を採取し、エプスタイン試験法による磁束密度B8および鉄損W17/50の測定を行うと共に、被膜外観および被膜密着性について調査した。
得られた結果を表2に併記する。
【0039】
【表2】
【0040】
同表に示したとおり、本発明に従い、適正電着物であるCuを適正量電着させることにより、被膜を形成しにくい成分系の素材であっても、良好な被膜特性が優れた磁気特性と共に得られている。
【図面の簡単な説明】
【0041】
【図1】電着Si量と磁気特性、被膜特性との関係を示した図である。
【技術分野】
【0001】
本発明は、方向性電磁鋼板の製造方法に関し、特に被膜特性の有利な改善を図ろうとするものである。
【背景技術】
【0002】
変圧器や発電機の鉄心材料として使用される方向性電磁鋼板には、高磁束密度でかつ低鉄損であることが最も重要な特性として要求される。
方向性電磁鋼板の低鉄損化を実現するために、今日まで様々な手段が講じられてきたが、その中でも最終仕上焼鈍後の鋼板の結晶方位をゴス方位と呼ばれる{110}<001>方位に高度に集積させることは、最も重要視されてきた開発目標の一つである。というのは、鉄結晶の磁化容易軸方向である結晶方位<001>を圧延方向に高度に集積させることにより、 圧延方向への磁化に要する磁化力が小さくなり、保磁力が低下する結果、ヒステリシス損が低下し、鉄損が低下するからである。
【0003】
その他、方向性電磁鋼板の重要な要求特性として、磁化した際の騒音が小さいことが挙げられるが、この問題も結晶方位をゴス方位に揃えることにより大幅に改善される。
すなわち、変圧器から生じる騒音の原因として、鉄心素材の磁歪振動や電磁振動があることが知られているが、結晶方位のゴス方位への集積度を向上させることにより、磁歪振動の原因となる90°磁区の生成が抑制されると同時に、励磁電流が低下して電磁振動が抑制され、これらの結果として、騒音を低減させることができる。
【0004】
上述したように、方向性電磁鋼板にとって結晶方位<001>の圧延方向への集積は最も重要な課題であるといえる。
ここで、結晶方位の集積度の指標としては、B8(磁化力:800 A/mにおける磁束密度)が用いられる場合が多く、方向性電磁鋼板の開発はこのB8の向上を大きな目標として推進されている。
また、鉄損の代表的な値としては、励磁磁束密度:1.7T、励磁周波数:50Hzの場合のエネルギー損失であるW17/50が使用される。
【0005】
このような方向性電磁鋼板の二次再結晶粒組織は、最終仕上焼鈍中の二次再結晶と呼ばれる現象を通じて形成され、この二次再結晶によりゴス方位の結晶粒を優先的に巨大成長させて、所望の磁気特性を有する製品とする。
この最終仕上焼鈍は長時間行う必要があるため、鋼板の焼付き防止を目的として、通常はこの焼鈍前に、マグネシアを主体とする焼鈍分離剤を水と懸濁させスラリーとして塗布する。このマグネシアは、かような焼鈍分離剤としての役割の他に、最終仕上焼鈍に先立って行われる一次再結晶焼鈍により鋼板表面に生成するSiO2を主体とする酸化層と反応することによって、フォルステライト(Mg2SiO4)被膜を形成させるという働きがある。
【0006】
この形成されたフォルステライト被膜は、上塗りされるリン酸塩系絶縁コーティングと地鉄部分とを密着させる一種のバインダーとしての働きだけでなく、それ自体が絶縁被膜として働き、さらに鋼板に張力を付与することによって磁気特性を改善するといった働きもある。従って、厚みが均一で、鋼板との密着性のよいフォルステライト被膜を形成させることは非常に重要であり、この点で焼鈍分離剤の役割は極めて大きい。
【0007】
ところで、最近、環境問題への関心の高まりやエネルギー需要の増大を背景として、方向性電磁鋼板の鉄損のさらなる低減や、製造工程で使用するエネルギーの節約を目的としたスラブ加熱温度の低温化が行われてきている。
例えば、特許文献1は、出鋼素材にBiを添加して高い磁束密度ひいては低鉄損を実現する技術であり、また特許文献2は、出鋼素材のSやSe量を低減して硫化物、セレン化物の析出を抑えることによってスラブ加熱温度を低下させる技術である。
【特許文献1】特開平6-088173号公報
【特許文献2】特開2000-129356号公報
【0008】
しかしながら、上記のような材料の製造に際しては、最終仕上焼鈍中に鋼板表面に生じるフォルステライトの形成が不良となり、製品の被膜外観や絶縁コーティングの密着性が劣化することが最近問題となってきた。この理由は、素材成分のBiの存在やS,Seの不存在等が脱炭焼鈍でのサブスケール形成および仕上焼鈍でのフォルステライト被膜の形成に悪影響を及ぼすためで、これを解決するために種々の技術が提案されている。
【0009】
例えば、特許文献3は、Biを含有する素材で、焼鈍分離剤中にアルカリ金属を含有させる技術であり、また特許文献4は、S,Seを含まない素材で、焼鈍分離剤中にSr化合物を添加する技術である。
【特許文献3】特開2003-342642号公報
【特許文献4】特開平11-199932号公報
【0010】
上述した従来技術の開発により、フォルステライト被膜はかなり改善されてきた。しかしながら、これらの技術では、出鋼素材を従来と異なった成分にした場合、すなわちインヒビター成分を全く含有させない場合やBi,Ni等の被膜の形成を阻害する成分を含有する場合には、膜質の劣化を完全に防止することはできず、被膜外観の良好な製品を製造するには至っていないのが現状である。
【発明の開示】
【発明が解決しようとする課題】
【0011】
本発明は、上記したような特殊な鋼組成を有する場合であっても、フォルステライト被膜の膜質劣化を効果的に防止して、被膜特性に優れた方向性電磁鋼板を安定して得ることができる方向性電磁鋼板の有利な製造方法を提案することを目的とする。
【課題を解決するための手段】
【0012】
さて、発明者らは、鋼素材が、インヒビター成分を全く含有しない成分系やSb,Bi,Ni等の被膜の形成を阻害する成分を含有する成分系などのように、従来の素材とは著しく異なる成分系の場合であっても、良好なフォルステライト被膜を得る方法について鋭意検討を重ねた結果、一次再結晶焼鈍後、焼鈍分離剤の塗布に先立ち、鋼板表面に所定の電着物を付与することによって、被膜特性が大幅に改善されることの新規知見を得た。
本発明は、上記の知見に立脚するものである。
【0013】
すなわち、本発明の要旨構成は次のとおりである。
1.質量%で、C:0.01〜0.10%、Si:1.0〜5.0%およびMn:0.5 %以下を含有し、残部はFeおよび不可避的不純物の組成になる鋼スラブを、熱間圧延後、1回または複数回の焼鈍と冷間圧延により最終板厚に仕上げたのち、一次再結晶焼鈍を施し、ついで焼鈍分離剤を塗布したのち、二次再結晶焼鈍を施すことからなる方向性電磁鋼板の製造方法において、
一次再結晶焼鈍後、鋼板表面に、Si,Cu,Sn,CoおよびNiのうちから選んだ1種または2種以上の金属含有物を該金属元素換算の合計量で0.1〜50 mg/m2の範囲で電着させ、しかるのち焼鈍分離剤を塗布することを特徴とする方向性電磁鋼板の製造方法。
【0014】
2.上記1において、鋼スラブが、質量%でさらに、Al:0.01〜0.04%およびN:0.006〜0.01%を含有することを特徴とする方向性電磁鋼板の製造方法。
【0015】
3.上記1または2において、鋼スラブが、質量%でさらに、Mn:0.04〜0.5%およびS+Se:0.01〜0.03%を含有することを特徴とする方向性電磁鋼板の製造方法。
【0016】
4.上記1,2または3において、鋼スラブが、質量%でさらに、Ni:0.01〜1.50%、Sn0.01〜0.50%、Sb:0.005〜0.50%、P:0.005〜0.50%、Te:0.003〜1.50%、Bi:0.003〜1.50%、Pb:0.003〜1.50%およびCu:0.01〜0.3%のうちから選んだ1種または2種以上を含有することを特徴とする方向性電磁鋼板の製造方法。
【発明の効果】
【0017】
本発明によれば、方向性電磁鋼板の素材成分が、フォルステライト被膜の形成が阻害される成分系の場合であっても、一次再結晶焼鈍後、焼鈍分離剤の塗布に先立ち、鋼板表面に所定の電着物を付着させることにより、被膜特性が良好なフォルステライト被膜を得ることができる。
【発明を実施するための最良の形態】
【0018】
以下、本発明を由来するに至った実験結果について説明する。なお、成分に関する「%」表示は特に断らない限り質量%を意味するものとする。
C:0.04%、Si:3.0%、Mn:0.10%、S:40ppm、Se:2ppm、Cr:0.01%、O:10ppm、N:25ppmおよびsol.Al:30ppmを含有し、残部はFeおよび不可避的不純物の組成になる鋼スラブを、熱間圧延により板厚:2.0mmの熱延板とし、ついで1000℃で1分間の熱延板焼鈍後、板厚:0.30mmまで冷間圧延し、850℃,100秒の脱炭・一次再結晶焼鈍を施した。
一次再結晶焼鈍後、5%のオルト珪酸ナトリウムを溶解させた電解脱脂浴中で鋼板を陰極として電解処理し、Si化合物をSi換算で0〜100 mgの範囲で電析させた。Si換算でのSi化合物の電析量(金属Si電着量)は、電析した鋼板の酸洗前後の蛍光X線強度差から、予め作成しておいた検量線を用いて検出した。
その後、焼鈍分離剤を塗布し、1200℃,10hの二次再結晶焼鈍を施した。しかる後に、残留焼鈍分離剤を除去後、絶縁コーティング処理液を塗布し、焼付けとヒートフラットニング処理と兼ねて850℃,30秒の焼鈍を行い、最終製品とした。
【0019】
かくして得られた製品の磁気特性(磁束密度B8、鉄損W17/50)および被膜特性(被膜外観、被膜密着性)について調査した。なお、被膜密着性は、サンプルを円筒状の棒に巻きつけて被膜が剥離しなかった最小の曲げ径により評価した。また、被膜外観は目視により観察し、次のように評価した。○:均一な被膜外観が得られた場合、▽:被膜ムラが生じた場合、△:全体に薄い場合、×:全体に薄く、部分的に剥落した場合。
得られた結果を図1に示す。
【0020】
同図に示したとおり、Si電着量が0.1 mg/m2以上になると鉄損および磁束密度のいずれも改善が認められた。また、被膜外観も均一となり、被膜密着性も改善された。
しかしながら、電着量が50 mg/m2を超えると磁気特性、被膜密着性は劣化し始め、また被膜外観はムラが多くなっていった。
【0021】
このような結果が得られた理由については、まだ明確に解明されたわけではないが、発明者らは次のように考えている。
すなわち、電着物を付着させない条件では、S,Seを含まない素材では脱炭焼鈍後に形成される酸化膜が粗雑なものしか得られないため、仕上焼鈍中の雰囲気の影響で窒化や酸化を抑えることができない。そのため、結晶粒成長抑制力が不安定となり、所望の磁気特性が得られなかったリ、表面が過度に酸化されて被膜不良が発生する。
これに対し、表面に電着物を付着させると、この付着した電着Siが保護膜となって仕上焼鈍中の酸化や窒化を防止し、これにより粒成長抑制力が不安定化するのを防ぐことにより良好な二次再結晶粒が成長して磁気特性が改善されるものと考えられる。また、仕上焼鈍中の酸化が防止されることにより、被膜の酸化量が異常に増大することが防止されて、被膜欠陥がなくなり被膜が改善されるものと考えられる。しかしながら、電着量が多すぎると保護膜が厚くなりすぎる結果、表面の反応性が低下し、被膜形成が遅滞して被膜が劣化するものと考えられる。また、被膜形成が遅滞する結果、かえって被膜による雰囲気からの保護効果が小さくなって窒化の影響を受け易くなり、磁気特性も劣化するものと考えられる。
【0022】
なお、特開昭61-190020号公報には、最終板厚としてから焼鈍分離剤を塗布するまでの間の鋼板表面に、Feよりも電極電位の高い金属を置換メッキにより付着させる方法が開示されているが、この方法では今回のS,Seを含まない素材のように被膜性状の劣悪な材料を改善するには不十分である。すなわち、無電解メッキでは密着性が確保されないため、所望の保護膜の効果が得られない。さらに、特開平9-087744号公報には、冷間圧延後に電着物を付着させて脱炭焼鈍を行う方法が開示されているが、この方法では、脱炭焼鈍中に表面に付着させた電着物が鋼中に拡散するため、得られる効果が小さくなる。また、電着物の影響で脱炭焼鈍で生成される酸化膜の形態が変わるので、脱炭焼鈍条件の設定が困難で制御範囲が狭くなるという問題もある。
この点、本発明では、脱炭焼鈍後に電着させるので電着物に十分な密着性を付与することができるだけでなく、目付量の制御も容易にでき、しかも脱炭焼鈍も特別格段の注意を要さずに処理することができる。
【0023】
以下、本発明に従う方向性電磁鋼板の製造方法について説明する。
まず、鋼スラブの組成を前記の範囲に限定した理由について説明する。
C:0.01〜0.10%
Cは、変態を利用して熱延組織を改善するのに有用なだけでなく、ゴス方位結晶粒の発生にも有用な元素であり、これらの効果を得るために0.01%以上を含有させるが、0.10%を超えると効果が強くなりすぎてかえって集合組織の劣化を招くので、C量は0.01〜0.10%の範囲に限定した。
【0024】
Si:1.0〜5.0%
Siは、電気抵抗を高めて鉄損を低下させるだけでなく、鉄のα相を安定化させて高温での熱処理を可能とするために必要な元素であり、少なくとも1.0%を必要とするが、含有量が5.0%を超えると冷延が困難となるので、Si量は1.0〜5.0%の範囲に限定した。
【0025】
Mn:0.5 %以下
Mnは、熱間加工性を良好にするために有用な元素であるが、含有量が0.5%を超えると磁気特性が劣化するので、Mnは0.5 %以下で含有させるものとした。
【0026】
以上の元素が必須成分であり、本発明は、基本的に、上記したようなインヒビターを含まない素材に有効である。また、本発明は、添加物としてSbやBi,Ni等の被膜形成を阻害する元素を含む素材にも有効である。
ここで、インヒビターを含まない素材の場合には、Alは100ppm以下、Nは60ppm以下、S,Se,Oについてもそれぞれ50ppm以下に低減することが、良好な二次再結晶を生じさせる上で有効である。
【0027】
また、本発明は、インヒビター成分の添加を否定するものではなく、必要に応じてこれらの元素を含有させることができる。
インヒビターとしては、AlN,MnS,MnSe等が知られており、AlNをインヒビターとして用いる場合にはAlを100ppm以上 400ppm以下、Nを60ppm以上 100ppm以下とする。というのは、Alが100ppmより低かったりNが60ppmより低いとインヒビターとして十分働かず、一方Alが400ppmより高かったりNが100ppmより高いと二次再結晶が不安定となるからである。
また、MnSeやMnSをインヒビターとする場合は、Mnを0.04%以上、SとSeを合計で100 ppm以上 300ppm以下とする。Mnが0.04%未満、S+Seが100ppm未満であればインヒビターとして不十分であり、一方SとSeが300ppmを超えると熱延時に表面欠陥が生じ易くなるからである。
【0028】
さらに、本発明では、磁気特性の改善には有効であるものの、被膜の形成には悪影響を及ぼす成分についても適宜添加することができる。かような成分としては、Ni,Sn,Sb,P,Te,Bi,PbおよびCuなどが挙げられるが、これらはそれぞれ以下の範囲で含有させることが好ましい。
Ni:0.01〜1.50%、Sn:0.01〜0.50%、Sb:0.005〜0.50%、P:0.005〜0.50%、Te:0.003〜1.50%、Bi:0.003〜1.50%、Pb:0.003〜1.50%およびCu:0.01〜0.3%。
これらはいずれも、上記の範囲内で添加することにより、磁気特性の向上に有効に寄与する。
【0029】
次に、本発明の製造方法について説明する。
上記のような好適成分組成に調整した鋼スラブを、熱間圧延し、ついで1回または複数回の焼鈍と冷間圧延により最終板厚に仕上げたのち、一次再結晶焼鈍を施す。ここで、1回または複数回の焼鈍と冷間圧延とは、具体的には、熱延板焼鈍後、1回の冷間圧延または中間焼鈍を挟む2回以上の冷間圧延を施すこと、あるいは熱延板焼鈍は施さずに中間焼鈍を挟む2回以上の冷間圧延を施すことである。
【0030】
冷間圧延後の一次再結晶焼鈍は、均熱領域の温度は750〜950℃程度とすることが望ましい。というのは、950℃を超えると一次再結晶粒の粒成長が進行しすぎて二次再結晶不良となり、一方750℃未満では逆に一次再結晶粒の粒成長が進まず、二次再結晶粒方位が不安定になる原因となるからである。また、均熱時間は20〜240s程度とするのが好ましい。というのは、20s未満では一次再結晶不良となり、一方240s超では一次再結晶粒成長が進行していずれも磁気特性劣化の要因となるからである。さらに、焼鈍時の雰囲気酸化性〔P(H20)/P(H2)〕は0.15〜0.75程度とすることが好ましい。というのは、P(H20)/P(H2)が0.15未満では良好な酸化膜が得られず被膜が劣化し、一方0.75を超えるとFeOを主体とする過酸化な膜が形成され、やはり被膜劣化を招くからである。
【0031】
上記の一次再結晶焼鈍後に、鋼板表面に金属含有物の電着処理を施す。この処理が、本発明で最も重要な工程であり、この電着処理を施すことにより、仕上焼鈍中の雰囲気保護性が高まり被膜が効果的に改善されるのである。
ここに、電着させる元素としては、Si,Cu,Sn,CoおよびNiのうちから選んだ1種または2種以上の元素が有効である。また、電着量については、金属含有物の金属元素換算で0.1〜50 mg/m2とする必要がある。というのは、電着量が0.1 mg/m2より少ないと、かような電着処理を施す効果がなく、一方50 mg/m2を超えると表面が不活性になりすぎて被膜反応性が低下するからである。電着される金属含有物の形態としては、例えば単独の金属や金属化合物の形態、それらの複数が単に混在した形態、または複数の金属が合金化した形態や、複数の金属による化合物の形態などが挙げられるが、要は、電着量として、そのような形態の金属含有物における各金属元素換算の合計量が上記の範囲であれば良い。
【0032】
なお、上記の電着処理は、鉄を陰極側とするが、必ずしも一定の電極で通電する必要はなく、例えば+−+−のような交番電解とすることも可能であるし、電流密度を何段階かに分けて通電することも可能である。また、通電方式も直接通電、間接通電のいずれで行ってもかまわない。
【0033】
上記の電着処理後に、焼鈍分離剤を塗布する。焼鈍分離剤は主剤としてマグネシアを少なくとも50%含有するものを用いる。焼鈍分離剤の添加剤としては、公知の添加剤として、TiO2やMg,Sr,Sb,Cu,Zn等の硫酸塩、Li,Na等のホウ酸塩、その他水酸化物、塩化物など種々の化合物が知られているが、本発明でも、これらを用いることができる。これらの化合物の添加量は、マグネシア100質量部に対して0.5〜15質量部程度とするのが好適である。その他、焼鈍分離剤の塗布量や水和量は、従来どおり、5〜15 g/m2(両面)、0.5〜5%程度とするのが好適である。
【0034】
焼鈍分離剤を塗布したのち、仕上焼鈍を施すが、この処理は公知の方法に従えばよい。
仕上焼鈍後は、必要に応じて張力付与コーティングや絶縁コーティングを鋼板表面に焼き付けたのち平坦化焼鈍を施して製品とする。また、磁区細分化による鉄損低減を目的として、平坦化焼鈍後の鋼板にプラズマジェットやレーザーを線状に照射したり、突起ロールにより線状に凹みを設けたりする処理や、最終冷延後にエッチングなどにより圧延方向とほぼ直行する溝を形成させる処理を施すこともできる。さらに、最終仕上焼鈍後、ゾルゲル法、TiN蒸着など公知の方法で張力被膜を形成させる技術を組み合わせることも鉄損低減のために有効である。
【実施例】
【0035】
実施例1
C:0.06%、Si:3.35%、Mn:0.07%、S:0.003%、Al:0.005%、Cu:0.01%、Cr:0.01%、N:0.0035%およびSb:0.040%を含有し、残部は鉄および不可避的不純物の組成になる鋼スラブを、ガス加熱炉に装入して1230℃まで加熱し、60分間保定後、熱間圧延により2.0mm厚の熱延板とした。その後、1000℃,1分間の熱延板焼鈍を施したのち、冷間圧延により0.30mmの最終板厚に仕上げ、ついで雰囲気酸化性〔P(H20)/P(H2)〕が0.40の雰囲気中にて850℃,100秒間の脱炭焼鈍を施したのち、表1に示す各種の電着物を電着させた。その後、MgO:100質量部に対し、TiO2:2質量部、水酸化ストロンチウム:3質量部を添加した焼鈍分離剤を、鋼板両面当たりの塗布量で14g/m2塗布してから、 コイルに巻き取り、最終仕上焼鈍を行った。続いて、未反応の分離剤を水洗により除去したのち、コロイダルシリカを含有するリン酸マグネシウムを主成分とする絶縁張力コーティング処理液を塗布し、平坦化焼鈍を施して、製品とした。
かくして得られた製品から試験片を採取し、エプスタイン試験法による磁束密度B8および鉄損W17/50の測定を行うと共に、被膜外観および被膜密着性について調査した。なお、被膜密着性は、サンプルを円筒状の棒に巻きつけて被膜が剥離しなかった最小の曲げ径により評価した。
得られた結果を表1に示す。
【0036】
【表1】
【0037】
同表に示したとおり、本発明に従い、適正な電着物を適正量電着させることにより、被膜外観・密着性のみならず、磁気特性にも優れた製品を得ることができた。
【0038】
実施例2
表2に示す種々の成分組成になる鋼スラブを、ガス加熱炉に装入して1350℃まで加熱し、60分間保定後、熱間圧延により2.0mm厚の熱延板とした。その後、1000℃,1分間の熱延板焼鈍を施したのち、冷間圧延により0.30mmの最終板厚に仕上げ、ついで雰囲気酸化性〔P(H20)/P(H2)〕が0.40の雰囲気中にて850℃,100秒間の脱炭焼鈍を施したのち、Cuを種々の量電着させた。その後、MgO:100質量部に対し、TiO2:2質量部、水酸化ストロンチウム:3質量部を添加した焼鈍分離剤を、鋼板両面当たりの塗布量で14g/m2塗布してから、コイルに巻き取り、最終仕上焼鈍を行った。続いて、未反応の分離剤を水洗により除去したのち、コロイダルシリカを含有するリン酸マグネシウムを主成分とする絶縁張力コーティング処理液を塗布し、平坦化焼鈍を施して、製品とした。
かくして得られた製品から試験片を採取し、エプスタイン試験法による磁束密度B8および鉄損W17/50の測定を行うと共に、被膜外観および被膜密着性について調査した。
得られた結果を表2に併記する。
【0039】
【表2】
【0040】
同表に示したとおり、本発明に従い、適正電着物であるCuを適正量電着させることにより、被膜を形成しにくい成分系の素材であっても、良好な被膜特性が優れた磁気特性と共に得られている。
【図面の簡単な説明】
【0041】
【図1】電着Si量と磁気特性、被膜特性との関係を示した図である。
【特許請求の範囲】
【請求項1】
質量%で、C:0.01〜0.10%、Si:1.0〜5.0%およびMn:0.5 %以下を含有し、残部はFeおよび不可避的不純物の組成になる鋼スラブを、熱間圧延後、1回または複数回の焼鈍と冷間圧延により最終板厚に仕上げたのち、一次再結晶焼鈍を施し、ついで焼鈍分離剤を塗布したのち、二次再結晶焼鈍を施すことからなる方向性電磁鋼板の製造方法において、
一次再結晶焼鈍後、鋼板表面に、Si,Cu,Sn,CoおよびNiのうちから選んだ1種または2種以上の金属含有物を該金属元素換算の合計量で0.1〜50 mg/m2の範囲で電着させ、しかるのち焼鈍分離剤を塗布することを特徴とする方向性電磁鋼板の製造方法。
【請求項2】
請求項1において、鋼スラブが、質量%でさらに、Al:0.01〜0.04%およびN:0.006〜0.01%を含有することを特徴とする方向性電磁鋼板の製造方法。
【請求項3】
請求項1または2において、鋼スラブが、質量%でさらに、Mn:0.04〜0.5%およびS+Se:0.01〜0.03%を含有することを特徴とする方向性電磁鋼板の製造方法。
【請求項4】
請求項1,2または3において、鋼スラブが、質量%でさらに、Ni:0.01〜1.50%、Sn:0.01〜0.50%、Sb:0.005〜0.50%、P:0.005〜0.50%、Te:0.003〜1.50%、Bi:0.003〜1.50%、Pb:0.003〜1.50%およびCu:0.01〜0.3%のうちから選んだ1種または2種以上を含有することを特徴とする方向性電磁鋼板の製造方法。
【請求項1】
質量%で、C:0.01〜0.10%、Si:1.0〜5.0%およびMn:0.5 %以下を含有し、残部はFeおよび不可避的不純物の組成になる鋼スラブを、熱間圧延後、1回または複数回の焼鈍と冷間圧延により最終板厚に仕上げたのち、一次再結晶焼鈍を施し、ついで焼鈍分離剤を塗布したのち、二次再結晶焼鈍を施すことからなる方向性電磁鋼板の製造方法において、
一次再結晶焼鈍後、鋼板表面に、Si,Cu,Sn,CoおよびNiのうちから選んだ1種または2種以上の金属含有物を該金属元素換算の合計量で0.1〜50 mg/m2の範囲で電着させ、しかるのち焼鈍分離剤を塗布することを特徴とする方向性電磁鋼板の製造方法。
【請求項2】
請求項1において、鋼スラブが、質量%でさらに、Al:0.01〜0.04%およびN:0.006〜0.01%を含有することを特徴とする方向性電磁鋼板の製造方法。
【請求項3】
請求項1または2において、鋼スラブが、質量%でさらに、Mn:0.04〜0.5%およびS+Se:0.01〜0.03%を含有することを特徴とする方向性電磁鋼板の製造方法。
【請求項4】
請求項1,2または3において、鋼スラブが、質量%でさらに、Ni:0.01〜1.50%、Sn:0.01〜0.50%、Sb:0.005〜0.50%、P:0.005〜0.50%、Te:0.003〜1.50%、Bi:0.003〜1.50%、Pb:0.003〜1.50%およびCu:0.01〜0.3%のうちから選んだ1種または2種以上を含有することを特徴とする方向性電磁鋼板の製造方法。
【図1】

【公開番号】特開2008−144231(P2008−144231A)
【公開日】平成20年6月26日(2008.6.26)
【国際特許分類】
【出願番号】特願2006−333275(P2006−333275)
【出願日】平成18年12月11日(2006.12.11)
【出願人】(000001258)JFEスチール株式会社 (8,589)
【Fターム(参考)】
【公開日】平成20年6月26日(2008.6.26)
【国際特許分類】
【出願日】平成18年12月11日(2006.12.11)
【出願人】(000001258)JFEスチール株式会社 (8,589)
【Fターム(参考)】
[ Back to top ]